
Acer Paper
Acer Paper
You might also like
- Designers' Guide To EN 1992-2 Concrete Bridges (2007)Document381 pagesDesigners' Guide To EN 1992-2 Concrete Bridges (2007)Ialomiteanu Dan100% (7)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHenrique Alvr100% (5)
- Pak Mcqs Physics 38 PageDocument70 pagesPak Mcqs Physics 38 Pagetayyub watto100% (1)
- Norma Astm E9 (Compresion)Document10 pagesNorma Astm E9 (Compresion)Harlley Quintero olarte100% (1)
- Seismic Design and Assessment of BridgesDocument233 pagesSeismic Design and Assessment of BridgesIvan Hadi SantosoNo ratings yet
- Refractory Materials PDFDocument18 pagesRefractory Materials PDFadi nugroho100% (2)
- Refractory Science Refractories - : 1.1 Composition and StructureDocument14 pagesRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosNo ratings yet
- Furnace and Rferactory CalculationsDocument210 pagesFurnace and Rferactory Calculationsfsijest100% (2)
- Study Material On RefractoriesDocument6 pagesStudy Material On RefractoriesSoumalyaBhowmik100% (1)
- Chapter - Furnaces and RefractoriesDocument36 pagesChapter - Furnaces and Refractorieshasan_waqar2004No ratings yet
- Furnaces and Refractories: 6. WorksheetsDocument36 pagesFurnaces and Refractories: 6. WorksheetsDHSanjNo ratings yet
- The Application of Ceramic Coatings To Extend Radiant Tube Life in Process Heaters and Improve Operational Efficiency With Cost Benefit AnalysisDocument9 pagesThe Application of Ceramic Coatings To Extend Radiant Tube Life in Process Heaters and Improve Operational Efficiency With Cost Benefit AnalysisMubeenNo ratings yet
- 4.13.5 - 6 Simple Formula For Heat Loss Calculation PDFDocument5 pages4.13.5 - 6 Simple Formula For Heat Loss Calculation PDFSatria Purwanto100% (1)
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHassan Funsho Akande100% (1)
- RefractoriesDocument6 pagesRefractoriesBHAVINNo ratings yet
- Classification & Properties of Refractories-1Document4 pagesClassification & Properties of Refractories-1pothan33% (3)
- Sru Heat ExchangerDocument29 pagesSru Heat ExchangerJordan Young100% (1)
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemNo ratings yet
- EAP816018Document6 pagesEAP816018hakimNo ratings yet
- 2012 Lecture BKC Insulations & RefractoryDocument30 pages2012 Lecture BKC Insulations & Refractorydeb_bratapalNo ratings yet
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument7 pagesPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesChetan MaskiNo ratings yet
- High Temperature Heat ExchangersDocument13 pagesHigh Temperature Heat Exchangersuvsarathi100% (1)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Overview - RefractoriesDocument41 pagesOverview - RefractoriesRogerShNo ratings yet
- File No. 6 - API 936Document10 pagesFile No. 6 - API 936praveentienNo ratings yet
- 386 389 PDFDocument4 pages386 389 PDFSinhrooNo ratings yet
- Combustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDocument22 pagesCombustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDamy ManesiNo ratings yet
- Present Trend On Refractory Uses For Reheating Furnaces: G. D. SinghDocument6 pagesPresent Trend On Refractory Uses For Reheating Furnaces: G. D. SinghmmkattaNo ratings yet
- Thermal Characterization of Intumescent Fire Retardant PaintsDocument11 pagesThermal Characterization of Intumescent Fire Retardant PaintsMatheus CiveiraNo ratings yet
