Download as pdf or txt
You might also like
- Lubricants in Industrial Gears: Ath Lubrication Plash Lubrication Rease Lubrication Ressure Feed LubricationDocument9 pagesLubricants in Industrial Gears: Ath Lubrication Plash Lubrication Rease Lubrication Ressure Feed LubricationRaphael LinoNo ratings yet
- ANSI/AGMA 2009-B01. Reaffirmed March 2014.: ISBN: 1-55589-926-4 Pages: 23Document1 pageANSI/AGMA 2009-B01. Reaffirmed March 2014.: ISBN: 1-55589-926-4 Pages: 23gioNo ratings yet
- Pub Role Additives v4 LODocument20 pagesPub Role Additives v4 LOTudor RatiuNo ratings yet
- Lubrication & Lubrication SystemsDocument21 pagesLubrication & Lubrication Systemss_mohankumarNo ratings yet
- A Lubricant Is A Substance Introduced To Reduce Friction Between Moving SurfacesDocument5 pagesA Lubricant Is A Substance Introduced To Reduce Friction Between Moving SurfacesMudasar JavedNo ratings yet
- What You Need To Know When Selecting Gear OilsDocument5 pagesWhat You Need To Know When Selecting Gear OilsmarciofelipessantosNo ratings yet
- A Comprehensive Solution For Extreme and Specialty ApplicationsDocument7 pagesA Comprehensive Solution For Extreme and Specialty ApplicationsAmjedNo ratings yet
- Engine Oil Additive Technology Summary.Document4 pagesEngine Oil Additive Technology Summary.Adid PunyaNo ratings yet
- A Guide To Grease Thickeners - Twin Specialties CorpDocument7 pagesA Guide To Grease Thickeners - Twin Specialties Corpbelkarroub mouradNo ratings yet
- Shell - Lubricants - Product Data GuideDocument20 pagesShell - Lubricants - Product Data GuideRolando DaclanNo ratings yet
- Recommendation Brake FluidsDocument19 pagesRecommendation Brake FluidsAbe Kob100% (1)
- Metal Working Fluid ComponentsDocument19 pagesMetal Working Fluid ComponentsteddydeNo ratings yet
- Cong Nghe San Xuat Dau Boi Tron PDFDocument239 pagesCong Nghe San Xuat Dau Boi Tron PDFMinh Hai RungNo ratings yet
- Shell Lubricants Tco Manufacturing PaperDocument13 pagesShell Lubricants Tco Manufacturing PaperNokiabhre WijayaNo ratings yet
- Lubricant Base Stocks: OutlineDocument23 pagesLubricant Base Stocks: OutlineJahmia Coralie100% (1)
- Lube-Tech: Lubricants For Wind TurbinesDocument6 pagesLube-Tech: Lubricants For Wind TurbinesMC ANo ratings yet
- Filtracion Lubricantes NuevosDocument100 pagesFiltracion Lubricantes NuevosHernan Andres GarciaNo ratings yet
- 12 Smallenginelubrication 1600616105116Document56 pages12 Smallenginelubrication 1600616105116maiatostiNo ratings yet
- Guidelines & DiagramsDocument20 pagesGuidelines & DiagramsVania BaradiNo ratings yet
- Viscosity and Viscosity ModifiersDocument37 pagesViscosity and Viscosity ModifiersmaiatostiNo ratings yet
- Lubricant BasestocksDocument37 pagesLubricant BasestocksmaiatostiNo ratings yet
- 100 Ways To Improve Your Lubrication ProgramDocument29 pages100 Ways To Improve Your Lubrication ProgramManne RajuNo ratings yet
- Hydraulic OilsDocument6 pagesHydraulic OilsGeorgina SuleNo ratings yet
- Grease Construction and FunctionDocument7 pagesGrease Construction and FunctionProphx BliziceNo ratings yet
- Lubs, Properties & TeatingDocument33 pagesLubs, Properties & Teatingjamesv52_743942786No ratings yet
