Download as doc, pdf, or txt
You might also like
- Barr's The Human Nervous System: An Anatomical Viewpoint: Kiernan, J. A Rajakumar, NagalingamDocument4 pagesBarr's The Human Nervous System: An Anatomical Viewpoint: Kiernan, J. A Rajakumar, NagalingamSaras Agrawal0% (1)
- Introduction To Statistical Quality Cont PDFDocument754 pagesIntroduction To Statistical Quality Cont PDFJauharin Insiyah100% (4)
- New Haven Area Downsizing Donation GuideDocument56 pagesNew Haven Area Downsizing Donation GuideNHUDL100% (1)
- Bin Zhou - Lean Principles, Practices, and Impacts A Study On SmallDocument26 pagesBin Zhou - Lean Principles, Practices, and Impacts A Study On SmallYessica MaguiñaNo ratings yet
- Internship Report Presentation AsmaDocument11 pagesInternship Report Presentation AsmaMaryem YaakoubiNo ratings yet
- Comparing Arithmetic and Geometric SequencesDocument4 pagesComparing Arithmetic and Geometric Sequencesapi-253892365No ratings yet
- Microsoft Word - Operational Research - Doc - 5Document8 pagesMicrosoft Word - Operational Research - Doc - 5Inoyise JanNo ratings yet
- Literature Review On Small Scale IndustriesDocument5 pagesLiterature Review On Small Scale Industriesaixgaoqif100% (1)
- Workforce Management Systems For Multi-Shift Companies and Work From Home EmployeesDocument18 pagesWorkforce Management Systems For Multi-Shift Companies and Work From Home EmployeesMarc Ryan SajaNo ratings yet
- Measuring Dynamic Capabilities: Practices and Performance in Semiconductor ManufacturingDocument46 pagesMeasuring Dynamic Capabilities: Practices and Performance in Semiconductor ManufacturingMarzieh RostamiNo ratings yet
- Success in TaiwanDocument11 pagesSuccess in TaiwanaashinshajuNo ratings yet
- Literature Review MaintenanceDocument4 pagesLiterature Review Maintenancebeemwvrfg100% (1)
- A Framework of Problem Diagnosis For ERP ImplementDocument26 pagesA Framework of Problem Diagnosis For ERP ImplementChristian John RojoNo ratings yet
- Knowledge Management Systems Success - An Assessment Model For ProDocument19 pagesKnowledge Management Systems Success - An Assessment Model For ProtoongocNo ratings yet
- A Simulation-Enhanced Lean Design Process PDFDocument24 pagesA Simulation-Enhanced Lean Design Process PDFAngela CastilloNo ratings yet
- A Dynamic Design Approach Using The Kalman Filter For Uncertainty ManagementDocument39 pagesA Dynamic Design Approach Using The Kalman Filter For Uncertainty ManagementPhuc BuiNo ratings yet
- Journal of Operations Management: Bradley MorrisonDocument13 pagesJournal of Operations Management: Bradley MorrisonAl-Vi John CorpuzNo ratings yet
- Research Paper On TPMDocument8 pagesResearch Paper On TPMpqltbarif100% (1)
- 1978 - Organizational Strategy, Structure, and ProcessDocument18 pages1978 - Organizational Strategy, Structure, and ProcessFajarNo ratings yet
- S D I: A P S: Ystem Esign and Mplementation Ilot TudyDocument5 pagesS D I: A P S: Ystem Esign and Mplementation Ilot TudyVirtueciNo ratings yet
- Cost AccountingDocument7 pagesCost AccountingLuís Ki-llahNo ratings yet
- A Scenario-Based Stochastic Programming Approach For Technology and Capacity PlanningDocument26 pagesA Scenario-Based Stochastic Programming Approach For Technology and Capacity PlanningPranavNo ratings yet
- MSC Software Engineering Thesis TopicsDocument4 pagesMSC Software Engineering Thesis Topicssheilabrooksvirginiabeach100% (2)
- OM With TQMDocument14 pagesOM With TQMMaridette SedaNo ratings yet
- The Impact of Operations and Maintenance Practices On Power Plant PerformanceDocument29 pagesThe Impact of Operations and Maintenance Practices On Power Plant PerformanceABAYNEGETAHUN getahunNo ratings yet
- Theory - of - Constraints 1Document23 pagesTheory - of - Constraints 1Julie DoNo ratings yet