- Glass 4 - 5 11 - 2015Document70 pagesGlass 4 - 5 11 - 2015Laxman KumarNo ratings yet
- Unit-V Engineering MaterialsDocument47 pagesUnit-V Engineering MaterialsUdin DzonoNo ratings yet
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument12 pagesPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesSuhas G FADNISNo ratings yet
- Study of Blast Furnace Cooling StaveDocument7 pagesStudy of Blast Furnace Cooling StavecaapasaNo ratings yet
- Advanced Heating Techniques For Glass MeltingDocument44 pagesAdvanced Heating Techniques For Glass Meltingmetalman_m67% (3)
- Failure Analysis Air Preheater Refreactory lining-Spalling-Root CauseDocument7 pagesFailure Analysis Air Preheater Refreactory lining-Spalling-Root CausePeter LuvisNo ratings yet
- Sol 11Document9 pagesSol 11AndyNo ratings yet
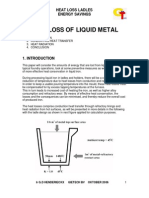
- Heat Loss of Liquid MetalDocument7 pagesHeat Loss of Liquid Metalmarcotulio123No ratings yet
- DesignandFabricationofaStirCastingFurnaceSet UpDocument10 pagesDesignandFabricationofaStirCastingFurnaceSet Uppawan kumar SingotiaNo ratings yet
- Janney 1992Document13 pagesJanney 1992MatheusM.FerreiraNo ratings yet
- Refractor I NessDocument12 pagesRefractor I NesskazamNo ratings yet
- Cryogenic Heatexchanger Unit LNG PlantDocument6 pagesCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- Selection of MaterialsDocument16 pagesSelection of MaterialsVellon 1No ratings yet
- Refractory MaterialDocument4 pagesRefractory Materialmohd syedNo ratings yet
- 14V11 Martens WHB Integrity Panel DiscussionDocument34 pages14V11 Martens WHB Integrity Panel DiscussionM ANo ratings yet
- Specialized Coal and Pet Coke Firing Pipe DesignDocument6 pagesSpecialized Coal and Pet Coke Firing Pipe Designary.engenharia1244No ratings yet
- Energy Saving in Ceramic Tile KilnsDocument18 pagesEnergy Saving in Ceramic Tile KilnsMohammad Al-SammanNo ratings yet
- 2.5 Insulation & Refractories PDFDocument40 pages2.5 Insulation & Refractories PDFKantilal Malwania100% (1)
- Articulo Estadisticas Falla CalderasDocument7 pagesArticulo Estadisticas Falla CalderasLuis Enrique Barrera SandovalNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- Twin Hearth FurnaceDocument3 pagesTwin Hearth Furnaceshreyasi_mahantyNo ratings yet
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDocument8 pagesUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- 2012 Ring Formation in Rotary KilnsDocument30 pages2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Heat Conservation in Liquid Iron, 2005-07-10Document5 pagesHeat Conservation in Liquid Iron, 2005-07-10arnaldorcr8646100% (1)
- Ceramic CoatingDocument6 pagesCeramic Coatingemi222222No ratings yet
- An Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichDocument2 pagesAn Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichWindhi Hoshi Yumemizu IINo ratings yet
- Thermal Spray in CFBC BoilerDocument12 pagesThermal Spray in CFBC Boilerssheart_mindNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Refractory Anchor - 3Document1 pageRefractory Anchor - 3Abdul SabirNo ratings yet
- GTRUTFDocument16 pagesGTRUTFAbdul SabirNo ratings yet
- 07 Calde Cast MW 150Document3 pages07 Calde Cast MW 150Abdul SabirNo ratings yet
- FP3000Document28 pagesFP3000Abdul SabirNo ratings yet
- PT Semen Cibinong - Kiln Refractory LiningDocument4 pagesPT Semen Cibinong - Kiln Refractory LiningAbdul SabirNo ratings yet
