Download as pdf or txt
You might also like
- Refractory Application ProcedureDocument33 pagesRefractory Application ProcedureAjin S100% (2)
- 557-Assign 2-Action Plan For Culturally-Diverse School ClimateDocument10 pages557-Assign 2-Action Plan For Culturally-Diverse School Climateapi-566276833No ratings yet
- Ice Making Plant FactoryDocument7 pagesIce Making Plant FactoryKifayat UllahNo ratings yet
- Ice Making Plant Visit ReportDocument8 pagesIce Making Plant Visit ReportAnis Badshah33% (3)
- Atoglas Iapdfeb02Document2 pagesAtoglas Iapdfeb02huuperNo ratings yet
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Australian Professional Standards For TeachersDocument1 pageAustralian Professional Standards For Teachersapi-365080091No ratings yet
- Lj'ig.2: BY Ma, @Document4 pagesLj'ig.2: BY Ma, @Vinod Kumar KonagantiNo ratings yet
- May 9, 1972 J. G. Webster Etal 3,662,057: Original Filled May 22, 1968 2 Sheets-SheetDocument8 pagesMay 9, 1972 J. G. Webster Etal 3,662,057: Original Filled May 22, 1968 2 Sheets-SheetGuilherme Dos Santos MoreiraNo ratings yet
- Injection Molding of Metal or Ceramic PowderDocument4 pagesInjection Molding of Metal or Ceramic PowderbellatoNo ratings yet
- Freeze DryingDocument12 pagesFreeze DryingMy Pham Thi DiemNo ratings yet
- United States Patent (191: Schaper Et A1Document3 pagesUnited States Patent (191: Schaper Et A1Juan Pablo EspinosaNo ratings yet
- United States Patent (191: (56) References CitedDocument6 pagesUnited States Patent (191: (56) References Citedandrew22No ratings yet
- United States Patent Office: Patented Apr. 6, 1971Document3 pagesUnited States Patent Office: Patented Apr. 6, 1971Alexander Franco CastrillonNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- DryingDocument175 pagesDryingtalhawasimNo ratings yet
- Phoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeDocument14 pagesPhoenicia University Department of Engineering Faculty of Petroleum Engineering Petroleum Fluid Properties Laboratory PENG212L Dean Stark Plug SizeEmanuelta NaibahoNo ratings yet
- Curing of Lead Acid BatteryDocument19 pagesCuring of Lead Acid Batterymuksadur rahmanNo ratings yet
- Defrosting of Air Coolers - Dec 2012Document6 pagesDefrosting of Air Coolers - Dec 2012Captain hopiNo ratings yet
- United States Patent (19) (11 3,961,424: Elerath (45) June 8, 1976Document3 pagesUnited States Patent (19) (11 3,961,424: Elerath (45) June 8, 1976Yanpiero BalladoresNo ratings yet
- United States Patent (19) : (54) Process For Preparation of HighDocument5 pagesUnited States Patent (19) : (54) Process For Preparation of Highdlpk311No ratings yet
- United States Patent 119) ' (111 4,213,924: Shirley, Jr. (45) Jul. 22, 1980Document13 pagesUnited States Patent 119) ' (111 4,213,924: Shirley, Jr. (45) Jul. 22, 1980Javier Alejandro Rodriguez MelgozaNo ratings yet
- Operating Manual Multi-Cooler SimpsonDocument367 pagesOperating Manual Multi-Cooler SimpsonAgurtzane Ibabe Barruetabeña100% (1)
- European Patent Specification: Printed by Jouve, 75001 PARIS (FR)Document17 pagesEuropean Patent Specification: Printed by Jouve, 75001 PARIS (FR)quyNo ratings yet
- APV Evaporation HandbookDocument68 pagesAPV Evaporation HandbookМаксим ХилоNo ratings yet
- Batch Cell Bulk PolymerizationDocument2 pagesBatch Cell Bulk PolymerizationAANNo ratings yet
- Us5075057 PDFDocument6 pagesUs5075057 PDFPiryaNo ratings yet
- Us 3464121 PNEUMATIC DRYDocument4 pagesUs 3464121 PNEUMATIC DRYCesar EnochNo ratings yet
- A Clearer View of CrystallizersDocument5 pagesA Clearer View of Crystallizersfawmer61No ratings yet
- Us 4256783Document9 pagesUs 4256783Santiago BorgesNo ratings yet
- US3508339Document8 pagesUS3508339arun manchekarNo ratings yet
- Clearer View of CrystilizerDocument5 pagesClearer View of CrystilizerChem.EnggNo ratings yet
