Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Osha 10-Hour Construction Industry: How To Use This Study GuideDocument39 pagesOsha 10-Hour Construction Industry: How To Use This Study GuideGabriel ParksNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Gross National Income Per Capita 2019, Atlas Method and PPPDocument4 pagesGross National Income Per Capita 2019, Atlas Method and PPPElisha WankogereNo ratings yet
- Credit Risk QuestionnaireDocument4 pagesCredit Risk QuestionnaireBhaumik Nayak100% (1)
- Indir SINUMERIK Ile Manuel Frezeleme PDFDocument140 pagesIndir SINUMERIK Ile Manuel Frezeleme PDFemir_delic2810No ratings yet
- EN - 840D SL - 5-Axis Training Manual - v26Document388 pagesEN - 840D SL - 5-Axis Training Manual - v26emir_delic2810No ratings yet
- SIEMENS Sinumerik 802D MillingDocument459 pagesSIEMENS Sinumerik 802D Millingemir_delic2810No ratings yet
- Manual3 PDFDocument8 pagesManual3 PDFemir_delic2810No ratings yet
- A Micro Tesla Turbine For Power GenerationDocument4 pagesA Micro Tesla Turbine For Power Generationemir_delic2810No ratings yet
- Experimental Investigation of Tesla Turbine and ItsDocument3 pagesExperimental Investigation of Tesla Turbine and Itsemir_delic2810No ratings yet
- 06 Iitkg GNKDocument40 pages06 Iitkg GNKemir_delic2810No ratings yet
- Design and Computational Analysis of 1 KW TeslaDocument5 pagesDesign and Computational Analysis of 1 KW Teslaemir_delic2810No ratings yet
- InventorCAM 2012 Turning Training Course WebDocument170 pagesInventorCAM 2012 Turning Training Course WebAnwar SitanggangNo ratings yet
- 808D OP Turning 0113 en PDFDocument118 pages808D OP Turning 0113 en PDFemir_delic2810100% (1)
- SolidCAM 2015 Imachining Getting Started PDFDocument39 pagesSolidCAM 2015 Imachining Getting Started PDFemir_delic2810No ratings yet
- ProjectDocument61 pagesProjectgoodvijay143No ratings yet
- I-765 Online Filing Instructions - FINALDocument13 pagesI-765 Online Filing Instructions - FINALTrân LêNo ratings yet
- PowerEdge T440 Spec SheetDocument2 pagesPowerEdge T440 Spec SheetBa VuVanNo ratings yet
- EAP-1-Agriculture (Reading Materials)Document14 pagesEAP-1-Agriculture (Reading Materials)Tessa Putri DeniaNo ratings yet
- Update Stuck PO StatusDocument3 pagesUpdate Stuck PO StatusKCSNo ratings yet
- ADR Nego PlanDocument4 pagesADR Nego PlanDeeshaNo ratings yet
- Walmart SWOT Analysis 2019 - SWOT Analysis of Walmart - Business Strategy HubDocument15 pagesWalmart SWOT Analysis 2019 - SWOT Analysis of Walmart - Business Strategy HubFUNTV5No ratings yet
- American Option PricingDocument12 pagesAmerican Option PricingsatyaNo ratings yet
- GOLDEN TERRY ProfileDocument15 pagesGOLDEN TERRY ProfileMuru GanNo ratings yet
- Moy Ya Lim Yao DIGEST, Angelique AquinoDocument2 pagesMoy Ya Lim Yao DIGEST, Angelique AquinoAngeliqueAquinoNo ratings yet
- 003 PDF CRUX Negotiable Instruments Act 1881 Lecture 2 English HDocument33 pages003 PDF CRUX Negotiable Instruments Act 1881 Lecture 2 English Hcricketprediction8271No ratings yet
- Budget Choux EkondjeDocument4 pagesBudget Choux EkondjePikol WeladjiNo ratings yet
- Omml 0416 19Document14 pagesOmml 0416 19ahmed nasserNo ratings yet
- Name: Aldrich Fernandes Roll No: 06 Subject: Business Ethics and Corporate Governance Purpose: Assignment On Question & AnswersDocument5 pagesName: Aldrich Fernandes Roll No: 06 Subject: Business Ethics and Corporate Governance Purpose: Assignment On Question & AnswersAldrich FernandesNo ratings yet
- VTP Version 3: Solution GuideDocument29 pagesVTP Version 3: Solution Guidejnichols1009No ratings yet
- Sliding Mode Controller Design For Controlling The Speed of A DC MotorDocument5 pagesSliding Mode Controller Design For Controlling The Speed of A DC Motorbokic88No ratings yet
- Literature Review Empirical ResearchDocument4 pagesLiterature Review Empirical Researchaflssjrda100% (1)
- PayslipDocument2 pagesPaysliprajdeep singhNo ratings yet
- Understanding Price Action Practical Analysis of The 5 Minute Time Frame Full ChapterDocument41 pagesUnderstanding Price Action Practical Analysis of The 5 Minute Time Frame Full Chapterjoseph.chavez825100% (29)
- LG 32lg3000 Chassis Ld84a LCD TV SMDocument26 pagesLG 32lg3000 Chassis Ld84a LCD TV SMEmma FrostNo ratings yet
- NCOER GuideDocument34 pagesNCOER GuideSteve RichardsNo ratings yet
- Catalogue Esconylescoflex PDFDocument8 pagesCatalogue Esconylescoflex PDFTEIUSANUNo ratings yet
- UN-III SPO2 ModuleDocument5 pagesUN-III SPO2 ModuleSergio JoaoNo ratings yet
- Mangaliag Vs Catubig-PastoralDocument2 pagesMangaliag Vs Catubig-PastoralPauline LicaycayNo ratings yet
- Ibps Po Mains 2019 SolutionsDocument16 pagesIbps Po Mains 2019 SolutionssampleNo ratings yet
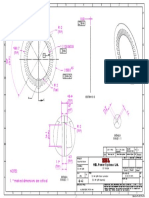
- 5.5 KW SyRM Stator Lamination - 8 02 67 0015 - R00Document1 page5.5 KW SyRM Stator Lamination - 8 02 67 0015 - R00rakesh bardepurNo ratings yet
- C9 Nazism+and+the+Rise+of+Hitler+ S1Document49 pagesC9 Nazism+and+the+Rise+of+Hitler+ S1raj kumarNo ratings yet