- 06 Passenger Car Engine Oil 1600615748970Document32 pages06 Passenger Car Engine Oil 1600615748970maiatostiNo ratings yet
- Lubrication Oils and AdditivesDocument12 pagesLubrication Oils and AdditivesavciayNo ratings yet
- Global Industrial Gear Oil MarketDocument16 pagesGlobal Industrial Gear Oil MarketSanjay MatthewsNo ratings yet
- BROCHURE Premium Greases Guide TNRDocument7 pagesBROCHURE Premium Greases Guide TNRRezhaNo ratings yet
- 4 Additive Components NaDocument26 pages4 Additive Components NaJahmia Coralie100% (2)
- Lubrizol Additives Fact SheetDocument2 pagesLubrizol Additives Fact SheetDavid PomaNo ratings yet
- Lubrizol360 Webinar PPT Template - v2 - Evaluation of Performance Properties of Slideway Lubricants - Z124Document58 pagesLubrizol360 Webinar PPT Template - v2 - Evaluation of Performance Properties of Slideway Lubricants - Z124tiến thử huỳnhNo ratings yet
- The Most Common Worldwide-Were Introduced in The Early 1940s. Lithium Complex GreasesDocument14 pagesThe Most Common Worldwide-Were Introduced in The Early 1940s. Lithium Complex GreasesKiran DuggarajuNo ratings yet
- Lubrication TechnologyDocument3 pagesLubrication TechnologymaheshNo ratings yet
- Agricultural & Farming Chemicals - Suspension Concentrates - AzelisDocument8 pagesAgricultural & Farming Chemicals - Suspension Concentrates - AzelisAlfredo MéndezNo ratings yet
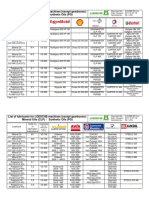
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Document8 pagesList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaNo ratings yet
- 3 - Syntetic Pocket GuideDocument9 pages3 - Syntetic Pocket GuideRay Cepeda MenaNo ratings yet
- STLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Document8 pagesSTLE ORG:BOK:LS:Additives:Boundary Lubricity Additives TLT Article Sept09Dr. Stan Wardel BA, MA, MChem, MBA, DPhil, DSc.No ratings yet
- 110 01309 01 Glycol Ether Formulation GuideDocument4 pages110 01309 01 Glycol Ether Formulation GuideAli MonefNo ratings yet
- How To Select Dispersing AgentsDocument11 pagesHow To Select Dispersing Agentsrndsb.aopNo ratings yet
- NLGI Grease GlossaryDocument15 pagesNLGI Grease GlossaryHenrique LeocádioNo ratings yet
- 2 Global Perspective On Base Oil Quality How It Affects Lube Specs JRosenbaum Chevron DAP Forum April 20 2010Document22 pages2 Global Perspective On Base Oil Quality How It Affects Lube Specs JRosenbaum Chevron DAP Forum April 20 2010Smriti Awasthi Trivedi100% (1)
- Viscosity Index Improvers and ThickenersDocument20 pagesViscosity Index Improvers and ThickenerskhilpatiNo ratings yet
- LO Analysis InterpretationDocument36 pagesLO Analysis InterpretationPatrick100% (1)
- Antiwear and Extrem Epressure Additives in Lubricants - Papay1998Document16 pagesAntiwear and Extrem Epressure Additives in Lubricants - Papay1998MATTHEWS HENRIQUE COTA ARAUJONo ratings yet
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Document46 pagesUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNo ratings yet
- Additive Market in IndiaDocument9 pagesAdditive Market in IndiaNasr MegahedNo ratings yet
- Viscosity ClassificationsDocument6 pagesViscosity ClassificationsDarmawan PutrantoNo ratings yet
