Download as pdf or txt
You might also like
- SAF-03 Plant BuildingsDocument19 pagesSAF-03 Plant Buildingsluke100% (2)
- R.C. Combined Footings For Two R.C. Columns Subjected To Vertical Load & Moments by Working Stress Method As Per Is:456-2000Document4 pagesR.C. Combined Footings For Two R.C. Columns Subjected To Vertical Load & Moments by Working Stress Method As Per Is:456-2000Bhaumik RathodNo ratings yet
- Throughput Accounting The Theory of Constraints (TOC)Document4 pagesThroughput Accounting The Theory of Constraints (TOC)Bea ChristineNo ratings yet
- Creating The Lean Car DealerDocument52 pagesCreating The Lean Car DealerMahadiMohdDinNo ratings yet
- Baseplate Design AiscDocument20 pagesBaseplate Design AiscShamim Ahsan ZuberyNo ratings yet
- By: Eki Team April, 2015Document81 pagesBy: Eki Team April, 2015boja100% (2)
- Toyota Production System LeanDocument96 pagesToyota Production System LeanRitessh DevarmaniNo ratings yet
- Muda 2Document80 pagesMuda 2martha asfawNo ratings yet
- Muda 2Document161 pagesMuda 2gmnatigizawNo ratings yet
- Final - Final Tps ManagmentDocument153 pagesFinal - Final Tps ManagmentgebrekidanNo ratings yet
- MudaDocument109 pagesMudaAbraha Gebrekidan67% (3)
- (1A) 3M, 5S, & Roll of Supr. 1 Slide 1 To 10Document10 pages(1A) 3M, 5S, & Roll of Supr. 1 Slide 1 To 10L Mahender ReddyNo ratings yet
- Waste EliminationDocument31 pagesWaste Eliminationaarun01No ratings yet
- 3M Presentation 1700171808Document11 pages3M Presentation 1700171808Mostafa EssamNo ratings yet
- Asset-V1 TUMx+QPLS3x+2T2018a+type@asset+block@QPLS3X 1-4 MuraMuriMuda Woolfrey Part2 PDFDocument8 pagesAsset-V1 TUMx+QPLS3x+2T2018a+type@asset+block@QPLS3X 1-4 MuraMuriMuda Woolfrey Part2 PDFChristianNo ratings yet
- APO E Learning Integrating Lean MFG System With Ind 4.0 Concept (Module 3)Document41 pagesAPO E Learning Integrating Lean MFG System With Ind 4.0 Concept (Module 3)AnkurNo ratings yet
- The Journey To Lean Transforming The Organization: Getting Leaner-Getting Results Lessons in Leadership SeriesDocument18 pagesThe Journey To Lean Transforming The Organization: Getting Leaner-Getting Results Lessons in Leadership SeriesRashi MaheshwariNo ratings yet
- Elimination of Muda, Muri & MuraDocument12 pagesElimination of Muda, Muri & MuraAjay KumarNo ratings yet
- 3MDocument34 pages3MjamilvoraNo ratings yet
- Welcome To Lean Principles: The Training ProgramDocument68 pagesWelcome To Lean Principles: The Training ProgramshreenathNo ratings yet
- Muda AdDocument25 pagesMuda AdDawit g/kidanNo ratings yet
- MUDA (Kaizen Basics Medical) - 28-1Document119 pagesMUDA (Kaizen Basics Medical) - 28-1kalid MohammedNo ratings yet
- Muri Mura MudaDocument21 pagesMuri Mura MudaRonak Parmar100% (1)
- Muda Mura MuriDocument11 pagesMuda Mura MurianayochukwuNo ratings yet
- Just in Time (Jit) : S.Y.B.M.S ADocument15 pagesJust in Time (Jit) : S.Y.B.M.S Ashrenik_28No ratings yet
- Muda, Mura, Muri: #KME - LessonsDocument3 pagesMuda, Mura, Muri: #KME - LessonsELSAYED KhalfNo ratings yet
- Unit Iv CMSDocument43 pagesUnit Iv CMSsuganthNo ratings yet
- Chapter 1 Introduction To Lean ManufacturingDocument37 pagesChapter 1 Introduction To Lean Manufacturingelin chanNo ratings yet
- LEAN - A Competitive Edge For Business ImprovementDocument20 pagesLEAN - A Competitive Edge For Business ImprovementashwinshettymNo ratings yet
- Continual Improvement: Improving With People IdeasDocument52 pagesContinual Improvement: Improving With People IdeasDamodaran Rajanayagam100% (1)
- A Report On New Product - Jute ShoppingDocument12 pagesA Report On New Product - Jute Shoppingshaila islamNo ratings yet
