Download as pdf or txt
You might also like
- Manual Vibro SanyDocument241 pagesManual Vibro SanyGabby Bautista100% (1)
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocument90 pagesMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamNo ratings yet
- AGR318 - Individual AssignmentDocument7 pagesAGR318 - Individual AssignmentHaikal SapurataNo ratings yet
- 3 Types of ChipsDocument35 pages3 Types of ChipsDhananjay SharmaNo ratings yet
- 4 Types of Chips-1Document35 pages4 Types of Chips-1Kishan KashyapNo ratings yet
- L11 - Types of ChipsDocument36 pagesL11 - Types of ChipsAditya AdityaNo ratings yet
- L9 - Types of ChipsDocument36 pagesL9 - Types of Chipsudyadav3490No ratings yet
- 4 Types of ChipsDocument33 pages4 Types of Chipskagarwal3be23No ratings yet
- Chip FormationDocument27 pagesChip FormationJasvinder SinghNo ratings yet
- Unit I ': Theory of Metal CuttingDocument14 pagesUnit I ': Theory of Metal CuttingramtwinsmeNo ratings yet
- Unit I ' Theory of Metal CuttingDocument19 pagesUnit I ' Theory of Metal CuttingThulasi RamNo ratings yet
- ME 6402 Manufacturing Technology II Unit - IDocument14 pagesME 6402 Manufacturing Technology II Unit - Iananda narayananNo ratings yet
- Lecture1 and 2Document23 pagesLecture1 and 2Sohan KumarNo ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Production Engineering Lecture 2Document16 pagesProduction Engineering Lecture 2AINAMANI AMOSNo ratings yet
- Chip FromationDocument12 pagesChip FromationParag ParekhNo ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- Chapter 4 Metal Removal ProcessesDocument66 pagesChapter 4 Metal Removal Processesdagimawgchew777No ratings yet
- Theory of Metal CuttingDocument29 pagesTheory of Metal Cuttingvishnu anandNo ratings yet
- Mechanism of Chip Formation Chip ModelingDocument26 pagesMechanism of Chip Formation Chip ModelingMukesh Muraleedharan NairNo ratings yet
- Metal Cutting ProcessDocument26 pagesMetal Cutting Processমুকসেতিন আল রাজী রিফাতNo ratings yet
- 11th Machining IDocument23 pages11th Machining ISYED MUNEEBNo ratings yet
- Sheet-Metal Forming ProcessesDocument50 pagesSheet-Metal Forming ProcessesAkash SavaliyaNo ratings yet
- Sheet Metal Form Vinay 1226927986919169 9Document83 pagesSheet Metal Form Vinay 1226927986919169 9Nhan LeNo ratings yet
- Conformado de Planchas 2Document44 pagesConformado de Planchas 2smartcad60No ratings yet
- Mechanics of Metal CuttingDocument86 pagesMechanics of Metal CuttingscorpionarnoldNo ratings yet
- Unit 1 Me1203Document17 pagesUnit 1 Me1203Muthuvel M100% (1)
- Metal Cutting (F) SDocument62 pagesMetal Cutting (F) SBrijesh VermaNo ratings yet
- 2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessDocument62 pages2 Reading Matl CH - 6 Sheet Metal Parts MFG ProcessCaldwellNo ratings yet
- Unit 1 MP2Document108 pagesUnit 1 MP2Sharana basavaNo ratings yet
- Unit I 4 Types of ChipsDocument6 pagesUnit I 4 Types of ChipsvelladuraiNo ratings yet
- Cutting Tool DesignDocument67 pagesCutting Tool DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Theory of Metal CuttingDocument170 pagesTheory of Metal CuttingPreet DamaniNo ratings yet
- Chip Formation: Four Basic Type of Chips in Machining AreDocument14 pagesChip Formation: Four Basic Type of Chips in Machining ArejssrikantamurthyNo ratings yet