- Cheney - Hale.1990. Competencia e Habilidades Prof.Document11 pagesCheney - Hale.1990. Competencia e Habilidades Prof.Daniele BerndNo ratings yet
- Multivariate Theory and ApplicationsDocument225 pagesMultivariate Theory and ApplicationsmonisivaNo ratings yet
- MLOps Interview Study CSCW24Document34 pagesMLOps Interview Study CSCW24Gokul P CNo ratings yet
- Sample Thesis Documentation of Inventory SystemDocument7 pagesSample Thesis Documentation of Inventory SystemMelinda Watson100% (2)
- College Management System DocumentationDocument129 pagesCollege Management System Documentationrushang panchal100% (2)
- Factors Influencing Activity Based Costing (Abc) Adoption in Manufacturing IndustryDocument12 pagesFactors Influencing Activity Based Costing (Abc) Adoption in Manufacturing IndustryaboalbraNo ratings yet
- JARAP364Document12 pagesJARAP364alexabsaNo ratings yet
- The Impact of Operations and Maintenance Practices On Power Plant PerformanceDocument50 pagesThe Impact of Operations and Maintenance Practices On Power Plant Performancejerome okoyeNo ratings yet
- Research On Influences On Maintenance Management EDocument10 pagesResearch On Influences On Maintenance Management EMacammad Qabdu WasamaNo ratings yet
- Technology Strategy: An Evolutionary Process Perspective Robert A. Burgelman and Richard S. RosenbloomDocument3 pagesTechnology Strategy: An Evolutionary Process Perspective Robert A. Burgelman and Richard S. RosenbloomIntan SawalNo ratings yet
- Chapter One Feasibilities Study of Maintenance Activities of Foldfields Plant. 1.0 Background of StudyDocument4 pagesChapter One Feasibilities Study of Maintenance Activities of Foldfields Plant. 1.0 Background of Studyanon_304962925No ratings yet
- Marosszeky Et Al. 2004 - Lessons Learnt in Developing Effective Performance Measures For Construction Safety ManagementDocument12 pagesMarosszeky Et Al. 2004 - Lessons Learnt in Developing Effective Performance Measures For Construction Safety ManagementMurugan RaNo ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand OyebodefajarjanuarauliaNo ratings yet
- 197 CM018Document6 pages197 CM018Dr alla talal yassinNo ratings yet
- Applications of O.R. Techniques For Quality Assurance in ConstructionDocument5 pagesApplications of O.R. Techniques For Quality Assurance in Constructionanand0970% (1)
- 8 - Miles R.e., 1978Document18 pages8 - Miles R.e., 1978Le Thi Mai ChiNo ratings yet
- Jit Production To Reduce Inventory Level-SynopsisDocument5 pagesJit Production To Reduce Inventory Level-SynopsisNageshwar SinghNo ratings yet
- Int. J. Production Economics: Patricia M. Swafford, Soumen Ghosh, Nagesh MurthyDocument10 pagesInt. J. Production Economics: Patricia M. Swafford, Soumen Ghosh, Nagesh MurthyBenjamin NaulaNo ratings yet
- TAR ExcellenceDocument12 pagesTAR ExcellenceMikeGrabillNo ratings yet
- Skillset Enhancement Undertaking Analyses 3 BonaguaDocument8 pagesSkillset Enhancement Undertaking Analyses 3 BonaguaJian BonaguaNo ratings yet
- Quantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case StudyDocument17 pagesQuantifying Bene® Ts of Conversion To Lean Manufacturing With Discrete Event Simulation: A Case Studyabomanar1004863No ratings yet
- Top 25 Articles of MathematicsDocument11 pagesTop 25 Articles of MathematicsShahzad AbbasNo ratings yet
- Methods of Research - Term PaperDocument6 pagesMethods of Research - Term PaperOLAOLUWANLESI ADANLAWO ELISHANo ratings yet
- Cost Implicationof Inventory Managementby Onanayeand OyebodeDocument13 pagesCost Implicationof Inventory Managementby Onanayeand Oyebodeamit deoreNo ratings yet
- Model Process For Implementing Maintainability PDFDocument11 pagesModel Process For Implementing Maintainability PDFzhangjieNo ratings yet
- Research Paper Impact Factor: Peer Reviewed & Indexed Journal Ijmsrr E-ISSN - 2349-6746 ISSN - 2349-6738Document7 pagesResearch Paper Impact Factor: Peer Reviewed & Indexed Journal Ijmsrr E-ISSN - 2349-6746 ISSN - 2349-6738Nuredin AbduNo ratings yet
