Download as pdf or txt
You might also like
- The Impact of Design and Operating Parameters On Skull Formation in A Blast Furnace HearthDocument14 pagesThe Impact of Design and Operating Parameters On Skull Formation in A Blast Furnace HearthmetalmasaNo ratings yet
- EJERCICIOS EN CLASE EvaporacionDocument1 pageEJERCICIOS EN CLASE EvaporacionMiguel Andres Espitia LopezNo ratings yet
- Technical Reports - Principles of Oven Design PDFDocument7 pagesTechnical Reports - Principles of Oven Design PDFfsijestNo ratings yet
- Steady State Modelling and Simulation of An Indirect Rotary DryerDocument7 pagesSteady State Modelling and Simulation of An Indirect Rotary DryerJorge VallejosNo ratings yet
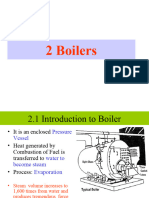
- Boiler PerformanceDocument20 pagesBoiler Performancesameer betalNo ratings yet
- FINAL Chapter 6 Conical Dryer 1Document16 pagesFINAL Chapter 6 Conical Dryer 1Milton Dels RosaNo ratings yet
- 10 1016@j Jclepro 2020 120394Document49 pages10 1016@j Jclepro 2020 12039411751175No ratings yet
- Boilers - Powerpoint PresentationDocument45 pagesBoilers - Powerpoint PresentationDuggineni RamakrishnaNo ratings yet
- Exp 1Document4 pagesExp 1JACKSON GODFREY BK21110089No ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- Viboon - Design of Graindryer PDFDocument8 pagesViboon - Design of Graindryer PDFsaraei7142356No ratings yet
- Drying Operation: Meika Syahbana RusliDocument69 pagesDrying Operation: Meika Syahbana RusliFrida GinaNo ratings yet
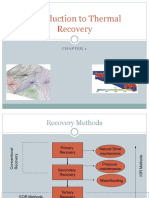
- Introduction To Thermal RecoveryDocument49 pagesIntroduction To Thermal RecoveryShely RiveraNo ratings yet
- Steam Generator: Safety: Critical ConcernDocument59 pagesSteam Generator: Safety: Critical ConcernpatlninadNo ratings yet
- Drying OperationDocument54 pagesDrying OperationMuhammad Sa'duddinNo ratings yet
- Daerator - Sizing - Vacuum BreakersDocument2 pagesDaerator - Sizing - Vacuum Breakerscirius_cool100% (1)
- 2 Study of Psychrometric Charts - UpDocument19 pages2 Study of Psychrometric Charts - UptienNo ratings yet
- Power Plat EfficiencyDocument11 pagesPower Plat EfficiencyrezaNo ratings yet
- Open Pan EvaporatorDocument5 pagesOpen Pan EvaporatorAshish Verma0% (3)
- Lec 09-10 Energy Efficiency On BoilersDocument54 pagesLec 09-10 Energy Efficiency On BoilersRizwan Ali.44No ratings yet
- Angricultural ProcessingDocument8 pagesAngricultural ProcessingYendis Samson100% (1)
- CH 14Document23 pagesCH 14esojsuil_tgNo ratings yet
- Thermal Lab II Manual Cycle 1Document13 pagesThermal Lab II Manual Cycle 1Rony RkzNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- 13 Article Azojete Vol 8 133-138Document6 pages13 Article Azojete Vol 8 133-138Oyeniyi Samuel KehindeNo ratings yet
- Hybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyDocument17 pagesHybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyIonita LucianaNo ratings yet
- 2020 Superheated Steam Drying v1Document1 page2020 Superheated Steam Drying v1Antonio MoncayoNo ratings yet
- Lab Manual EBMV3103Document13 pagesLab Manual EBMV3103VOON KIN ONNNo ratings yet
- 1-Internal Heat GainDocument15 pages1-Internal Heat GainWunNa100% (1)
- Wang Wen-Chung - Final SubmissionDocument180 pagesWang Wen-Chung - Final SubmissionMuhammad Uzair KhanNo ratings yet
- 4 AlonsoDocument6 pages4 AlonsoNguyen Son N NguyenNo ratings yet