- 07 Calde Cast MW 150Document3 pages07 Calde Cast MW 150Abdul SabirNo ratings yet
- Pein04 Epcc1 91 F 1&2 236 3052Document2 pagesPein04 Epcc1 91 F 1&2 236 3052Abdul SabirNo ratings yet
- 08 Calde Gun MW 150Document2 pages08 Calde Gun MW 150Abdul SabirNo ratings yet
- International JarnalDocument8 pagesInternational JarnalAbdul SabirNo ratings yet
- Blome Sulphur Pit Method StatementDocument1 pageBlome Sulphur Pit Method StatementAbdul SabirNo ratings yet
- RCF 5Document6 pagesRCF 5Abdul SabirNo ratings yet
- Novel Refractory Materials For High-Temperature, High-Alkaline EnvironmentsDocument2 pagesNovel Refractory Materials For High-Temperature, High-Alkaline EnvironmentsAbdul SabirNo ratings yet
- Article eDocument7 pagesArticle eAbdul SabirNo ratings yet
- Harves KingDocument1 pageHarves KingAbdul SabirNo ratings yet
- Wood Stove ReportDocument5 pagesWood Stove ReportAbdul SabirNo ratings yet
- 4.13.10,11 Selection of Refractories PDFDocument5 pages4.13.10,11 Selection of Refractories PDFAbdul SabirNo ratings yet
- 202 019 PDFDocument6 pages202 019 PDFAbdul SabirNo ratings yet
- Effect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayDocument12 pagesEffect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayShamaNo ratings yet
- Welding Deformation and Residual Stress Prevention Ninshu Ma All ChapterDocument67 pagesWelding Deformation and Residual Stress Prevention Ninshu Ma All Chapterestelle.minichiello143100% (19)
- Brick-Mortar Interaction in Masonry Under Compression: Citation For Published Version (APA)Document237 pagesBrick-Mortar Interaction in Masonry Under Compression: Citation For Published Version (APA)dsvdfbgNo ratings yet
- CET201 SyllabusDocument13 pagesCET201 SyllabusdipinnediyaparambathNo ratings yet
- An Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaDocument18 pagesAn Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaYashwanth KumarNo ratings yet
- Fracture Resistance-ImplantDocument8 pagesFracture Resistance-Implantformula marolisNo ratings yet
- A Modification of Morrow and Smith-Watson-Topper Mean Stress Correction ModelsDocument14 pagesA Modification of Morrow and Smith-Watson-Topper Mean Stress Correction ModelsvilukNo ratings yet
- Lecture5 DryingShrinkage SlidesDocument15 pagesLecture5 DryingShrinkage SlidesasvihariNo ratings yet
- AISC Seismic Design-ModuleUG-Brief OverviewDocument15 pagesAISC Seismic Design-ModuleUG-Brief OverviewcaballerolangNo ratings yet
- Comparative Analysis of The Influence of Creep of Concrete Composite Beams of Steel - Concrete Model Based On Volterra Integral EquationDocument17 pagesComparative Analysis of The Influence of Creep of Concrete Composite Beams of Steel - Concrete Model Based On Volterra Integral EquationJorge PalominoNo ratings yet
- Irc SP 114 2018 PDFDocument144 pagesIrc SP 114 2018 PDFAnil SuryawanshiNo ratings yet
- Mechanical Characterization of Pavement Granular Materials Using Hardening Soil ModelDocument13 pagesMechanical Characterization of Pavement Granular Materials Using Hardening Soil ModelVgkBharadwajNo ratings yet
- (Download pdf) Shigleys Mechanical Engineering Design In Si Units 11Th Ed 11Th Edition Richard Budynas full chapter pdf docxDocument69 pages(Download pdf) Shigleys Mechanical Engineering Design In Si Units 11Th Ed 11Th Edition Richard Budynas full chapter pdf docxpeckoohacid100% (5)
- 5.accidental Car Impact Analysis and CFDDocument6 pages5.accidental Car Impact Analysis and CFDprojectzfourNo ratings yet
