Download as pdf or txt
You might also like
- Ljevarstvo SkriptaDocument17 pagesLjevarstvo Skriptauglytruth07No ratings yet
- SFSB Diplomski Studij Ljevarstvo - SkriptaDocument18 pagesSFSB Diplomski Studij Ljevarstvo - SkriptadraganNo ratings yet
- Alat Za Probijanje I ProsijecanjeDocument12 pagesAlat Za Probijanje I Prosijecanjemarkokoc100% (1)
- РЕНДИСАЉКАDocument30 pagesРЕНДИСАЉКАDragana VicentijevicNo ratings yet
- Nisko Tlačno Lijevanje AlSi11 LegureDocument36 pagesNisko Tlačno Lijevanje AlSi11 LegureVanja ŠuicaNo ratings yet
- Osnove Tehnologije - OOČ, OMD I Lijevanje (1.kolokvij-Predavanja)Document30 pagesOsnove Tehnologije - OOČ, OMD I Lijevanje (1.kolokvij-Predavanja)damjansbNo ratings yet
- Materijali Za Rezne AlateDocument12 pagesMaterijali Za Rezne AlateAmira Hrvić100% (1)
- Tema-2 Ljevanje-Osnove Tehnologije-Trajne FormeDocument32 pagesTema-2 Ljevanje-Osnove Tehnologije-Trajne FormeTamaraNo ratings yet
- LijevanjeDocument21 pagesLijevanjeOmer AlijagicNo ratings yet
- Lijevanje U Pješčani KalupDocument13 pagesLijevanje U Pješčani KalupHscWow12100% (1)
- Ljevarstvo - PostupciDocument93 pagesLjevarstvo - PostupciTP2411No ratings yet
- Ljevarstvo - 1.dioDocument6 pagesLjevarstvo - 1.dioIvan PanićNo ratings yet
- Livenje U PijesakDocument7 pagesLivenje U Pijesakmark knopflerNo ratings yet
- Livenje - Ponavljanje I Sistematizacija GradivaDocument31 pagesLivenje - Ponavljanje I Sistematizacija GradivaAjnaNo ratings yet
- Skripta K1Document34 pagesSkripta K1Josip BriškiNo ratings yet
- Tema-1 Ljevanje-Osnove Tehnologije-Jednokratne FormeDocument30 pagesTema-1 Ljevanje-Osnove Tehnologije-Jednokratne FormeTamaraNo ratings yet
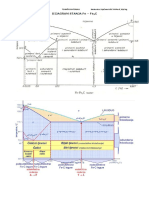
- DIJAGRAM STANJA ZELJEZO Fe3C PDFDocument3 pagesDIJAGRAM STANJA ZELJEZO Fe3C PDFHari MerdicNo ratings yet
- Maturski (Alati Za Livenje) Armin AlijagićDocument26 pagesMaturski (Alati Za Livenje) Armin AlijagićArmin Alijagic100% (1)
- Površinsko Otvrdnjavanje Čelika LaseromDocument15 pagesPovršinsko Otvrdnjavanje Čelika LaseromAdo1999No ratings yet
- Kombinirani Postupci Obrade Odvajanjem ČesticaDocument40 pagesKombinirani Postupci Obrade Odvajanjem Česticaacid.magicNo ratings yet
- Kalupne LinijeDocument20 pagesKalupne LinijeNatalia PekNo ratings yet
- Razvoj ProizvodaaDocument9 pagesRazvoj ProizvodaaMuhamedDžihićNo ratings yet
- Obrada Odvajanjem CesticaDocument1 pageObrada Odvajanjem CesticaBruno MandićNo ratings yet
- Osnove Tehnologije LijevanjaDocument118 pagesOsnove Tehnologije Lijevanjakontejner14100% (5)
- Tehnološki Postupci IIDocument26 pagesTehnološki Postupci IIselmircNo ratings yet
- Alati Za Izradu ZupčanikaDocument16 pagesAlati Za Izradu ZupčanikaMuhammed ImamovićNo ratings yet
- Difuziono ZavarivanjeDocument12 pagesDifuziono ZavarivanjeNedret BajramovicNo ratings yet