- Theory of Metal CuttingDocument162 pagesTheory of Metal CuttingShrikrushna MaliNo ratings yet
- Cutting OperationsDocument26 pagesCutting OperationsDwi WicaksonoNo ratings yet
- Tool LifeDocument15 pagesTool LifeQazi Muhammed FayyazNo ratings yet
- MP IiDocument51 pagesMP IiMarthandeNo ratings yet
- CH03. Sheet Metal ProcessesDocument74 pagesCH03. Sheet Metal ProcessesIcookiesNo ratings yet
- Sheet Metal ProccessesDocument43 pagesSheet Metal ProccessesisharaNo ratings yet
- Plastic Metal Forming of Metals and PowdersDocument20 pagesPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNo ratings yet
- Orthogonal and Oblique CuttingDocument59 pagesOrthogonal and Oblique Cuttingravi upadhyayNo ratings yet
- Lecture05-Sheet Metalmorking ProcessDocument54 pagesLecture05-Sheet Metalmorking ProcessberhaneNo ratings yet
- Ch-3 - Gear & Thread Manufacturing ProcessesDocument52 pagesCh-3 - Gear & Thread Manufacturing ProcesseshirenbabajiNo ratings yet
- Forging Die of SpannerDocument16 pagesForging Die of Spannervirendra pawarNo ratings yet
- Theory of Metal Cutting PDFDocument47 pagesTheory of Metal Cutting PDFEmmanuel KutaniNo ratings yet
- Cutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Document29 pagesCutting Tools (Group - 6 Assignment) Physics Workshop Skills .6Rahul Sharma100% (1)
- Mechanism of Metal CuttingDocument88 pagesMechanism of Metal CuttingAndriya Narasimhulu50% (2)
- Sheet Production TechnologyDocument23 pagesSheet Production TechnologyOmar AlyNo ratings yet
- Module 3 (Machining)Document43 pagesModule 3 (Machining)WasteNo ratings yet
- Unit-I Theory of Metal CuttingDocument73 pagesUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- Chip Formation: IntroductionDocument5 pagesChip Formation: IntroductionDr.S.Ravi CITNo ratings yet
- Manufacturing Process-II: Unit 2: Mechanics of Machining ProcessesDocument46 pagesManufacturing Process-II: Unit 2: Mechanics of Machining ProcessesGanesh GadadeNo ratings yet
- PDM Chap5 MachiningDocument67 pagesPDM Chap5 MachiningNABIL HUSSAINNo ratings yet
- Material Removal Processes: - The Family TreeDocument62 pagesMaterial Removal Processes: - The Family TreeshubhamNo ratings yet
- Model Answers On Some QuestionsDocument18 pagesModel Answers On Some QuestionsCharles OndiekiNo ratings yet
- Parts of Single Point Cutting ToolDocument8 pagesParts of Single Point Cutting ToolMukesh sutharNo ratings yet
- Sheet Metal New 1Document48 pagesSheet Metal New 1mayanksharmag123No ratings yet
- Manufacturing TechnologyDocument41 pagesManufacturing Technologysharmashn50% (2)
- Conventional MachiningDocument25 pagesConventional MachiningAndy ChoNo ratings yet
- Forging - Class NotesDocument51 pagesForging - Class NotesShovan KarmakarNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- BAND 675 North RD - Mechanical IFC - 2023-11-15Document162 pagesBAND 675 North RD - Mechanical IFC - 2023-11-15Hakar Qadir GardiNo ratings yet
- Pengaruh Edukasi Gizi Menggunakan Instagram Terhadap PerubahanDocument9 pagesPengaruh Edukasi Gizi Menggunakan Instagram Terhadap PerubahanSiska WarnitaNo ratings yet
- 718Document19 pages718shankerahulNo ratings yet