- Ilrr2001 CappellinewmarkDocument40 pagesIlrr2001 CappellinewmarkBeatriz MansoNo ratings yet
- Research Paper Software Quality AssuranceDocument7 pagesResearch Paper Software Quality Assurancefvg2005k100% (1)
- Download Sustainable Design Through Process Integration Fundamentals And Applications To Industrial Pollution Prevention Resource Conservation And Profitability Enhancement 2Nd Edition Mahmoud M El Halwagi full chapterDocument68 pagesDownload Sustainable Design Through Process Integration Fundamentals And Applications To Industrial Pollution Prevention Resource Conservation And Profitability Enhancement 2Nd Edition Mahmoud M El Halwagi full chaptertimothy.sherman331100% (8)
- BPM and PerformanceDocument12 pagesBPM and PerformanceGaribaldiNo ratings yet
- Strategic Technology Selection and Classification in Multimodel EnvironmentsDocument17 pagesStrategic Technology Selection and Classification in Multimodel Environmentssurya0311No ratings yet
- Operations ResearchDocument138 pagesOperations ResearchFrew Tadesse FreNo ratings yet
- Implications of Enterprise Resource Planning Systems For Universities: An Analysis of Benefits and RisksDocument12 pagesImplications of Enterprise Resource Planning Systems For Universities: An Analysis of Benefits and RisksDarcy Huamán GonzalesNo ratings yet
- The Impact of Size On Enterprise Resource Planning (ERP) Implementation in The US Manufacturing SectorDocument13 pagesThe Impact of Size On Enterprise Resource Planning (ERP) Implementation in The US Manufacturing SectorMarx L. CanazaNo ratings yet
- Delone 2003Document24 pagesDelone 2003Reza Bagus MaulanaNo ratings yet
- Aiken 2016Document54 pagesAiken 2016noormoe1No ratings yet
- Operational Research CourseworkDocument7 pagesOperational Research Courseworkf5de9mre100% (2)
- Welding Safety: Cummins Southern Plains, LTDDocument32 pagesWelding Safety: Cummins Southern Plains, LTDSaras AgrawalNo ratings yet
- Resume (M P Singh) : Mahendra Pal Singh Sr. V.P. (Technical) B.E (Chemical), PGDPM, PGDBA +91-9654216728Document2 pagesResume (M P Singh) : Mahendra Pal Singh Sr. V.P. (Technical) B.E (Chemical), PGDPM, PGDBA +91-9654216728Saras AgrawalNo ratings yet
- Fall Protection Procedure Policy SampleDocument10 pagesFall Protection Procedure Policy SampleSaras AgrawalNo ratings yet
- Form No 3751 EnglishDocument3 pagesForm No 3751 EnglishSaras AgrawalNo ratings yet
- Seminar Presentation ON: Production of Fuel Oil From Municipal Plastic WasteDocument12 pagesSeminar Presentation ON: Production of Fuel Oil From Municipal Plastic WasteSaras AgrawalNo ratings yet
- Chapter 2 - The Pursuit of An Ideal DietDocument2 pagesChapter 2 - The Pursuit of An Ideal DietSaras AgrawalNo ratings yet
- Welding, Cutting, and BrazingDocument42 pagesWelding, Cutting, and BrazingSaras AgrawalNo ratings yet
- ROCKWOOL - Stone Wool Thermal Insulation For Buildings Produced For Hungarian MarketDocument10 pagesROCKWOOL - Stone Wool Thermal Insulation For Buildings Produced For Hungarian MarketSaras AgrawalNo ratings yet
- Strengthen The Brick Manufacturing Sector For The: Vision:-"To Provide and Promote Business As Well As Services ThatDocument1 pageStrengthen The Brick Manufacturing Sector For The: Vision:-"To Provide and Promote Business As Well As Services ThatSaras AgrawalNo ratings yet
- Vision:-": To Provide and Promote Business As Well As Services That Strengthen The Brick Manufacturing Sector For TheDocument1 pageVision:-": To Provide and Promote Business As Well As Services That Strengthen The Brick Manufacturing Sector For TheSaras AgrawalNo ratings yet
- Alternative Methods of Computing Value Added TaxDocument1 pageAlternative Methods of Computing Value Added TaxSaras AgrawalNo ratings yet