- Base Fluids and Additives For Fire Resistand Hydraulic FluidsDocument8 pagesBase Fluids and Additives For Fire Resistand Hydraulic FluidseduardoaffreNo ratings yet
- 3.2, 3.3 and 3.4 Cutting FluidsDocument30 pages3.2, 3.3 and 3.4 Cutting FluidsTAMILARASAN MNo ratings yet
- Lubrizol 5161 - SN Booster - TDSDocument2 pagesLubrizol 5161 - SN Booster - TDSPranit More Arabian Petroleum LimitedNo ratings yet
- Hitec 410 MSDS en KatoenDocument11 pagesHitec 410 MSDS en KatoenkerasusNo ratings yet
- BPL Equiv Chart PDFDocument1 pageBPL Equiv Chart PDFmannajoe7No ratings yet
- Technical and Industrial Fibre ChemicalsDocument20 pagesTechnical and Industrial Fibre ChemicalsalejandroNo ratings yet
- Course: B.Tech. Subject: Engineering Chemistry Unit: III (A)Document25 pagesCourse: B.Tech. Subject: Engineering Chemistry Unit: III (A)sri aknth100% (1)
- INfineum - Acronyms and Industry Terms1599925728381Document20 pagesINfineum - Acronyms and Industry Terms1599925728381PedroNo ratings yet
- Lubrication GuideDocument28 pagesLubrication GuideVarun PineamaneniNo ratings yet
- 020 Apqp-3Document1 page020 Apqp-3smallik3No ratings yet
- APQP Is Advanced Product Quality PlanningDocument1 pageAPQP Is Advanced Product Quality Planningsmallik3No ratings yet
- In Automotive Context, There Are 3 Types of FMEADocument1 pageIn Automotive Context, There Are 3 Types of FMEAsmallik3No ratings yet
- Automotive Contexts of FMEA: When Is An FMEA Considered Completed?Document1 pageAutomotive Contexts of FMEA: When Is An FMEA Considered Completed?smallik3No ratings yet
- FMEA Development, Either Design or Process, Uses A Common Approach To AddressDocument1 pageFMEA Development, Either Design or Process, Uses A Common Approach To Addresssmallik3No ratings yet
- 018 Dfmea-8Document1 page018 Dfmea-8smallik3No ratings yet
- 014 Dfmea-4Document1 page014 Dfmea-4smallik3No ratings yet
- T 245 - Similar MethodDocument39 pagesT 245 - Similar Methodsmallik3No ratings yet
- Calibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete MaterialsDocument11 pagesCalibration of Fatigue and Rutting Distress Models For Non Conventional Asphalt Concrete Materialssmallik3No ratings yet
- Adhar Centres Navi MumbaiDocument6 pagesAdhar Centres Navi Mumbaismallik3No ratings yet
- BPM Aris Part2Document34 pagesBPM Aris Part2smallik3No ratings yet
- BPM Aris Part1Document10 pagesBPM Aris Part1smallik3No ratings yet
- Drechsel Bottles: Scientific Glass Laboratories LTDDocument2 pagesDrechsel Bottles: Scientific Glass Laboratories LTDsmallik3No ratings yet
- 7 Lab Tests On Aggregate To Check Quality For Use in Road Work - CivilblogDocument11 pages7 Lab Tests On Aggregate To Check Quality For Use in Road Work - Civilblogsmallik3No ratings yet
- 17agm Accreditation ForumDocument23 pages17agm Accreditation Forumsmallik3No ratings yet
- PT - Providers - Accreditation - Requirements - A2la PDFDocument20 pagesPT - Providers - Accreditation - Requirements - A2la PDFsmallik3No ratings yet
- PT - Providers - Accreditation - Requirements - A2la PDFDocument20 pagesPT - Providers - Accreditation - Requirements - A2la PDFsmallik3No ratings yet