- Ptfe - G400Document1 pagePtfe - G400Alessio Di BellaNo ratings yet
- Performance Based Design Atc-40Document346 pagesPerformance Based Design Atc-40Syed Rizwan Saleem100% (1)
- Possibilites and Limitations of Finite Elements For Limit AnalysisDocument12 pagesPossibilites and Limitations of Finite Elements For Limit Analysism.sc.abdilmoezelgarfNo ratings yet
- Norsok M101Document62 pagesNorsok M101Anonymous FHkX0ANo ratings yet
- Fiber Reinforced Conrete in Fib Model Code 2010Document20 pagesFiber Reinforced Conrete in Fib Model Code 2010Daniel De Andrade SouzaNo ratings yet
- Berthing Loads in Structural Design - Validation of Parcial FactorsDocument127 pagesBerthing Loads in Structural Design - Validation of Parcial FactorsBolívar Zanella Ribeiro100% (6)
- Astm F1717 2018Document21 pagesAstm F1717 2018Marcos Lopez-CarrascoNo ratings yet
- Sas4 Mee 098Document12 pagesSas4 Mee 098Mark MaglangitNo ratings yet
- Nitinol PaperDocument7 pagesNitinol PaperAbid YusufNo ratings yet
- Plants and Fibonacci: Alan C. Newell and Patrick D. ShipmanDocument33 pagesPlants and Fibonacci: Alan C. Newell and Patrick D. ShipmansliNo ratings yet
- Modification of The ACI Rectangular Stress Block For High-Strength ConcreteDocument9 pagesModification of The ACI Rectangular Stress Block For High-Strength ConcretepicottNo ratings yet
- QCDocument37 pagesQCpmm05479No ratings yet








































































































Download as pdf or txt
You might also like
- Designers' Guide To EN 1992-2 Concrete Bridges (2007)Document381 pagesDesigners' Guide To EN 1992-2 Concrete Bridges (2007)Ialomiteanu Dan100% (7)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHenrique Alvr100% (5)
- Pak Mcqs Physics 38 PageDocument70 pagesPak Mcqs Physics 38 Pagetayyub watto100% (1)
- Norma Astm E9 (Compresion)Document10 pagesNorma Astm E9 (Compresion)Harlley Quintero olarte100% (1)
- Seismic Design and Assessment of BridgesDocument233 pagesSeismic Design and Assessment of BridgesIvan Hadi SantosoNo ratings yet
- Refractory Materials PDFDocument18 pagesRefractory Materials PDFadi nugroho100% (2)
- Refractory Science Refractories - : 1.1 Composition and StructureDocument14 pagesRefractory Science Refractories - : 1.1 Composition and StructureNikki AlbiosNo ratings yet
- Furnace and Rferactory CalculationsDocument210 pagesFurnace and Rferactory Calculationsfsijest100% (2)
- Study Material On RefractoriesDocument6 pagesStudy Material On RefractoriesSoumalyaBhowmik100% (1)
- Chapter - Furnaces and RefractoriesDocument36 pagesChapter - Furnaces and Refractorieshasan_waqar2004No ratings yet
- Furnaces and Refractories: 6. WorksheetsDocument36 pagesFurnaces and Refractories: 6. WorksheetsDHSanjNo ratings yet
- The Application of Ceramic Coatings To Extend Radiant Tube Life in Process Heaters and Improve Operational Efficiency With Cost Benefit AnalysisDocument9 pagesThe Application of Ceramic Coatings To Extend Radiant Tube Life in Process Heaters and Improve Operational Efficiency With Cost Benefit AnalysisMubeenNo ratings yet
- 4.13.5 - 6 Simple Formula For Heat Loss Calculation PDFDocument5 pages4.13.5 - 6 Simple Formula For Heat Loss Calculation PDFSatria Purwanto100% (1)
- Overview of Refractory MaterialsDocument54 pagesOverview of Refractory MaterialsHassan Funsho Akande100% (1)
