
Flotation of Copper Ore in A Pneumatic Flotation Cell
Flotation of Copper Ore in A Pneumatic Flotation Cell
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- N-10012-4-OPM-1401-0 Operation and Maintenace Manual Distillation Section PDFDocument105 pagesN-10012-4-OPM-1401-0 Operation and Maintenace Manual Distillation Section PDFmario feuillade100% (4)
- NSR Factors Calculation ExampleDocument9 pagesNSR Factors Calculation ExampleRolando QuispeNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced ModelingKwangsjung100% (1)
- Ball Mill Inspection ProcedureDocument28 pagesBall Mill Inspection ProcedureRolando Quispe100% (6)
- Calculating D50Document1 pageCalculating D50Rolando QuispeNo ratings yet
- Crushsim OpenDocument124 pagesCrushsim OpenRolando QuispeNo ratings yet
- Scope:: About The Screensim - Single Spreadsheet ..Document2 pagesScope:: About The Screensim - Single Spreadsheet ..Rolando QuispeNo ratings yet
- BallParam OpenDocument14 pagesBallParam OpenAlejandro VegaNo ratings yet
- Fuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Document3 pagesFuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Rolando QuispeNo ratings yet
- Crushparam OpenDocument119 pagesCrushparam OpenRolando QuispeNo ratings yet
- Mill Power SAG MillsDocument5 pagesMill Power SAG MillsRolando QuispeNo ratings yet
- Cyclosim SingleDocument10 pagesCyclosim SingleRolando QuispeNo ratings yet
- Mediacharge TrajectoriesDocument8 pagesMediacharge TrajectoriesRolando QuispeNo ratings yet
- 17-04 Back Pressure PDFDocument9 pages17-04 Back Pressure PDFJoyNo ratings yet
- Separation ProcessesDocument62 pagesSeparation ProcessesJaguar KingNo ratings yet
- S2 CHE2203 Introduction To Fluid TransportDocument10 pagesS2 CHE2203 Introduction To Fluid TransportKing Antonio AbellaNo ratings yet
- Types of Cooling Towers & Ponds: Made byDocument24 pagesTypes of Cooling Towers & Ponds: Made byYash DalsaniaNo ratings yet
- Membrane Technology: A Presentation OnDocument128 pagesMembrane Technology: A Presentation OnGopi KrishNo ratings yet
- Bemil, Jared C. Bsce 2-A Plate No.1Document3 pagesBemil, Jared C. Bsce 2-A Plate No.1jaredNo ratings yet
- Primary & Secondary LoopsDocument33 pagesPrimary & Secondary LoopsQOBITNo ratings yet
- 05 Artificial LiftDocument83 pages05 Artificial LiftPaoloPinard100% (1)
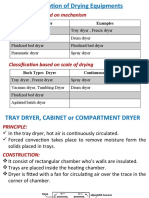
- Classification Based On Mechanism: Types of Dryer ExamplesDocument19 pagesClassification Based On Mechanism: Types of Dryer ExamplesTeenaNo ratings yet
- Amims G 3104 - 4Document31 pagesAmims G 3104 - 4wangkai01.sneiNo ratings yet
- ScheduledMaintenance RefrigerationandHVACEquipmentDocument9 pagesScheduledMaintenance RefrigerationandHVACEquipmenthjduarte100% (1)
- LN Meb 4Document18 pagesLN Meb 4Siti Noranisa hidayahNo ratings yet
- Specification: Duct SDocument1 pageSpecification: Duct SSoporte TécnicoNo ratings yet
- TML 10 DDocument2 pagesTML 10 DMuhammad FikriansyahNo ratings yet
- TY CET - Open Ended Assignment (Mid-Sem)Document3 pagesTY CET - Open Ended Assignment (Mid-Sem)yaseen sheikhNo ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- Engineering Physics Heat TransferDocument5 pagesEngineering Physics Heat TransferUKNXNo ratings yet
- Principles and Practice of Cleaning in PlaceDocument41 pagesPrinciples and Practice of Cleaning in Placespidermk007100% (3)
- T.E Chemical PDFDocument40 pagesT.E Chemical PDFAxone EstradaNo ratings yet
- Sandale IPS PE 3408 4710 Pipe ChartDocument2 pagesSandale IPS PE 3408 4710 Pipe ChartMarco Antonio Carrillo FalconNo ratings yet
- Valvula de Succion CK-2Document4 pagesValvula de Succion CK-2Ramon BriceñoNo ratings yet
- NEHA Mechanical Properties BiomaterialsDocument19 pagesNEHA Mechanical Properties BiomaterialsRavishanker BaligaNo ratings yet
- OQ AVL-ValvesDocument3 pagesOQ AVL-ValvesMDhana SekarNo ratings yet
- SPE 168069 Study of Polyacrylamide/Cr (III) Hydrogels For Conformance Control in Injection Wells To Enhance Chemical Flooding ProcessDocument11 pagesSPE 168069 Study of Polyacrylamide/Cr (III) Hydrogels For Conformance Control in Injection Wells To Enhance Chemical Flooding ProcessLeopold Roj DomNo ratings yet
- RHEP-Hydraulics of Diversion TunnelDocument10 pagesRHEP-Hydraulics of Diversion Tunneljp444No ratings yet
- Chapter 11 - Fluid MechanicsDocument129 pagesChapter 11 - Fluid MechanicsWaw0% (1)
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument7 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentRizky AnandaNo ratings yet
- FluidsDocument510 pagesFluidsAbhijit DasNo ratings yet
















