- The Fortune at The Bottom or The Middle of The Pyramid?: Anand Kumar JaiswalDocument16 pagesThe Fortune at The Bottom or The Middle of The Pyramid?: Anand Kumar JaiswalSaras AgrawalNo ratings yet
- CalculationDocument40 pagesCalculationSaras AgrawalNo ratings yet
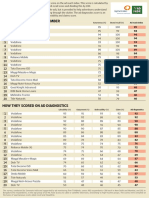
- Top Television Ads in December: Awareness (%) Brand Recall (%)Document1 pageTop Television Ads in December: Awareness (%) Brand Recall (%)Saras AgrawalNo ratings yet
- How Much Is Your Advertising Agency Worth To You?Document6 pagesHow Much Is Your Advertising Agency Worth To You?Saras AgrawalNo ratings yet
- Total Recall: Zoozoos Sweep The Top 10: AdvertisingDocument1 pageTotal Recall: Zoozoos Sweep The Top 10: AdvertisingSaras AgrawalNo ratings yet
- Race World: For TheDocument17 pagesRace World: For TheSaras AgrawalNo ratings yet
- No. Students Name: David Moises Memorial High SchoolDocument12 pagesNo. Students Name: David Moises Memorial High SchoolRonnel SingsonNo ratings yet
- Proposal Research InternshipDocument3 pagesProposal Research Internshipapi-544647808No ratings yet
- Drills IIDocument21 pagesDrills IIEricka Shane EspejoNo ratings yet
- Midterm Exam - Sci Ed 223Document3 pagesMidterm Exam - Sci Ed 223Jhonel MelgarNo ratings yet
- DLL - SCIENCE 6 - Q2 - W5 GtuDocument6 pagesDLL - SCIENCE 6 - Q2 - W5 GtuGeoffrey Tolentino-Unida100% (1)
- Sociology of Culture SyllabusDocument5 pagesSociology of Culture Syllabusgaius014No ratings yet
- Oleh: Fatma Widyastuti, S.PD., M.Ed. Widyaiswara Ahli Madya Balai Diklat KeagamaansemarangDocument11 pagesOleh: Fatma Widyastuti, S.PD., M.Ed. Widyaiswara Ahli Madya Balai Diklat KeagamaansemarangAkid AthayaNo ratings yet
- Chapter 5 Supporting DetailsDocument33 pagesChapter 5 Supporting Detailsestu kaniraNo ratings yet
- Erni EkawatiDocument2 pagesErni EkawatiAnita CeceNo ratings yet
- J Hu Job 2004 PDFDocument6 pagesJ Hu Job 2004 PDFkamNo ratings yet
- Ambo UniversityDocument12 pagesAmbo UniversityArarsa TolasaNo ratings yet
- Risk Analysis - A Field Within Security Studies?: Karen Lund PetersenDocument25 pagesRisk Analysis - A Field Within Security Studies?: Karen Lund PetersenAbbie Amestoso100% (1)
- Oral Communication Examination 2ND GradingDocument2 pagesOral Communication Examination 2ND GradingJocelleParcon83% (6)
- Elementary - Stories For Circle Time and Assembly (Morals, Etc) PDFDocument175 pagesElementary - Stories For Circle Time and Assembly (Morals, Etc) PDFRick ChangerNo ratings yet
- Capstone - 5 Year PlanDocument1 pageCapstone - 5 Year Planapi-310517083No ratings yet
- FS2 - Learning Episode 2Document3 pagesFS2 - Learning Episode 2Aisah Haron0% (1)
- Lesson Plan 6th BDocument4 pagesLesson Plan 6th BTufecciu ElleNo ratings yet
- Villena Asu 0010E 15820 PDFDocument192 pagesVillena Asu 0010E 15820 PDFJalila Dida-agunNo ratings yet
- Embracing Diverse Communities Conference Program FinalDocument3 pagesEmbracing Diverse Communities Conference Program Finalapi-521849429No ratings yet
- November NewsletterDocument2 pagesNovember Newsletterapi-239012276No ratings yet
- Informative Speech OutlineDocument3 pagesInformative Speech Outlineapi-264595335No ratings yet
- About DharwadDocument52 pagesAbout DharwadAkshay KulkarniNo ratings yet
- Sources of Reading ComprehensionDocument13 pagesSources of Reading ComprehensionJessalyn JimenezNo ratings yet
- School Education Department Government of Assam Gunotsav 2023 School Report CardDocument1 pageSchool Education Department Government of Assam Gunotsav 2023 School Report CardKalyan DassNo ratings yet
- Verb Forms and TensesDocument23 pagesVerb Forms and TensesRezaul RazibNo ratings yet
- Analyse GesammeltDocument6 pagesAnalyse GesammeltLalaNo ratings yet
- Sabello Vs DECS (Tiglao)Document2 pagesSabello Vs DECS (Tiglao)Angelo Tiglao100% (2)