- Performance of Evaporators: Factors Affecting On Boiling Points Temp. in EvaporatorsDocument4 pagesPerformance of Evaporators: Factors Affecting On Boiling Points Temp. in EvaporatorsSerena SerenaNo ratings yet
- 1996 Food Eng 28 (3-4)Document12 pages1996 Food Eng 28 (3-4)rahiman37No ratings yet
- De Paula 2020Document11 pagesDe Paula 2020Sangameshwaran SadhasivamNo ratings yet
- DheerajDocument7 pagesDheerajSaksham KakarNo ratings yet
- Case of StudyDocument6 pagesCase of StudyHoàng TânNo ratings yet
- Atox Raw MillDocument3 pagesAtox Raw MillCao Ngoc AnhNo ratings yet
- 1 s2.0 S1876610212008880 MainDocument9 pages1 s2.0 S1876610212008880 MainImene MechkourNo ratings yet
- B.V. Suryakiran 2016JES2908: To Study A Heat Pipe Heat Exchanger and Find Its EffectivenessDocument7 pagesB.V. Suryakiran 2016JES2908: To Study A Heat Pipe Heat Exchanger and Find Its EffectivenessSurya KiranNo ratings yet
- Drum Dryer Moisture ControlDocument12 pagesDrum Dryer Moisture ControlJason RichardsonNo ratings yet
- Drying ExperimentDocument18 pagesDrying Experimentkhalid -No ratings yet
- Ppi Cat 2Document16 pagesPpi Cat 2narawexNo ratings yet
- T1406 Mheac 1.7.14Document2 pagesT1406 Mheac 1.7.14STUDENTS OF DOE CUSATNo ratings yet
- Designing Thermal Afterburners: Ask The ExpertsDocument1 pageDesigning Thermal Afterburners: Ask The ExpertsRaul tejadaNo ratings yet
- ME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemDocument4 pagesME 575: Heat Pump For Pasteurizing Milk: Optimization ProblemAndyNo ratings yet
- Study of The Effect of Steam Injection On Crude Oil Displacement Yield From An Oil Contaminated Soil BedDocument10 pagesStudy of The Effect of Steam Injection On Crude Oil Displacement Yield From An Oil Contaminated Soil BedYoleida PargasNo ratings yet
- M4 +polishingDocument20 pagesM4 +polishinga01025321No ratings yet
- Desiccant Wheel Regenerated by Thermal Energy From A Microcogenerator: Experimental Assessment of The Performances - Angrisani Et AlDocument12 pagesDesiccant Wheel Regenerated by Thermal Energy From A Microcogenerator: Experimental Assessment of The Performances - Angrisani Et AlDavid BroadfootNo ratings yet
- 180417外贸后处理样本Document16 pages180417外贸后处理样本tindattienNo ratings yet
- Renewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantDocument36 pagesRenewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantfaizanNo ratings yet
- Material Balance Ammonium SulphateDocument3 pagesMaterial Balance Ammonium SulphateAnkush singhNo ratings yet
- CO2 Four Bed Ads Jribi2014Document7 pagesCO2 Four Bed Ads Jribi2014Abhishek DahiyaNo ratings yet
- Material and Energy BalancesDocument32 pagesMaterial and Energy BalancesMacrisaCaraganNo ratings yet
- CLP301 Friday Report4 C21 Double-Effect-Evaporator G2Document9 pagesCLP301 Friday Report4 C21 Double-Effect-Evaporator G2Ojas SrivastavaNo ratings yet
- Determine The Cop of The Vapour Compression Air Conditioning Test RigDocument4 pagesDetermine The Cop of The Vapour Compression Air Conditioning Test RignameeNo ratings yet
- PDFDocument2 pagesPDFak_thimiriNo ratings yet
- Mep Hvac 1Document136 pagesMep Hvac 1Muhammad MusaNo ratings yet
- Psychrometrics of DryingDocument7 pagesPsychrometrics of DryingNurul Atikah JapryNo ratings yet
- EST I Chap3 Arl v14Document60 pagesEST I Chap3 Arl v14filipe.juneNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- IFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFDocument65 pagesIFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFrocanrol2No ratings yet