- 1 Introduction To Mining Equipment ManagementDocument40 pages1 Introduction To Mining Equipment ManagementHenry Sullca Ccorahua100% (1)
- SCORE Productivity Training Addis Ababa, Ethiopia: - Sustaining Competitive and Responsible EnterprisesDocument107 pagesSCORE Productivity Training Addis Ababa, Ethiopia: - Sustaining Competitive and Responsible EnterprisesAweke ZewduNo ratings yet
- Truck 40 T Capacity Physical Development Parameters Parameter MeasurementDocument4 pagesTruck 40 T Capacity Physical Development Parameters Parameter MeasurementEdson Ronaldo SUSANIBAR PRUDENCIONo ratings yet
- 5 Impact of Defects - Measuring Defect LevelsDocument15 pages5 Impact of Defects - Measuring Defect LevelsDiego Felipe PeñaNo ratings yet
- Pricing AmitKDocument11 pagesPricing AmitKAamir BootwalaNo ratings yet
- Cost Accounting, Contract Costing, Transfer Pricing, Responsible Accounting, Target CostingDocument33 pagesCost Accounting, Contract Costing, Transfer Pricing, Responsible Accounting, Target Costinggaurang1111No ratings yet
- M-4 Chap. 4 OMTQM MidtermsDocument11 pagesM-4 Chap. 4 OMTQM MidtermsGelayieNo ratings yet
- 3 MuDocument4 pages3 MuEndi KustamsiNo ratings yet
- Muda Muri Mura: Manikandan.C Cinish P Abraham Vipul KotadiaDocument33 pagesMuda Muri Mura: Manikandan.C Cinish P Abraham Vipul Kotadiaabhijit bhattacherjeENo ratings yet
- Session 02Document14 pagesSession 02kunal.nhidclNo ratings yet
- Lean Manufacturing Wastes Mura Muri and Muda PDF FreeDocument27 pagesLean Manufacturing Wastes Mura Muri and Muda PDF FreeKhronan zuvraNo ratings yet
- 02 Introduction To Lean ThinkingDocument25 pages02 Introduction To Lean ThinkingMahmoud El-SherbinyNo ratings yet
- Level 3 MudaDocument100 pagesLevel 3 Mudayirgalemle ayeNo ratings yet
- 10.chapter 10 O TPM PDFDocument38 pages10.chapter 10 O TPM PDFNARENDER SINGHNo ratings yet
- UD01-Modelo de Gestión Del Equipo Pesado-2019-2Document20 pagesUD01-Modelo de Gestión Del Equipo Pesado-2019-2gilmer flores mamaniNo ratings yet
- Lean Manufacturing: ObjectiveDocument26 pagesLean Manufacturing: Objectivegokul sNo ratings yet
- Optimization of Waste Collection and TransportDocument11 pagesOptimization of Waste Collection and TransportcoutohahaNo ratings yet
- CH 03-Lean Six SigmaDocument43 pagesCH 03-Lean Six SigmaMaishaNo ratings yet
- SUMSEM-2021-22 MEE1014 TH VL2021220701509 Reference Material I 23-07-2022 ProductivityDocument63 pagesSUMSEM-2021-22 MEE1014 TH VL2021220701509 Reference Material I 23-07-2022 ProductivitySai gokulNo ratings yet
- Labour Cost: Lecture Delivered By: Kumar Arijit (Asst. Professor - Management), Doon Business School, DehradunDocument19 pagesLabour Cost: Lecture Delivered By: Kumar Arijit (Asst. Professor - Management), Doon Business School, DehradunSubham ChakrabortyNo ratings yet
- 2 Value & Waste OverviewDocument21 pages2 Value & Waste Overviewالبراء عسيريNo ratings yet
- Lecture 2 Operations ManagementDocument18 pagesLecture 2 Operations ManagementTariq ShamsNo ratings yet
- Scarcity, Work, and Choice: Reading Sections 3.1-3.6 & Sections 3.8Document29 pagesScarcity, Work, and Choice: Reading Sections 3.1-3.6 & Sections 3.8Hen chuyen xemNo ratings yet
- Lec1 IntroductionDocument42 pagesLec1 IntroductionIrtiza IslamNo ratings yet
- Productivity Improvement: Production Control Department Training GroupDocument6 pagesProductivity Improvement: Production Control Department Training GroupMuhammad Zeshan RazaNo ratings yet
- Chapter 2 Cost of QualityDocument31 pagesChapter 2 Cost of QualityArvin RajNo ratings yet
- Lean Chapter 3Document25 pagesLean Chapter 3WinterMist11No ratings yet
- 3mu - Muda, Mura, MuriDocument2 pages3mu - Muda, Mura, MuriSandesh PotdarNo ratings yet