- RefractoriesDocument6 pagesRefractoriesBHAVINNo ratings yet
- Classification & Properties of Refractories-1Document4 pagesClassification & Properties of Refractories-1pothan33% (3)
- Sru Heat ExchangerDocument29 pagesSru Heat ExchangerJordan Young100% (1)
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemNo ratings yet
- EAP816018Document6 pagesEAP816018hakimNo ratings yet
- 2012 Lecture BKC Insulations & RefractoryDocument30 pages2012 Lecture BKC Insulations & Refractorydeb_bratapalNo ratings yet
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument7 pagesPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesChetan MaskiNo ratings yet
- High Temperature Heat ExchangersDocument13 pagesHigh Temperature Heat Exchangersuvsarathi100% (1)
- Good Heater Specifications Pay OffDocument6 pagesGood Heater Specifications Pay Offrvkumar61100% (1)
- Overview - RefractoriesDocument41 pagesOverview - RefractoriesRogerShNo ratings yet
- File No. 6 - API 936Document10 pagesFile No. 6 - API 936praveentienNo ratings yet
- 386 389 PDFDocument4 pages386 389 PDFSinhrooNo ratings yet
- Combustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDocument22 pagesCombustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDamy ManesiNo ratings yet
- Present Trend On Refractory Uses For Reheating Furnaces: G. D. SinghDocument6 pagesPresent Trend On Refractory Uses For Reheating Furnaces: G. D. SinghmmkattaNo ratings yet
- Thermal Characterization of Intumescent Fire Retardant PaintsDocument11 pagesThermal Characterization of Intumescent Fire Retardant PaintsMatheus CiveiraNo ratings yet
- Glass 4 - 5 11 - 2015Document70 pagesGlass 4 - 5 11 - 2015Laxman KumarNo ratings yet
- Unit-V Engineering MaterialsDocument47 pagesUnit-V Engineering MaterialsUdin DzonoNo ratings yet
- Plasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesDocument12 pagesPlasma Sprayed Thermal Barrier Coatings For Industrial Gas Turbines: Morphology, Processing and PropertiesSuhas G FADNISNo ratings yet
- Study of Blast Furnace Cooling StaveDocument7 pagesStudy of Blast Furnace Cooling StavecaapasaNo ratings yet
- Advanced Heating Techniques For Glass MeltingDocument44 pagesAdvanced Heating Techniques For Glass Meltingmetalman_m67% (3)
- Failure Analysis Air Preheater Refreactory lining-Spalling-Root CauseDocument7 pagesFailure Analysis Air Preheater Refreactory lining-Spalling-Root CausePeter LuvisNo ratings yet
- Sol 11Document9 pagesSol 11AndyNo ratings yet
- Heat Loss of Liquid MetalDocument7 pagesHeat Loss of Liquid Metalmarcotulio123No ratings yet
- DesignandFabricationofaStirCastingFurnaceSet UpDocument10 pagesDesignandFabricationofaStirCastingFurnaceSet Uppawan kumar SingotiaNo ratings yet
- Janney 1992Document13 pagesJanney 1992MatheusM.FerreiraNo ratings yet
- Refractor I NessDocument12 pagesRefractor I NesskazamNo ratings yet
- Cryogenic Heatexchanger Unit LNG PlantDocument6 pagesCryogenic Heatexchanger Unit LNG Plantrissa100% (1)
- Selection of MaterialsDocument16 pagesSelection of MaterialsVellon 1No ratings yet
- Refractory MaterialDocument4 pagesRefractory Materialmohd syedNo ratings yet
- 14V11 Martens WHB Integrity Panel DiscussionDocument34 pages14V11 Martens WHB Integrity Panel DiscussionM ANo ratings yet
- Specialized Coal and Pet Coke Firing Pipe DesignDocument6 pagesSpecialized Coal and Pet Coke Firing Pipe Designary.engenharia1244No ratings yet
