Download as pdf or txt
You might also like
- A Sample CBD Oil Extraction Business Plan Template - ProfitableVentureDocument13 pagesA Sample CBD Oil Extraction Business Plan Template - ProfitableVentureRaju GummaNo ratings yet
- Resid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas JournalDocument4 pagesResid Hydrocracking Better Than Delayed Coking in Case Studies - Oil & Gas Journalcool_ddNo ratings yet
- Delayed Coking Process DescriptionDocument14 pagesDelayed Coking Process DescriptionRaju GummaNo ratings yet
- 7Document13 pages7Raju GummaNo ratings yet
- Pangaribuan 2018Document8 pagesPangaribuan 2018abdalaNo ratings yet
- Reservoir Properties CorrelationDocument33 pagesReservoir Properties CorrelationNiaz HussanNo ratings yet
- CO2 Flooding PerformanceDocument8 pagesCO2 Flooding Performancecrown212No ratings yet
- Muñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingDocument12 pagesMuñoz Et Al. Comparison of Correlations For Estimating Product Yields From Delayed CokingSergioDanielContreras100% (1)
- Crude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand PictureDocument13 pagesCrude Oils, Hydrocarbons, and Refinery Products: Petroleum Supply/Demand Pictureul84No ratings yet
- Solubility and Displacement Behavior of A Viscous Crude With CO2 and HydrocarboDocument6 pagesSolubility and Displacement Behavior of A Viscous Crude With CO2 and HydrocarboDânChơiNo ratings yet
- Correlations For Predicting Oil Recovery by Steamflood: SPE-AIME, Standard Oil Co. of CaliforniaDocument8 pagesCorrelations For Predicting Oil Recovery by Steamflood: SPE-AIME, Standard Oil Co. of CaliforniaVasundhara SinghNo ratings yet
- Catalytic PolymerisationDocument7 pagesCatalytic PolymerisationguhadebasisNo ratings yet
- Cipc 2009-008Document13 pagesCipc 2009-008Ralf JonesNo ratings yet
- An Experimental and Numerical Study of The Effect of Diesel Injection Timing On Natural Gasdiesel Dual-Fuel Combustion at Low Load PDFDocument16 pagesAn Experimental and Numerical Study of The Effect of Diesel Injection Timing On Natural Gasdiesel Dual-Fuel Combustion at Low Load PDFabdul azisNo ratings yet
- Spe-123866-Ms A New Eor MethodDocument10 pagesSpe-123866-Ms A New Eor MethodyovaNo ratings yet
- Boiler Efficiency and Sludge ControlDocument34 pagesBoiler Efficiency and Sludge ControlNam PhongNo ratings yet
- C. Ming - Combustion Characterization of Waste Cooking Oil and Canola Oil BasedDocument11 pagesC. Ming - Combustion Characterization of Waste Cooking Oil and Canola Oil BasedMUHAMMAD ABIEL PRADIPTANo ratings yet
- Process Design and Simulation: Submission Deadline: TBCDocument24 pagesProcess Design and Simulation: Submission Deadline: TBCBrajesh ChandraNo ratings yet
- Effects of Key Feed Properties On FCC Unit Performance PDFDocument10 pagesEffects of Key Feed Properties On FCC Unit Performance PDFAdityaNo ratings yet
- Correlations For Fluid Physical Property Prediction: 968 Journal of Petroleum TechnologyDocument3 pagesCorrelations For Fluid Physical Property Prediction: 968 Journal of Petroleum TechnologyHassaanAhmedNo ratings yet
- Diesel 2Document1 pageDiesel 2Shashank SumanNo ratings yet
- Chapter13 - ValvblendingDocument28 pagesChapter13 - ValvblendingMarcosNo ratings yet
- Progress in Energy and Combustion Science 90 (2022) 100995 A. Paykani Et AlDocument34 pagesProgress in Energy and Combustion Science 90 (2022) 100995 A. Paykani Et AlThành Công DươngNo ratings yet