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- N-10012-4-OPM-1401-0 Operation and Maintenace Manual Distillation Section PDFDocument105 pagesN-10012-4-OPM-1401-0 Operation and Maintenace Manual Distillation Section PDFmario feuillade100% (4)
- NSR Factors Calculation ExampleDocument9 pagesNSR Factors Calculation ExampleRolando QuispeNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced ModelingKwangsjung100% (1)
- Ball Mill Inspection ProcedureDocument28 pagesBall Mill Inspection ProcedureRolando Quispe100% (6)
- Calculating D50Document1 pageCalculating D50Rolando QuispeNo ratings yet
- Crushsim OpenDocument124 pagesCrushsim OpenRolando QuispeNo ratings yet
- Scope:: About The Screensim - Single Spreadsheet ..Document2 pagesScope:: About The Screensim - Single Spreadsheet ..Rolando QuispeNo ratings yet
- BallParam OpenDocument14 pagesBallParam OpenAlejandro VegaNo ratings yet
- Fuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Document3 pagesFuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Rolando QuispeNo ratings yet
- Crushparam OpenDocument119 pagesCrushparam OpenRolando QuispeNo ratings yet
- Mill Power SAG MillsDocument5 pagesMill Power SAG MillsRolando QuispeNo ratings yet
- Cyclosim SingleDocument10 pagesCyclosim SingleRolando QuispeNo ratings yet
- Mediacharge TrajectoriesDocument8 pagesMediacharge TrajectoriesRolando QuispeNo ratings yet
- 17-04 Back Pressure PDFDocument9 pages17-04 Back Pressure PDFJoyNo ratings yet
- Separation ProcessesDocument62 pagesSeparation ProcessesJaguar KingNo ratings yet
- S2 CHE2203 Introduction To Fluid TransportDocument10 pagesS2 CHE2203 Introduction To Fluid TransportKing Antonio AbellaNo ratings yet
- Types of Cooling Towers & Ponds: Made byDocument24 pagesTypes of Cooling Towers & Ponds: Made byYash DalsaniaNo ratings yet
- Membrane Technology: A Presentation OnDocument128 pagesMembrane Technology: A Presentation OnGopi KrishNo ratings yet
- Bemil, Jared C. Bsce 2-A Plate No.1Document3 pagesBemil, Jared C. Bsce 2-A Plate No.1jaredNo ratings yet
- Primary & Secondary LoopsDocument33 pagesPrimary & Secondary LoopsQOBITNo ratings yet
- 05 Artificial LiftDocument83 pages05 Artificial LiftPaoloPinard100% (1)
- Classification Based On Mechanism: Types of Dryer ExamplesDocument19 pagesClassification Based On Mechanism: Types of Dryer ExamplesTeenaNo ratings yet
- Amims G 3104 - 4Document31 pagesAmims G 3104 - 4wangkai01.sneiNo ratings yet
- ScheduledMaintenance RefrigerationandHVACEquipmentDocument9 pagesScheduledMaintenance RefrigerationandHVACEquipmenthjduarte100% (1)
- LN Meb 4Document18 pagesLN Meb 4Siti Noranisa hidayahNo ratings yet
- Specification: Duct SDocument1 pageSpecification: Duct SSoporte TécnicoNo ratings yet
- TML 10 DDocument2 pagesTML 10 DMuhammad FikriansyahNo ratings yet
- TY CET - Open Ended Assignment (Mid-Sem)Document3 pagesTY CET - Open Ended Assignment (Mid-Sem)yaseen sheikhNo ratings yet
- A Practical Method To Predict Performance Curves of Centrifugal Water PumpsDocument6 pagesA Practical Method To Predict Performance Curves of Centrifugal Water Pumps1940LaSalleNo ratings yet
- Engineering Physics Heat TransferDocument5 pagesEngineering Physics Heat TransferUKNXNo ratings yet
- Principles and Practice of Cleaning in PlaceDocument41 pagesPrinciples and Practice of Cleaning in Placespidermk007100% (3)
- T.E Chemical PDFDocument40 pagesT.E Chemical PDFAxone EstradaNo ratings yet
- Sandale IPS PE 3408 4710 Pipe ChartDocument2 pagesSandale IPS PE 3408 4710 Pipe ChartMarco Antonio Carrillo FalconNo ratings yet
- Valvula de Succion CK-2Document4 pagesValvula de Succion CK-2Ramon BriceñoNo ratings yet
- NEHA Mechanical Properties BiomaterialsDocument19 pagesNEHA Mechanical Properties BiomaterialsRavishanker BaligaNo ratings yet
- OQ AVL-ValvesDocument3 pagesOQ AVL-ValvesMDhana SekarNo ratings yet
- SPE 168069 Study of Polyacrylamide/Cr (III) Hydrogels For Conformance Control in Injection Wells To Enhance Chemical Flooding ProcessDocument11 pagesSPE 168069 Study of Polyacrylamide/Cr (III) Hydrogels For Conformance Control in Injection Wells To Enhance Chemical Flooding ProcessLeopold Roj DomNo ratings yet
- RHEP-Hydraulics of Diversion TunnelDocument10 pagesRHEP-Hydraulics of Diversion Tunneljp444No ratings yet
- Chapter 11 - Fluid MechanicsDocument129 pagesChapter 11 - Fluid MechanicsWaw0% (1)
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument7 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentRizky AnandaNo ratings yet
- FluidsDocument510 pagesFluidsAbhijit DasNo ratings yet