Download as pdf or txt
You might also like
- Project Hse Execution PlanDocument15 pagesProject Hse Execution PlanLuqman Osman40% (5)
- Construction Quality Control PlanDocument18 pagesConstruction Quality Control PlanKhawaja Arslan Ahmed83% (6)
- Hse Close Out Report PresentationDocument31 pagesHse Close Out Report PresentationLuqman Osman100% (11)
- Tesla Supplier Code of ConductDocument4 pagesTesla Supplier Code of ConductT.Y.A3 BHISARA SHREYANo ratings yet
- Risk-Based Maintenance-Techniques and Applications: N.S. Arunraj, J. MaitiDocument9 pagesRisk-Based Maintenance-Techniques and Applications: N.S. Arunraj, J. MaitiBruno MarinsNo ratings yet
- Shanghai Youlong LRDocument16 pagesShanghai Youlong LRLuqman Osman100% (1)
- Management of Inert Confined Space EntryDocument4 pagesManagement of Inert Confined Space EntryLuqman OsmanNo ratings yet
- Management of Inert Confined Space EntryDocument4 pagesManagement of Inert Confined Space EntryLuqman OsmanNo ratings yet
- 5.0 - Occupational Health Screening and Medical Surveillance v3.1 EnglishDocument60 pages5.0 - Occupational Health Screening and Medical Surveillance v3.1 Englishengr587No ratings yet
- 2002 00233 01 e PDFDocument60 pages2002 00233 01 e PDFgrandeNo ratings yet
- Safety Manual by Waleed GhamlasDocument50 pagesSafety Manual by Waleed GhamlasGauhar NaqshbandiNo ratings yet
- Management MicroDocument17 pagesManagement MicroSakshi GaikwadNo ratings yet
- Simops PR88POGC001 PDFDocument24 pagesSimops PR88POGC001 PDFOsman Kozu100% (1)
- Assignment Tittlemodule 5Document13 pagesAssignment Tittlemodule 5Helo DixonNo ratings yet
- Process Safety Management in Chemical Industries ReportDocument15 pagesProcess Safety Management in Chemical Industries Reportaditshirke135No ratings yet
- Akar Report 0055Document25 pagesAkar Report 0055AkarNo ratings yet
- Tk02 Report Assignment3Document302 pagesTk02 Report Assignment3munyuk wedokNo ratings yet
- DRAFT WSH Guidelines On Process Hazards Analysis - For Public Consultation (6 Jun - 4 Jul 2016)Document38 pagesDRAFT WSH Guidelines On Process Hazards Analysis - For Public Consultation (6 Jun - 4 Jul 2016)m_saminathanNo ratings yet
- Occupational Risk Refinery TurnaroundsDocument60 pagesOccupational Risk Refinery Turnaroundskanakarao1No ratings yet
- HSE in O&G IndustryDocument14 pagesHSE in O&G IndustryZain-Alabdeen Haithem LaftaNo ratings yet
- Decommission GuideDocument139 pagesDecommission GuideflyingcuttlefishNo ratings yet
- S445210010a - Lampiran H - Rencana Hse Dan Persyaratan ChsemsDocument41 pagesS445210010a - Lampiran H - Rencana Hse Dan Persyaratan ChsemsRizky TandrianNo ratings yet
- Safety and The EnvironmentDocument10 pagesSafety and The EnvironmentYong Kai MingNo ratings yet
- Aramco Safety ManaementDocument50 pagesAramco Safety Manaementmuthuswamy77No ratings yet
- Abstract CSE ShutdownDocument1 pageAbstract CSE ShutdownAndrea FerranteNo ratings yet
- BP Process Safety Series, Control of Work-2007Document91 pagesBP Process Safety Series, Control of Work-2007Ranger100% (2)
- Group B ReportDocument47 pagesGroup B ReportFINAL YEAR PETROLEUM 2020 BATCH100% (1)
- HSE 201 Safety Managment & Engineering - EbookDocument88 pagesHSE 201 Safety Managment & Engineering - EbookNitish RajNo ratings yet
- Maintenance Management of Aging Oil and Gas Facilities - IntechOpenDocument27 pagesMaintenance Management of Aging Oil and Gas Facilities - IntechOpenhongthanhvuNo ratings yet
- Chemical and Process Management FinalDocument22 pagesChemical and Process Management FinalSIMON'S TVNo ratings yet
- Chemical and Process ManagementDocument22 pagesChemical and Process ManagementSIMON'S TVNo ratings yet