- Free Calisthenics EbookDocument20 pagesFree Calisthenics Ebookaltclips0No ratings yet
- Bba en CertDocument3 pagesBba en CertMohd Asri TaipNo ratings yet
- Radioactive Pollution: An Overview The Holistic Approach To EnvironmentDocument19 pagesRadioactive Pollution: An Overview The Holistic Approach To EnvironmentTanishqNo ratings yet
- Test Glo-Qc-Tm-0744Document6 pagesTest Glo-Qc-Tm-0744rx bafnaNo ratings yet
- Emergency Response Plan For Brownfield Cleanup Program: Arcelormittal Tecumseh Redevelopment SiteDocument15 pagesEmergency Response Plan For Brownfield Cleanup Program: Arcelormittal Tecumseh Redevelopment SiteSyafiq NorizanNo ratings yet
- Chapter - 03 - PPT (Supplementary To ISpace)Document43 pagesChapter - 03 - PPT (Supplementary To ISpace)kjw 2No ratings yet
- Wide World of Minerals Calendar 2024Document32 pagesWide World of Minerals Calendar 2024achint GoelNo ratings yet
- Final Health 1-10 01.09.2014Document66 pagesFinal Health 1-10 01.09.2014Jinsen Paul Martin100% (1)
- COURSE OUTLINE - HFS 2321 - FORENSIC DNA ANALYSIS - BSC Forensic Science Course (Y3, S2)Document3 pagesCOURSE OUTLINE - HFS 2321 - FORENSIC DNA ANALYSIS - BSC Forensic Science Course (Y3, S2)Nickson NyakundiNo ratings yet
- NABL Certificate & NABL ScopeDocument10 pagesNABL Certificate & NABL ScopeAruneshNo ratings yet
- Antibiotic Resistance in Pseudomonas Aeruginosa - MechanismsDocument22 pagesAntibiotic Resistance in Pseudomonas Aeruginosa - MechanismsValentina RondonNo ratings yet
- Driving Exam NotesDocument7 pagesDriving Exam Notesreach2ashish5065No ratings yet
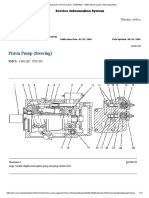
- CAT993K Steering SystemDocument11 pagesCAT993K Steering SystemRafael RodriguezNo ratings yet
- DC-DC Converter Control Circuits MC34063A: DescriptionDocument10 pagesDC-DC Converter Control Circuits MC34063A: Descriptionfarhood ranjbarkhanghahNo ratings yet
- 304 Stainless Steel Chemical Compatibility Chart From IsmDocument11 pages304 Stainless Steel Chemical Compatibility Chart From IsmchenNo ratings yet
- Coastal Assignment EDITED 4Document24 pagesCoastal Assignment EDITED 4mohamadfaiz0% (1)
- Pakistan Tobacco Company LimitedDocument10 pagesPakistan Tobacco Company LimitedMinhas KhanNo ratings yet
- Biology Higher Level Paper 1: 8810-6001 17 Pages © International Baccalaureate Organization 2010Document17 pagesBiology Higher Level Paper 1: 8810-6001 17 Pages © International Baccalaureate Organization 2010Victor Junhe SONG [11S1]No ratings yet
- Jurnal HDDocument11 pagesJurnal HDerlinrevNo ratings yet
- PARCO Pakistan HRMDocument38 pagesPARCO Pakistan HRMfujimukazu100% (1)
- Trade Queries 2020: S No. Company Particular Items Queried Export/ImportDocument16 pagesTrade Queries 2020: S No. Company Particular Items Queried Export/ImportINFO CEMARKINGNo ratings yet
- 0712 345pm David BaltoDocument6 pages0712 345pm David Baltoapi-236657768No ratings yet
- Manual Panel SimplexDocument10 pagesManual Panel Simplexprofesional7002No ratings yet
- A Healing Story About GuyabanoDocument4 pagesA Healing Story About GuyabanoZena Bezabih100% (1)
- Janet-Access and Control of Land-MbooniDocument8 pagesJanet-Access and Control of Land-Mboonigachunga josphatNo ratings yet