- Cooling Tower Bypass LineDocument1 pageCooling Tower Bypass LinekapsarcNo ratings yet
- Unit 22 CondensersDocument42 pagesUnit 22 CondenserssprotkarNo ratings yet
- Vesuvius - Heat Flow Program Instructions: Enable MacrosDocument11 pagesVesuvius - Heat Flow Program Instructions: Enable MacrosAngel Mick-ellNo ratings yet
- Calculationofelectricalconductivityandelectrothermalanalysisofmultilayeredcarbonreinforcedcomposites ApplicationtodamagedetectionDocument199 pagesCalculationofelectricalconductivityandelectrothermalanalysisofmultilayeredcarbonreinforcedcomposites ApplicationtodamagedetectionDunia Cerita BolaNo ratings yet
- Kerns Process Heat TransferDocument71 pagesKerns Process Heat TransferMeLy Solorzano0% (1)
- Thermal Analysis of Hot Wall Condenser For Domestic RefrigeratorDocument6 pagesThermal Analysis of Hot Wall Condenser For Domestic RefrigeratorHimanshuNo ratings yet
- HVAC System Block DiagramDocument1 pageHVAC System Block DiagramMrigank ShekharNo ratings yet
- Leaflet Climaveneta For DatacenterDocument28 pagesLeaflet Climaveneta For Datacenterben_spl100% (1)
- Electric Waterheaters FERROLI 89AG0003!00!1Document40 pagesElectric Waterheaters FERROLI 89AG0003!00!1Demonhunter99No ratings yet
- Pacu 02-Py100fa - 1,645 CFMDocument2 pagesPacu 02-Py100fa - 1,645 CFMAnonymous qOBFvINo ratings yet
- A Mathematical Model of Drying ProcessesDocument14 pagesA Mathematical Model of Drying ProcessesAlexander VovaNo ratings yet
- Temperature-Resistance Characteristics of Thermistors: Ambient Temperature (C) Ambient Temperature (C)Document1 pageTemperature-Resistance Characteristics of Thermistors: Ambient Temperature (C) Ambient Temperature (C)c_lucian2004No ratings yet
- Thermal Mass Explained: Thermal Mass: What It Is, How It Is Used and How It Is MeasuredDocument20 pagesThermal Mass Explained: Thermal Mass: What It Is, How It Is Used and How It Is MeasuredipostkastNo ratings yet
- All Tutorials ChE 313Document12 pagesAll Tutorials ChE 313Gio Albert BesaNo ratings yet
- Solar Thermal Engineeirng Chap 3Document81 pagesSolar Thermal Engineeirng Chap 3solomonNo ratings yet
- Factors Affecting Human Thermal ComfortDocument6 pagesFactors Affecting Human Thermal ComfortWende MayolNo ratings yet
- Central Air ConditioningDocument8 pagesCentral Air ConditioningZay KumikusNo ratings yet
- Fire SafetyDocument4 pagesFire SafetyShivam Chaufla100% (1)
- Update Terbaru PFD FixDocument1 pageUpdate Terbaru PFD FixaulianwNo ratings yet
- Presentation On Ventilation in Residential BuildingDocument14 pagesPresentation On Ventilation in Residential BuildingMohammed ImranNo ratings yet
- Tropical Residential Building Presentation (Revised)Document22 pagesTropical Residential Building Presentation (Revised)Gerard Bicarme LebantinoNo ratings yet
- Nilesh PPT TrainingDocument16 pagesNilesh PPT TrainingsureshNo ratings yet
- bs3 - UNIT 1,2&3Document108 pagesbs3 - UNIT 1,2&3Saran T SNo ratings yet
- Determination of Thermal Properties of Coffee BeanDocument13 pagesDetermination of Thermal Properties of Coffee BeanTrươngVănMếnNo ratings yet
- Khaire Sir Classes: All Imp Question of Unit 2 Sub: EtmDocument6 pagesKhaire Sir Classes: All Imp Question of Unit 2 Sub: EtmAkshay KhangreNo ratings yet
- Calculating Expansion TanksDocument4 pagesCalculating Expansion TanksanescuveronicaNo ratings yet
- Evaporator-AKMDocument11 pagesEvaporator-AKMMd. Masudur RahmanNo ratings yet