- JIT - Vol 2 - WastologyDocument73 pagesJIT - Vol 2 - WastologyAnkit RanjanNo ratings yet
- Process Analysis: Introduction / The Three MeasuresDocument47 pagesProcess Analysis: Introduction / The Three MeasuresRohitNo ratings yet
- Om - 5Document15 pagesOm - 5DevanshiNo ratings yet
- Identifying Mura-Muri-Muda in the Manufacturing Stream: Toyota Production System ConceptsFrom EverandIdentifying Mura-Muri-Muda in the Manufacturing Stream: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Crane Rails DIN536Document1 pageCrane Rails DIN536civil27No ratings yet
- Wall Putty FinishingDocument2 pagesWall Putty FinishingAnonymous Qm0zbNkNo ratings yet
- Types of BuildingsDocument26 pagesTypes of BuildingsSri HarshaNo ratings yet
- Center Pompidou PDFDocument8 pagesCenter Pompidou PDFTHE BEST GAMERNo ratings yet
- Design of Rectangular FootingDocument19 pagesDesign of Rectangular FootingAbdul Rasheed75% (4)
- Sustainable Plannong and Architecture-Assignment 3Document5 pagesSustainable Plannong and Architecture-Assignment 3AditiNo ratings yet
- Notes Table Showing Dimensions & Details of RCC Slab For Different Septic TanksDocument1 pageNotes Table Showing Dimensions & Details of RCC Slab For Different Septic TanksFebi CNo ratings yet
- Summative Assessment 2 Industrial Revolution (Architecture) Planning 2Document17 pagesSummative Assessment 2 Industrial Revolution (Architecture) Planning 2rodrigoNo ratings yet
- Lesson 3 - FrameworksOfABuildingDocument17 pagesLesson 3 - FrameworksOfABuildingROMNICK HANDAYANNo ratings yet
- BibliographyDocument4 pagesBibliographyᜎᜒᜌᜓᜈᜒᜎ᜔ ᜄ᜔ᜏᜇᜒᜈ᜔No ratings yet
- Minimum Top Reinforcement RaftDocument10 pagesMinimum Top Reinforcement RaftHIREN DESAINo ratings yet
- Nina Therese M. Fernandez 2 Storey Residence Tambak, New Washington, AklanDocument10 pagesNina Therese M. Fernandez 2 Storey Residence Tambak, New Washington, AklanJohn Remmel RogaNo ratings yet
- Architectural Character Aegean and GreekDocument5 pagesArchitectural Character Aegean and GreekClaire BarriosNo ratings yet
- Pta 2022Document2 pagesPta 2022KHANSA KHAIRUNNISANo ratings yet
- Civil Fiber Reinforced Concrete ReportDocument12 pagesCivil Fiber Reinforced Concrete ReportPANKAJ KUMAR BTechNo ratings yet
- Repairs in StructuresDocument2 pagesRepairs in Structuresruchira prathyushaNo ratings yet
- Retaining Wall DesignDocument12 pagesRetaining Wall DesignEwanNo ratings yet
- S 5 HandoutDocument122 pagesS 5 HandoutReaidNo ratings yet
- Civil Engineering Seminar Topics, LatestDocument2 pagesCivil Engineering Seminar Topics, LatestShine Kunnath100% (2)
- CAO/C Acting For and On Behalf of The President of India Invites E-Tenders Against Tender No CEC-BSP-21-22-07 Closing Date/TimeDocument20 pagesCAO/C Acting For and On Behalf of The President of India Invites E-Tenders Against Tender No CEC-BSP-21-22-07 Closing Date/TimeTapas GoyalNo ratings yet
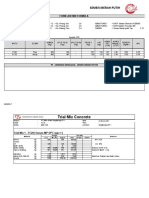
- Semen Merah Putih: Form Job Mix FormulaDocument21 pagesSemen Merah Putih: Form Job Mix FormulaMochamad Abdul Mu'thiNo ratings yet
- Slotted C Channel Catalogue CompressedDocument23 pagesSlotted C Channel Catalogue CompressedHamouda YaseenNo ratings yet
- 17-185 Salary-Guide Engineering AustraliaDocument4 pages17-185 Salary-Guide Engineering AustraliaAndi Priyo JatmikoNo ratings yet
- 02 CE134P-2 Section Properties of Hot Rolled Structural SteelDocument6 pages02 CE134P-2 Section Properties of Hot Rolled Structural SteelPzynae FlorentinoNo ratings yet
- Damp Prevention BuildingDocument14 pagesDamp Prevention BuildingTarekegnNo ratings yet
- Gothic ArchitectureDocument16 pagesGothic ArchitectureLegend MuhiiNo ratings yet
- Ancis ChurchDocument19 pagesAncis ChurchDheeshna DileepNo ratings yet