- A Review of Absorption RefrigerationDocument30 pagesA Review of Absorption RefrigerationSoni Rodríguez Castellanos100% (1)
- Materials TechnologyDocument17 pagesMaterials Technologyqvfrcycm78No ratings yet
- Calcining CopperasDocument3 pagesCalcining Copperasanaaziz100% (1)
- A Rapid Supercritical Extraction Process For The Production of Silica1996Document6 pagesA Rapid Supercritical Extraction Process For The Production of Silica1996ait oubella marouaneNo ratings yet
- 119BM0004 TELabDocument19 pages119BM0004 TELabEBXC 7S13No ratings yet
- Fabrication and Analysis of Ellipse Shape Coil Evaporator Refrigeration SystemDocument7 pagesFabrication and Analysis of Ellipse Shape Coil Evaporator Refrigeration SystemAramae DagamiNo ratings yet
- United States Patent (19) : PowellDocument8 pagesUnited States Patent (19) : PowellSpiros LicoudisNo ratings yet
- Crystalliztion EquipmentDocument1 pageCrystalliztion EquipmentChem.EnggNo ratings yet
- Chapter - Spinning PDFDocument11 pagesChapter - Spinning PDFnaimur.7566No ratings yet
- Patent For Slip Production For Sanitaryware ManufacturingDocument8 pagesPatent For Slip Production For Sanitaryware ManufacturingDhaval PadaliaNo ratings yet
- Impact ResistanceDocument2 pagesImpact ResistanceVenus AngomNo ratings yet
- Investment Casting of Superalloys PrimerDocument2 pagesInvestment Casting of Superalloys PrimermajidtaherkazemyNo ratings yet
- Homework 4Document2 pagesHomework 4Aditya AgrawalNo ratings yet
- Apv - Evaporator HandbookDocument68 pagesApv - Evaporator HandbookJosiane CostaNo ratings yet
- April 23, 1957: Filed Sept. 25, 1953Document4 pagesApril 23, 1957: Filed Sept. 25, 1953mazaherramazaniNo ratings yet
- US3960807Document5 pagesUS3960807Sayyed Abdul QayyumNo ratings yet
- Extrusion InformationDocument29 pagesExtrusion InformationNishant1993100% (1)
- Yu Ki Myat NoeDocument26 pagesYu Ki Myat NoeThaungShanHtet PalatarNo ratings yet
- Us3607960 PDFDocument7 pagesUs3607960 PDFMuhammad Ridho RamdhaniNo ratings yet
- 202004032240236827nksingh Polymer ProcessingDocument9 pages202004032240236827nksingh Polymer ProcessingMuhammad Umair Akbar GujjarNo ratings yet
- Pak CipDocument2 pagesPak Cipapril_ian02No ratings yet
- Laboratory Manual of Glass-BlowingFrom EverandLaboratory Manual of Glass-BlowingRating: 5 out of 5 stars5/5 (1)
- Aquaponics in Winter: How to Heat Your Aquaponic Garden in Cold ClimateFrom EverandAquaponics in Winter: How to Heat Your Aquaponic Garden in Cold ClimateNo ratings yet
- The Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsFrom EverandThe Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsNo ratings yet
- Refits, More Ways to Make Your Boat Better.: Cruising Boats, How to Select, Equip and Maintain, #5From EverandRefits, More Ways to Make Your Boat Better.: Cruising Boats, How to Select, Equip and Maintain, #5Rating: 3 out of 5 stars3/5 (1)
- 2014 FIC PP Shear+Quiescent RheolActaDocument17 pages2014 FIC PP Shear+Quiescent RheolActaVinod Kumar KonagantiNo ratings yet
- Konaganti 2009Document7 pagesKonaganti 2009Vinod Kumar KonagantiNo ratings yet
- Volume of Fluid (VOF) MethodDocument4 pagesVolume of Fluid (VOF) MethodVinod Kumar KonagantiNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2006/0205898 A1Document12 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2006/0205898 A1Vinod Kumar KonagantiNo ratings yet
- United States Patent: Point/roller I0 VDocument5 pagesUnited States Patent: Point/roller I0 VVinod Kumar KonagantiNo ratings yet
- Wo 2016027193Document40 pagesWo 2016027193Vinod Kumar KonagantiNo ratings yet
- 12) United States Patent: Krupinski Et ADocument19 pages12) United States Patent: Krupinski Et AVinod Kumar KonagantiNo ratings yet
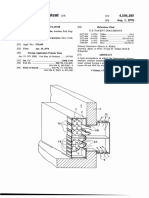
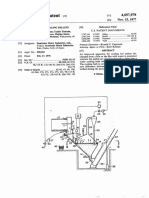