- Effect of Fuel Varl4bles On Carbon Formation in Turbojet-Engine CombustorsDocument18 pagesEffect of Fuel Varl4bles On Carbon Formation in Turbojet-Engine Combustorscramerps2084No ratings yet
- RVP SaftDocument11 pagesRVP SaftGustav MolMedNo ratings yet
- Gas TurbineDocument6 pagesGas TurbineAditya GuptaNo ratings yet
- Down-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenDocument10 pagesDown-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenAli ShahNo ratings yet
- Experimental Study of Biodiesel Blends CombustionDocument19 pagesExperimental Study of Biodiesel Blends CombustionmrccahmedNo ratings yet
- Process Parameter Optimization and Performance Analysis of Raphanus Sativus Methyl Ester in Diesel EngineDocument3 pagesProcess Parameter Optimization and Performance Analysis of Raphanus Sativus Methyl Ester in Diesel EngineSivakumarNo ratings yet
- Moses - GC - Spe 1987 39 PehDocument28 pagesMoses - GC - Spe 1987 39 PehPorfirio AguileraNo ratings yet
- CO2 Injection For Enhanced Oil Recovery in Bakken Tight Oil ReservoirsDocument10 pagesCO2 Injection For Enhanced Oil Recovery in Bakken Tight Oil Reservoirs荣健淇No ratings yet
- Bagci 2007Document11 pagesBagci 2007fernando aguilarNo ratings yet
- 15 Chapter 6Document13 pages15 Chapter 6Ajay ChaudhariNo ratings yet
- Ajer3 PDFDocument3 pagesAjer3 PDFasjdkfjskaldjf;klasdfNo ratings yet
- Hydrocarbon Recovery: Section 16Document26 pagesHydrocarbon Recovery: Section 16sebas guzNo ratings yet
- Correct FCC Tower RevampDocument8 pagesCorrect FCC Tower RevampAlessio ScarabelliNo ratings yet
- Prevent NOx Formation in Gas TurbineDocument20 pagesPrevent NOx Formation in Gas TurbineThái Mai Đình100% (1)
- Renewable Energy: A. Hoxie, M. AndersonDocument8 pagesRenewable Energy: A. Hoxie, M. AndersonSubhadip DasNo ratings yet
- Diesel and VGO RecoveryDocument4 pagesDiesel and VGO RecoveryAlessio ScarabelliNo ratings yet
- MccainDocument23 pagesMccainCarlos Orley Gil AmayaNo ratings yet
- Processing Biomass in Conventional Oil RefineriesDocument10 pagesProcessing Biomass in Conventional Oil RefineriesSpafiu Paula RalucaNo ratings yet
- Design, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersDocument9 pagesDesign, Development, and Evaluation of Hydrocarbon Based Fuels For Fuel Cell On-Board ReformersadhyastiNo ratings yet
- CO2 Variation of BiogasDocument6 pagesCO2 Variation of BiogashelenNo ratings yet
- Full Length Article: SciencedirectDocument8 pagesFull Length Article: SciencedirectInal RahmadNo ratings yet
- K. Ravi, J. Pradeep Bhasker, E. Porpatham: Full Length ArticleDocument9 pagesK. Ravi, J. Pradeep Bhasker, E. Porpatham: Full Length ArticleRiski AbdulNo ratings yet
- Art 05 Sep 14 Fluid Classification PVTDocument13 pagesArt 05 Sep 14 Fluid Classification PVTManuel ChNo ratings yet
- LT HC ProcessDocument9 pagesLT HC ProcessguhadebasisNo ratings yet
- Crude To chemicaGBPs Part 2Document6 pagesCrude To chemicaGBPs Part 2KemkengNo ratings yet
- SPE-174567-MS A Novel Technique For Enhanced Oil Recovery: In-Situ CO - Emulsion GenerationDocument13 pagesSPE-174567-MS A Novel Technique For Enhanced Oil Recovery: In-Situ CO - Emulsion Generationlulalala8888No ratings yet
- ResumoAlargado SaraSousaDocument10 pagesResumoAlargado SaraSousaHồng ÂnNo ratings yet
- Simulation of Conversion of Natural Gas To MethanolDocument25 pagesSimulation of Conversion of Natural Gas To MethanolAnonymous 0QumXG6NNo ratings yet