- Chemical and Process ManagementDocument22 pagesChemical and Process ManagementSIMON'S TVNo ratings yet
- Doe HDBK 1139 2 2006aug2006Document34 pagesDoe HDBK 1139 2 2006aug2006pevdiasNo ratings yet
- 2-MOCAH-HSE-Between 1& 10 B Iraqi Dinar - V1Document19 pages2-MOCAH-HSE-Between 1& 10 B Iraqi Dinar - V1bibo92221No ratings yet
- Regulatory Agencies and ComplianceDocument10 pagesRegulatory Agencies and Complianceshaliq28No ratings yet
- Ground Control For Underground MinesDocument72 pagesGround Control For Underground MinesSayantan Chakraborty100% (1)
- An Offshore Drilling Company's Approach To Process Safety Management Spe-184637Document10 pagesAn Offshore Drilling Company's Approach To Process Safety Management Spe-184637Pimol SuriyaprasitNo ratings yet
- Close Out Report: Hse Department Period: JUNE 2013 - OCTOBER 2013 1 Article - Sub Sea Manifold ProjectDocument59 pagesClose Out Report: Hse Department Period: JUNE 2013 - OCTOBER 2013 1 Article - Sub Sea Manifold Projectadi100% (1)
- 1383Document80 pages1383userscribd2011No ratings yet
- SimopsDocument24 pagesSimopsgilbertotiburcio100% (1)
- ManualDocument34 pagesManualnadiafem110No ratings yet
- Asset IntegrityDocument74 pagesAsset IntegrityAhmed Hazem100% (2)
- PaperOMAE2011 49050reviewedDocument15 pagesPaperOMAE2011 49050reviewedSeraj ali AnsariNo ratings yet
- Effective Barrier Risk Management in Process Safety Utilizing The Bow Tie MethodologyDocument14 pagesEffective Barrier Risk Management in Process Safety Utilizing The Bow Tie MethodologyRofi Rahmaning Widi100% (1)
- Advance Safety SeminarDocument34 pagesAdvance Safety Seminarpp3986No ratings yet
- Intgration Between RCM & RAM - A Case StudyDocument29 pagesIntgration Between RCM & RAM - A Case StudyMaryNo ratings yet
- Wind Energy ChecklistDocument23 pagesWind Energy ChecklistBalaji_Rajaman_2280No ratings yet
- Drilling RigDocument59 pagesDrilling RigSoner SalarNo ratings yet
- Permit To WorkDocument11 pagesPermit To WorkJagan RjNo ratings yet
- Fundamentals of Process Safety and Risk ManagementDocument45 pagesFundamentals of Process Safety and Risk Managementwidayu rahmidha100% (1)
- 1.1 Purpose of This HandbookDocument4 pages1.1 Purpose of This HandbookPranay IkkurthyNo ratings yet
- Ground Control in Open Pit MinesDocument34 pagesGround Control in Open Pit MinesSansão FofeteNo ratings yet
- Notes Shipyard ManagementDocument90 pagesNotes Shipyard ManagementHaziqMajid100% (2)
- 7 RBM Rbi RCMDocument71 pages7 RBM Rbi RCMNur Azizah NasutionNo ratings yet
- 51 56, Tesma307, IJEASTDocument6 pages51 56, Tesma307, IJEASTaayush4995No ratings yet
- 2009 IChem EHazards XXIPaper 127Document13 pages2009 IChem EHazards XXIPaper 127Okechukwu KaluNo ratings yet
- Safety Barrier Management: Risk-Based Approach For The Oil and Gas SectorDocument21 pagesSafety Barrier Management: Risk-Based Approach For The Oil and Gas Sectorfzida8942No ratings yet
- Safety Barrier Management: Risk-Based Approach For The Oil and Gas SectorDocument21 pagesSafety Barrier Management: Risk-Based Approach For The Oil and Gas SectorMohamedNo ratings yet
- Construction Project For An ApartmentDocument29 pagesConstruction Project For An ApartmentEngr Saeed Ur RehmanNo ratings yet
- OTC 23051 Essential Process Safety Management For Managing Multiple AssetsDocument16 pagesOTC 23051 Essential Process Safety Management For Managing Multiple AssetsRasheed YusufNo ratings yet
- Spe 46642 MSDocument17 pagesSpe 46642 MSanaghaNo ratings yet
- Tk09 Report Assignment 4Document112 pagesTk09 Report Assignment 4Bella Novia BerlianaNo ratings yet