- United States Patent (191 (11) 4,057,978: Sato Et A1. (45) Nov. 15, 1977Document4 pagesUnited States Patent (191 (11) 4,057,978: Sato Et A1. (45) Nov. 15, 1977Vinod Kumar KonagantiNo ratings yet
- Lj'ig.2: BY Ma, @Document4 pagesLj'ig.2: BY Ma, @Vinod Kumar KonagantiNo ratings yet
- Occupational Health and Safety of Hydrogen Sulphide (H2S)Document20 pagesOccupational Health and Safety of Hydrogen Sulphide (H2S)hitm357100% (1)
- Structural Analysis of Complex Networks 2011Document501 pagesStructural Analysis of Complex Networks 2011kemalihsan_17959No ratings yet
- Police RRDocument17 pagesPolice RRindrajitdhadhal400No ratings yet
- Employee Uniform Agreement Sample Template 092321 3Document3 pagesEmployee Uniform Agreement Sample Template 092321 3zenithcrew.financeNo ratings yet
- Layug V IACDocument1 pageLayug V IACYasser MambuayNo ratings yet
- Lesson-2-Climate IiDocument30 pagesLesson-2-Climate IiErica NatividadNo ratings yet
- Edwin Maturino - Benchmark Reviving The Professional CultureDocument9 pagesEdwin Maturino - Benchmark Reviving The Professional Cultureapi-693631580No ratings yet
- Hydro-Distillation Process in ExtractingDocument9 pagesHydro-Distillation Process in ExtractingFarhan PhaanzNo ratings yet
- ResMed CPAP-2012Document23 pagesResMed CPAP-2012navnaNo ratings yet
- The Perfection of The Narcissistic Self A Qualitative Study On Luxury Consumption and Customer EquityDocument7 pagesThe Perfection of The Narcissistic Self A Qualitative Study On Luxury Consumption and Customer EquityPablo Castro SalgadoNo ratings yet
- GISArcMAp and Georeferencing ArcGISDocument29 pagesGISArcMAp and Georeferencing ArcGISSenay Horozal100% (1)
- (WWW - Asianovel.com) - Battle Through The Heavens Chapter 1 - Chapter 50Document266 pages(WWW - Asianovel.com) - Battle Through The Heavens Chapter 1 - Chapter 50JOKO DACOSTANo ratings yet
- Anderson Distribution of The Correlation CoefficientDocument14 pagesAnderson Distribution of The Correlation Coefficientdauren_pcNo ratings yet
- A Court Case On Letters of Credit & UCP600Document2 pagesA Court Case On Letters of Credit & UCP600gmat1287No ratings yet
- GRP 3 Keesha & Marie Faye Abdellah Power Point FINALDocument10 pagesGRP 3 Keesha & Marie Faye Abdellah Power Point FINALevangelo22656No ratings yet
- CMP 1 1 CDPDocument11 pagesCMP 1 1 CDPSachin NakadeNo ratings yet
- C&I in Water Treatment PlantsDocument28 pagesC&I in Water Treatment PlantsSunil PanchalNo ratings yet
- Angew,. Chem. Int. Ed. Engl. 1993, 32, No. 9, 1306Document3 pagesAngew,. Chem. Int. Ed. Engl. 1993, 32, No. 9, 1306elderwanNo ratings yet
- Mycoplasma Infection PDFDocument3 pagesMycoplasma Infection PDFPrirodna Kozmetika Brem100% (1)
- Comnavsurfpac - Lant Inst 3840.1 Joint Surf ManualDocument72 pagesComnavsurfpac - Lant Inst 3840.1 Joint Surf ManualMontgomery BurksNo ratings yet
- 279 On CK. AMA! (Tips On Using UW) - Step2Document3 pages279 On CK. AMA! (Tips On Using UW) - Step2lashaNo ratings yet
- Thin Film Composite Reverse Osmosis MembranesDocument42 pagesThin Film Composite Reverse Osmosis MembranesGunay Tekkale100% (1)
- Diploma in Business: Assignment BriefDocument10 pagesDiploma in Business: Assignment Brief陈肇远No ratings yet
- Hexply 8552: Mid-Toughened, High Strength, Damage-Resistant, Structural Epoxy MatrixDocument6 pagesHexply 8552: Mid-Toughened, High Strength, Damage-Resistant, Structural Epoxy MatrixshaxahNo ratings yet
- Assignment For InterviewDocument34 pagesAssignment For InterviewBurugolla RaviNo ratings yet
- Reactivity Series Homework Worksheet LADocument4 pagesReactivity Series Homework Worksheet LAkevinzhao704No ratings yet
- Digital Business Strategy:: Harnessing Our Digital FutureDocument9 pagesDigital Business Strategy:: Harnessing Our Digital FutureAndyBarredaMoscosoNo ratings yet
- Kiosk Design & Construction CriteriaDocument33 pagesKiosk Design & Construction CriteriaAdson AlcantaraNo ratings yet