- Energy Saving in Ceramic Tile KilnsDocument18 pagesEnergy Saving in Ceramic Tile KilnsMohammad Al-SammanNo ratings yet
- 2.5 Insulation & Refractories PDFDocument40 pages2.5 Insulation & Refractories PDFKantilal Malwania100% (1)
- Articulo Estadisticas Falla CalderasDocument7 pagesArticulo Estadisticas Falla CalderasLuis Enrique Barrera SandovalNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- Twin Hearth FurnaceDocument3 pagesTwin Hearth Furnaceshreyasi_mahantyNo ratings yet
- Understanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsDocument8 pagesUnderstanding Blast Furnace Hearth Wall Temperatures To Support Operational/Maintenance DecisionsJJNo ratings yet
- AMP CAT 2 QP Key Final PDFDocument83 pagesAMP CAT 2 QP Key Final PDFthandialNo ratings yet
- 2012 Ring Formation in Rotary KilnsDocument30 pages2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Heat Conservation in Liquid Iron, 2005-07-10Document5 pagesHeat Conservation in Liquid Iron, 2005-07-10arnaldorcr8646100% (1)
- Ceramic CoatingDocument6 pagesCeramic Coatingemi222222No ratings yet
- An Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichDocument2 pagesAn Undesirable Effect During Thermal Cracking Is Coke Deposition On The Walls of The Tubular Reactor. Coke Deposits Build With Reactor Operation Time and Increase Up To A Point in WhichWindhi Hoshi Yumemizu IINo ratings yet
- Thermal Spray in CFBC BoilerDocument12 pagesThermal Spray in CFBC Boilerssheart_mindNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Refractory Anchor - 3Document1 pageRefractory Anchor - 3Abdul SabirNo ratings yet
- GTRUTFDocument16 pagesGTRUTFAbdul SabirNo ratings yet
- 07 Calde Cast MW 150Document3 pages07 Calde Cast MW 150Abdul SabirNo ratings yet
- FP3000Document28 pagesFP3000Abdul SabirNo ratings yet
- PT Semen Cibinong - Kiln Refractory LiningDocument4 pagesPT Semen Cibinong - Kiln Refractory LiningAbdul SabirNo ratings yet
- 07 Calde Cast MW 150Document3 pages07 Calde Cast MW 150Abdul SabirNo ratings yet
- Pein04 Epcc1 91 F 1&2 236 3052Document2 pagesPein04 Epcc1 91 F 1&2 236 3052Abdul SabirNo ratings yet
- 08 Calde Gun MW 150Document2 pages08 Calde Gun MW 150Abdul SabirNo ratings yet
- International JarnalDocument8 pagesInternational JarnalAbdul SabirNo ratings yet
- Blome Sulphur Pit Method StatementDocument1 pageBlome Sulphur Pit Method StatementAbdul SabirNo ratings yet
- RCF 5Document6 pagesRCF 5Abdul SabirNo ratings yet
- Novel Refractory Materials For High-Temperature, High-Alkaline EnvironmentsDocument2 pagesNovel Refractory Materials For High-Temperature, High-Alkaline EnvironmentsAbdul SabirNo ratings yet
- Article eDocument7 pagesArticle eAbdul SabirNo ratings yet
- Harves KingDocument1 pageHarves KingAbdul SabirNo ratings yet
- Wood Stove ReportDocument5 pagesWood Stove ReportAbdul SabirNo ratings yet
- 4.13.10,11 Selection of Refractories PDFDocument5 pages4.13.10,11 Selection of Refractories PDFAbdul SabirNo ratings yet
- 202 019 PDFDocument6 pages202 019 PDFAbdul SabirNo ratings yet
- Effect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayDocument12 pagesEffect of Bridge Lateral Deformation On Track Geometry of High-Speed RailwayShamaNo ratings yet
- Welding Deformation and Residual Stress Prevention Ninshu Ma All ChapterDocument67 pagesWelding Deformation and Residual Stress Prevention Ninshu Ma All Chapterestelle.minichiello143100% (19)