- Risk Based Maintanance PDFDocument9 pagesRisk Based Maintanance PDFRafaelPachecoNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Systematic Approach to Training for Nuclear Facility Personnel: Processes, Methodology and PracticesFrom EverandSystematic Approach to Training for Nuclear Facility Personnel: Processes, Methodology and PracticesNo ratings yet
- Construction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsFrom EverandConstruction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsNo ratings yet
- Osh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakFrom EverandOsh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakRating: 5 out of 5 stars5/5 (1)
- Your Electronic Ticket-EMD Receipt PDFDocument2 pagesYour Electronic Ticket-EMD Receipt PDFLuqman OsmanNo ratings yet
- GF-OGF4-X-PR-0522 - Hazardous Material Management Procedure - Rev A PDFDocument12 pagesGF-OGF4-X-PR-0522 - Hazardous Material Management Procedure - Rev A PDFLuqman OsmanNo ratings yet
- 6419RJ510-10006 Blinds Management ProcedureDocument14 pages6419RJ510-10006 Blinds Management ProcedureLuqman Osman100% (2)
- Your Electronic Ticket-EMD Receipt PDFDocument2 pagesYour Electronic Ticket-EMD Receipt PDFLuqman OsmanNo ratings yet
- GF-OGF4-X-PR-0522 - Hazardous Material Management Procedure - Rev A PDFDocument12 pagesGF-OGF4-X-PR-0522 - Hazardous Material Management Procedure - Rev A PDFLuqman OsmanNo ratings yet
- Hac BasicDocument3 pagesHac BasicLuqman OsmanNo ratings yet
- Attendance Sheet:: Dr. MD Mizanur Rahman: Research Methodology: KOG 11603Document1 pageAttendance Sheet:: Dr. MD Mizanur Rahman: Research Methodology: KOG 11603Luqman OsmanNo ratings yet
- Overview CHRA 3rd Ed-Taklimat Pusat PengajarDocument31 pagesOverview CHRA 3rd Ed-Taklimat Pusat PengajarLuqman Osman100% (3)
- PEP Suriname 2018 - 2DMTCSEM18 - Atlantic Guardian - V1.0 MSDocument51 pagesPEP Suriname 2018 - 2DMTCSEM18 - Atlantic Guardian - V1.0 MSLuqman OsmanNo ratings yet
- Bow Tie Pneumatic 2nd TrialDocument1 pageBow Tie Pneumatic 2nd TrialLuqman OsmanNo ratings yet
- Risk Profile PrecommissioningDocument5 pagesRisk Profile PrecommissioningLuqman OsmanNo ratings yet
- Simplified LOTO ProcedureDocument8 pagesSimplified LOTO ProcedureLuqman OsmanNo ratings yet
- Jurnal Project Management Norasiah Mk1512008t Norfaizah Mk1512009tDocument23 pagesJurnal Project Management Norasiah Mk1512008t Norfaizah Mk1512009tLuqman OsmanNo ratings yet
- Att III - Log Sheet MRTDocument1 pageAtt III - Log Sheet MRTLuqman OsmanNo ratings yet
- Att I - Commissioning ChecklistDocument2 pagesAtt I - Commissioning ChecklistLuqman OsmanNo ratings yet
- Case Study SogtDocument4 pagesCase Study SogtLuqman OsmanNo ratings yet
- PRD Risk Register - Att 1Document1 pagePRD Risk Register - Att 1Luqman OsmanNo ratings yet
- Psoter Soshea Osh SeminarDocument1 pagePsoter Soshea Osh SeminarLuqman OsmanNo ratings yet
- MarkingGuideline For Journal PublicationDocument3 pagesMarkingGuideline For Journal PublicationLuqman OsmanNo ratings yet
- JHA Scaffolding - ApprovedDocument15 pagesJHA Scaffolding - ApprovedLuqman Osman0% (1)
- Assignment CaseStudy SOGT CHALLENGES PRD and WBS KOG11203 Project ManagementDocument26 pagesAssignment CaseStudy SOGT CHALLENGES PRD and WBS KOG11203 Project ManagementLuqman OsmanNo ratings yet
- Work Breakdown Structure For Bimp Pipeline Project: Luqman Bin OsmanDocument3 pagesWork Breakdown Structure For Bimp Pipeline Project: Luqman Bin OsmanLuqman OsmanNo ratings yet
- Welfield Services SDN BHD: Implementation of Consequence Management System Due To Hse Violation To ContractorDocument2 pagesWelfield Services SDN BHD: Implementation of Consequence Management System Due To Hse Violation To ContractorLuqman OsmanNo ratings yet