- Plasticna Obradba Metala PDFDocument31 pagesPlasticna Obradba Metala PDFkenan100% (1)
- 2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Document18 pages2D Oblikovanje Savijanje I Rezanje Limova - Tema 3Tamara100% (1)
- Pogonski StrojeviDocument16 pagesPogonski StrojevihikmetNo ratings yet
- Zavarivanje III 1 - 60 2011Document539 pagesZavarivanje III 1 - 60 2011Ali AvdicNo ratings yet
- Hidraulika I PneumatikaDocument8 pagesHidraulika I PneumatikaHasic AlenNo ratings yet
- Obrada BusenjemDocument15 pagesObrada BusenjemMilan ApostolovicNo ratings yet
- II MT PraksaDocument2 pagesII MT PraksaSmajil MujkićNo ratings yet
- Graficki Rad LivenjeDocument26 pagesGraficki Rad LivenjeMuchi HadzicNo ratings yet
- GRECANJEDocument8 pagesGRECANJEErnad SisicNo ratings yet
- VUKA Ljevarstvo 2014Document117 pagesVUKA Ljevarstvo 2014Matej GalešićNo ratings yet
- Tehnicki Materijali - 3Document88 pagesTehnicki Materijali - 3Ivan TrubeljaNo ratings yet
- SavijanjeDocument32 pagesSavijanjeVeronica HansonNo ratings yet
- Ljevarstvo, Prezenzaticija. FSB ZagrebDocument63 pagesLjevarstvo, Prezenzaticija. FSB Zagrebkokolo100% (1)
- NavarivanjeDocument7 pagesNavarivanjeIvica MilosevskiNo ratings yet
- Izrada ZupčanikaDocument6 pagesIzrada ZupčanikaElmedin SabicNo ratings yet
- Projektiranje TehnologijaDocument7 pagesProjektiranje TehnologijaDenis Drljepan-MihociNo ratings yet
- 57 Obrada TesterisanjemDocument6 pages57 Obrada TesterisanjemSmetell MinecraftNo ratings yet
- 1 - SKRIPTA Obradni SistemiDocument57 pages1 - SKRIPTA Obradni SistemiAlmin ZecNo ratings yet
- Nove Proizvodne Tehnologije - OMDDocument50 pagesNove Proizvodne Tehnologije - OMDKajtebrigaNo ratings yet
- Toplinska ObradaDocument19 pagesToplinska ObradaIvan Croatia100% (1)
- Primjena GT Koncepta U Obradi ValjanjemDocument24 pagesPrimjena GT Koncepta U Obradi ValjanjemAmel Alispahic100% (1)
- Alati Za OdsjecanjeDocument4 pagesAlati Za OdsjecanjeFilip KrsnikNo ratings yet
- LJEVARSTVO - Pitanja I Odg.Document2 pagesLJEVARSTVO - Pitanja I Odg.tvr2233100% (1)
- Zavarivanje Elektronskim SnopomDocument14 pagesZavarivanje Elektronskim SnopomMSc Kostic Milos0% (1)
- LjevarstvoDocument13 pagesLjevarstvodarkkashya100% (1)
- Naučite Ukrajinski - Brzo / Lako / Učinkovito: 2000 ključnih vokabularaFrom EverandNaučite Ukrajinski - Brzo / Lako / Učinkovito: 2000 ključnih vokabularaNo ratings yet
- LivenjeDocument12 pagesLivenjeIsakNo ratings yet
- Lijevanje - PrirucnikDocument39 pagesLijevanje - PrirucnikMarko IvančićNo ratings yet
- LjevarstvoDocument10 pagesLjevarstvoNačelnikŁepiGljivadinNo ratings yet
- Osnove LijevanjaDocument38 pagesOsnove LijevanjaEdward Pongrac100% (1)
- Lijevanje PDFDocument38 pagesLijevanje PDFZimekNo ratings yet
- Odabir Primarnog Procesa HALEVI MetodaDocument20 pagesOdabir Primarnog Procesa HALEVI MetodaJohan JR KennedyNo ratings yet