- Brick-Mortar Interaction in Masonry Under Compression: Citation For Published Version (APA)Document237 pagesBrick-Mortar Interaction in Masonry Under Compression: Citation For Published Version (APA)dsvdfbgNo ratings yet
- CET201 SyllabusDocument13 pagesCET201 SyllabusdipinnediyaparambathNo ratings yet
- An Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaDocument18 pagesAn Analytical Solution For Axisymmetric Tunnel Problems in Elasto Plastic MediaYashwanth KumarNo ratings yet
- Fracture Resistance-ImplantDocument8 pagesFracture Resistance-Implantformula marolisNo ratings yet
- A Modification of Morrow and Smith-Watson-Topper Mean Stress Correction ModelsDocument14 pagesA Modification of Morrow and Smith-Watson-Topper Mean Stress Correction ModelsvilukNo ratings yet
- Lecture5 DryingShrinkage SlidesDocument15 pagesLecture5 DryingShrinkage SlidesasvihariNo ratings yet
- AISC Seismic Design-ModuleUG-Brief OverviewDocument15 pagesAISC Seismic Design-ModuleUG-Brief OverviewcaballerolangNo ratings yet
- Comparative Analysis of The Influence of Creep of Concrete Composite Beams of Steel - Concrete Model Based On Volterra Integral EquationDocument17 pagesComparative Analysis of The Influence of Creep of Concrete Composite Beams of Steel - Concrete Model Based On Volterra Integral EquationJorge PalominoNo ratings yet
- Irc SP 114 2018 PDFDocument144 pagesIrc SP 114 2018 PDFAnil SuryawanshiNo ratings yet
- Mechanical Characterization of Pavement Granular Materials Using Hardening Soil ModelDocument13 pagesMechanical Characterization of Pavement Granular Materials Using Hardening Soil ModelVgkBharadwajNo ratings yet
- (Download pdf) Shigleys Mechanical Engineering Design In Si Units 11Th Ed 11Th Edition Richard Budynas full chapter pdf docxDocument69 pages(Download pdf) Shigleys Mechanical Engineering Design In Si Units 11Th Ed 11Th Edition Richard Budynas full chapter pdf docxpeckoohacid100% (5)
- 5.accidental Car Impact Analysis and CFDDocument6 pages5.accidental Car Impact Analysis and CFDprojectzfourNo ratings yet
- Ptfe - G400Document1 pagePtfe - G400Alessio Di BellaNo ratings yet
- Performance Based Design Atc-40Document346 pagesPerformance Based Design Atc-40Syed Rizwan Saleem100% (1)
- Possibilites and Limitations of Finite Elements For Limit AnalysisDocument12 pagesPossibilites and Limitations of Finite Elements For Limit Analysism.sc.abdilmoezelgarfNo ratings yet
- Norsok M101Document62 pagesNorsok M101Anonymous FHkX0ANo ratings yet
- Fiber Reinforced Conrete in Fib Model Code 2010Document20 pagesFiber Reinforced Conrete in Fib Model Code 2010Daniel De Andrade SouzaNo ratings yet
- Berthing Loads in Structural Design - Validation of Parcial FactorsDocument127 pagesBerthing Loads in Structural Design - Validation of Parcial FactorsBolívar Zanella Ribeiro100% (6)
- Astm F1717 2018Document21 pagesAstm F1717 2018Marcos Lopez-CarrascoNo ratings yet
- Sas4 Mee 098Document12 pagesSas4 Mee 098Mark MaglangitNo ratings yet
- Nitinol PaperDocument7 pagesNitinol PaperAbid YusufNo ratings yet
- Plants and Fibonacci: Alan C. Newell and Patrick D. ShipmanDocument33 pagesPlants and Fibonacci: Alan C. Newell and Patrick D. ShipmansliNo ratings yet
- Modification of The ACI Rectangular Stress Block For High-Strength ConcreteDocument9 pagesModification of The ACI Rectangular Stress Block For High-Strength ConcretepicottNo ratings yet
- QCDocument37 pagesQCpmm05479No ratings yet