- RA-05-Office SafetyDocument5 pagesRA-05-Office Safetyamritha n krishnaNo ratings yet
- Community Health Nursing: MidtermsDocument8 pagesCommunity Health Nursing: MidtermsBeverly DatuNo ratings yet
- Article An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2Document6 pagesArticle An Incident and Injury Free Culture Changing The Face of Project Operations Terra117 2nguyenthanhtuan_ecoNo ratings yet
- JASHC 2022 Program19Document40 pagesJASHC 2022 Program19Rodgers SsenyondoNo ratings yet
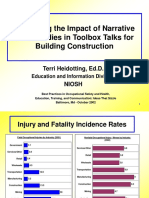
- Examining The Impact of Narrative Case Studies in Toolbox Talks For Building ConstructionDocument13 pagesExamining The Impact of Narrative Case Studies in Toolbox Talks For Building Constructionmohammed albahiNo ratings yet
- Automated Hand Arm Vibration CalculatorDocument2 pagesAutomated Hand Arm Vibration CalculatorJaine GalvãoNo ratings yet
- A101p1102141133D111030149雙語辭彙對照表Document91 pagesA101p1102141133D111030149雙語辭彙對照表Albert LinNo ratings yet
- Drug Free Workplace PolicyDocument11 pagesDrug Free Workplace PolicyAlfieNo ratings yet
- Contingency Plans For Road Transportation of Hazardous ChemicalsDocument6 pagesContingency Plans For Road Transportation of Hazardous Chemicalsjishnusaji100% (1)
- Hazard Identification and Risk Assessment LiftingDocument2 pagesHazard Identification and Risk Assessment LiftingHariharan Muthukrishanan100% (1)
- Leuze KBA 970 Seg Das CélulasDocument45 pagesLeuze KBA 970 Seg Das CélulasJosé BastosNo ratings yet
- Vitamin B Complex Injection SDS (Aug2016) PDFDocument5 pagesVitamin B Complex Injection SDS (Aug2016) PDFERICA LILIAN ESGUERRA GILNo ratings yet
- Construction Lifting PlanDocument5 pagesConstruction Lifting PlanJuma KavesuNo ratings yet
- Presented by Arshiya Aqeel Roll No: 87Document8 pagesPresented by Arshiya Aqeel Roll No: 87mrcopy xeroxNo ratings yet
- Conduct Workplace Communication: CPCCCM1014ADocument14 pagesConduct Workplace Communication: CPCCCM1014ABobby BettencourtNo ratings yet
- Unit 10-Maintain Knowledge of Improvements To Influence Health and Safety Practice ARDocument9 pagesUnit 10-Maintain Knowledge of Improvements To Influence Health and Safety Practice ARAshraf EL WardajiNo ratings yet
- Enterprise Security Competency Model: Gap Analysis WorksheetDocument22 pagesEnterprise Security Competency Model: Gap Analysis WorksheetadinaNo ratings yet
- DMP-jalgaon ON SITEDocument17 pagesDMP-jalgaon ON SITEdamodaranaidubommiNo ratings yet
- Seachem Laboratories, Inc. Safety Data SheetDocument8 pagesSeachem Laboratories, Inc. Safety Data SheetJorge Restrepo HernandezNo ratings yet
- Oltec Coat 98 Fds Vers 8 - enDocument8 pagesOltec Coat 98 Fds Vers 8 - enGrégory EcalleNo ratings yet
- t1165 e Instructions For Use 2201Document16 pagest1165 e Instructions For Use 2201Rico AndrianNo ratings yet
- The World's Worst Colliery ExplosionsDocument3 pagesThe World's Worst Colliery ExplosionsAli WassanNo ratings yet
- Catering Manager PDFDocument2 pagesCatering Manager PDFYuZdie RpfNo ratings yet
- Healthcare Transportation - GDP QuestionnaireDocument7 pagesHealthcare Transportation - GDP QuestionnaireAugustus OswinNo ratings yet
- Heath and SafetyDocument14 pagesHeath and SafetyAyesha KashaNo ratings yet
- Updated Colorado Marijuana Industry Bulletin: Reports of Licensees Making RecommendationsDocument2 pagesUpdated Colorado Marijuana Industry Bulletin: Reports of Licensees Making RecommendationsMichael_Lee_RobertsNo ratings yet
- Safety Data Sheet: Product Name: MOBIL 1 FS 0W-40Document12 pagesSafety Data Sheet: Product Name: MOBIL 1 FS 0W-40Андрей КулешовNo ratings yet