- Simultaneous Production of Gas Cap and Oil Column With Water Injection at The Gas/Oil ContactDocument8 pagesSimultaneous Production of Gas Cap and Oil Column With Water Injection at The Gas/Oil ContactarispriyatmonoNo ratings yet
- 39 - 4 - Washington DC - 08-94 - 1131Document5 pages39 - 4 - Washington DC - 08-94 - 1131DHe Vic'zNo ratings yet
- 092702b Gaseous Fuel SpecsDocument9 pages092702b Gaseous Fuel SpecsManish patelNo ratings yet
- Model Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsDocument8 pagesModel Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsInternational Journal of Innovative Science and Research Technology100% (1)
- Service Bulletin # 2Document13 pagesService Bulletin # 2fahadullahNo ratings yet
- Pressure Maintenance and Improving Oil Recovery by Means of Immiscible Water-Alternating-CO Processes in Thin Heavy-Oil ReservoirsDocument12 pagesPressure Maintenance and Improving Oil Recovery by Means of Immiscible Water-Alternating-CO Processes in Thin Heavy-Oil ReservoirsmnoriegalNo ratings yet
- 1 s2.0 S001623612102411X MainDocument9 pages1 s2.0 S001623612102411X MainWei WangNo ratings yet
- CCAIDocument0 pagesCCAIshishir4870No ratings yet
- Petroleum Engineering: Principles, Calculations, and WorkflowsFrom EverandPetroleum Engineering: Principles, Calculations, and WorkflowsRating: 5 out of 5 stars5/5 (1)
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Renewable Diesel - The Latest Buzzword in The Downstream SectorDocument5 pagesRenewable Diesel - The Latest Buzzword in The Downstream SectorRaju GummaNo ratings yet
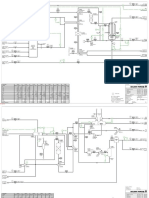
- Rdu PidDocument42 pagesRdu PidRaju Gumma100% (1)
- Calc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Document8 pagesCalc No's: 2468712 Layout: L3 Case: C1 PFF: Doc: PFD01Raju GummaNo ratings yet
- W2E-Plastic Pyarolysis Plant Financial ProjectionsDocument15 pagesW2E-Plastic Pyarolysis Plant Financial ProjectionsRaju GummaNo ratings yet
- Comparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryDocument61 pagesComparison of Conventional vs. Modular Hydrogen Refueling Stations, and On-Site Production vs. DeliveryRaju GummaNo ratings yet
- FINAL North Peace Horticulture Business Case and Marketing StrategyDocument159 pagesFINAL North Peace Horticulture Business Case and Marketing StrategyRaju GummaNo ratings yet
- 2014 GHProfile Final ReportDocument119 pages2014 GHProfile Final ReportRaju GummaNo ratings yet
- 1813 9450 5406 PDFDocument57 pages1813 9450 5406 PDFRaju GummaNo ratings yet
- Very Very Imporatant PDFDocument8 pagesVery Very Imporatant PDFRaju GummaNo ratings yet
- Wilson - Natalie - Very GoodDocument44 pagesWilson - Natalie - Very GoodRaju GummaNo ratings yet
- Parag Milk Foods Limited: Investor Presentation August 2019Document46 pagesParag Milk Foods Limited: Investor Presentation August 2019Raju GummaNo ratings yet
- On-Farm Processing - Getting Started Document 4 24 18Document43 pagesOn-Farm Processing - Getting Started Document 4 24 18Raju GummaNo ratings yet
- Project Report On Nandini MilkDocument72 pagesProject Report On Nandini MilkRaju GummaNo ratings yet
- Action Plan - MBC.Livestock Group 4 PDFDocument23 pagesAction Plan - MBC.Livestock Group 4 PDFRaju GummaNo ratings yet
- Executive Summary: ST ND RDDocument51 pagesExecutive Summary: ST ND RDRaju GummaNo ratings yet