- Temperature Dependence of The PH of Pure Water - Chemistry LibreTextsDocument1 pageTemperature Dependence of The PH of Pure Water - Chemistry LibreTextssmallik3No ratings yet
- SIF1012 SD Wheel Loaders - 13 - Transmission Basic (SD310)Document42 pagesSIF1012 SD Wheel Loaders - 13 - Transmission Basic (SD310)AimHigh100% (1)
- Castrol Gear OilsDocument4 pagesCastrol Gear OilsgambitoxdNo ratings yet
- Datasheet For Gear BoxDocument2 pagesDatasheet For Gear BoxDuy NamNo ratings yet
- Section 7Document44 pagesSection 7aliNo ratings yet
- GearsDocument110 pagesGearsBujjibabu KattaNo ratings yet
- Footfall GeneratorDocument59 pagesFootfall GeneratorAmit Singh0% (1)
- TM - 9-1808B - Power Train, Chassis, Body 4x4s Through 6x6s - 1943Document235 pagesTM - 9-1808B - Power Train, Chassis, Body 4x4s Through 6x6s - 1943ferdockmNo ratings yet
- BISON Integral Horsepower Product CatalogDocument52 pagesBISON Integral Horsepower Product CatalogtorinomgNo ratings yet
- Types of GearsDocument5 pagesTypes of GearsKarthikNo ratings yet
- Steering and Brake SystemDocument171 pagesSteering and Brake SystemAndhika Goestian100% (1)
- Dasar ChassisDocument50 pagesDasar ChassisImran RusyanaNo ratings yet
- 1 Gear SystemDocument29 pages1 Gear Systemjohan razakNo ratings yet
- Machine DesignDocument15 pagesMachine DesignYaNo ratings yet
- Spiral Bevel Gears Face Roughness Prediction ProduDocument20 pagesSpiral Bevel Gears Face Roughness Prediction ProduLucio MárquezNo ratings yet
- Acd Lab ManualDocument38 pagesAcd Lab ManualVEERAMANIKANDANNo ratings yet
- Lookshit - Terms (1-75)Document75 pagesLookshit - Terms (1-75)Christopher Lennon Dela CruzNo ratings yet
- SME1307Document114 pagesSME1307Bakheit LayliNo ratings yet
- أسئلة واجابات في التروسDocument29 pagesأسئلة واجابات في التروسمحمد عصامNo ratings yet
- AxlePrincipals FinalDocument24 pagesAxlePrincipals Finalkenenisa bekeleNo ratings yet
- Design Consideration of Transmisson SystemDocument39 pagesDesign Consideration of Transmisson SystemKaung KhantNo ratings yet
- Dynamics Lab ManualDocument48 pagesDynamics Lab ManualmuthurajaNo ratings yet
- Apltcl013 SGD L-01Document50 pagesApltcl013 SGD L-01Ali AldameNo ratings yet
- Ds 404Document44 pagesDs 404Александр Карлов100% (1)
- Helical Gears: Free Body DiagramDocument9 pagesHelical Gears: Free Body Diagramterrence miguel balitaNo ratings yet
- Industrial Transmission Chain Suppliers and Exporters in MumbaiDocument9 pagesIndustrial Transmission Chain Suppliers and Exporters in MumbaiSubbuNo ratings yet
- Djj5133 Engineering Design Case Study 2 Lecturer Name: Mohd Fuaad Bin Fesul Name:Muhammad Haziq Hidayat Bin Rahim MATRIX NO: 23DKM18F2029Document44 pagesDjj5133 Engineering Design Case Study 2 Lecturer Name: Mohd Fuaad Bin Fesul Name:Muhammad Haziq Hidayat Bin Rahim MATRIX NO: 23DKM18F2029Kubheran SelvathuraiNo ratings yet
- Manual Transmission and DifferentialDocument1 pageManual Transmission and DifferentialJeff PascoeNo ratings yet
- Lubrication of GearsDocument35 pagesLubrication of GearsMohamed AbdelsalamNo ratings yet
- Industrial Gear Suppliers and Exporters in MumbaiDocument7 pagesIndustrial Gear Suppliers and Exporters in MumbaiSubbuNo ratings yet