- Implementation of Re-Used Shipping Containers ForDocument17 pagesImplementation of Re-Used Shipping Containers ForThiya freaksNo ratings yet
- 05 - Flex BDocument23 pages05 - Flex BNathan MolongwanaNo ratings yet
- How Does The Jigsaw Technique Work?Document9 pagesHow Does The Jigsaw Technique Work?Italo Aarón Milla LozanoNo ratings yet
- Evaluation of Alternative Solvents in Common Amide Coupling Reactions: Replacement of Dichloromethane and N, N-Dimethylformamide 'Document102 pagesEvaluation of Alternative Solvents in Common Amide Coupling Reactions: Replacement of Dichloromethane and N, N-Dimethylformamide 'Vaibhav DafaleNo ratings yet
- Drone Spraying BeanDocument4 pagesDrone Spraying BeanFitri AudiaNo ratings yet
- Peter GärdenforsDocument9 pagesPeter GärdenforsusamaknightNo ratings yet
- E-Proceedings - ICCRET-2023Document30 pagesE-Proceedings - ICCRET-2023RAGHIB R SHARIFNo ratings yet
- Jeff Jarvis - The Gutenberg ParenthesisDocument329 pagesJeff Jarvis - The Gutenberg ParenthesisBlaj Dorin100% (1)
- Kaeser - Service TechnicianDocument3 pagesKaeser - Service TechnicianpunujcNo ratings yet
- Finance in Motion - Impact Investment Report 2019Document46 pagesFinance in Motion - Impact Investment Report 2019200559No ratings yet
- EchoAndReverberation PDFDocument19 pagesEchoAndReverberation PDFSlavita JarcovNo ratings yet
- Technological Institute of The Philippines Course Syllabus: ENGL 253 / 313/293 Technical WritingDocument4 pagesTechnological Institute of The Philippines Course Syllabus: ENGL 253 / 313/293 Technical WritingtipqccagssdNo ratings yet
- MD ShaftDocument18 pagesMD Shaftiftikhar ahmedNo ratings yet
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- Done Module Handbook ASIIN - Praktik PlambingDocument3 pagesDone Module Handbook ASIIN - Praktik PlambingM Reza Hasrul, ST, MT FTNo ratings yet
- Principles of GeologyDocument10 pagesPrinciples of GeologyJoshuaB.SorianoNo ratings yet
- Biomaterials and Nanotechnology For Tissue Engineering KrishnanDocument371 pagesBiomaterials and Nanotechnology For Tissue Engineering KrishnanRêmulo FariasNo ratings yet
- Octal Numbering System AssignmentDocument3 pagesOctal Numbering System Assignmentusmanf87No ratings yet
- IV Eee 18 QT Sem-I Eed Lab External Attendence SheetDocument3 pagesIV Eee 18 QT Sem-I Eed Lab External Attendence SheetKLRCET ELECATRICAL ENGINEERSNo ratings yet
- DanielsDocument5 pagesDanielstv_whiteboyNo ratings yet
- Renderoc SMDocument2 pagesRenderoc SMMas DaffiNo ratings yet
- Critical Path MethodDocument13 pagesCritical Path MethodNymisa RavuriNo ratings yet
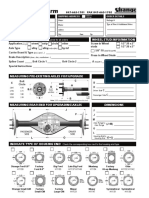
- Axle Order Form: Axles Wheel Stud InformationDocument2 pagesAxle Order Form: Axles Wheel Stud InformationHaytham AjibNo ratings yet
- Dan-Fuel Rod Heat ConductionDocument7 pagesDan-Fuel Rod Heat ConductionMahmoud EidNo ratings yet
- Understanding Feyerabend On GalileoDocument5 pagesUnderstanding Feyerabend On Galileorustycarmelina108No ratings yet
- Social and Cultural Issues On GenderDocument25 pagesSocial and Cultural Issues On GenderKipi Waruku BinisutiNo ratings yet
- Exp 6Document12 pagesExp 6Mehul VermaNo ratings yet
- Physics - XIIDocument3 pagesPhysics - XIIPrabith GuptaNo ratings yet
- WhitePaper AVEVA PredictiveAnalyticsPower 22-04Document6 pagesWhitePaper AVEVA PredictiveAnalyticsPower 22-04matiasnNo ratings yet