
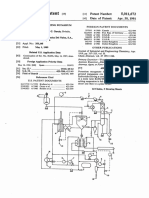
Phosgenation A Handbook Hal 20 English
Phosgenation A Handbook Hal 20 English
You might also like
- Mole Conversions Mazefor Reviewor AssessmentDocument9 pagesMole Conversions Mazefor Reviewor AssessmentAsiaNo ratings yet
- Sandblasting - Application TrainingDocument44 pagesSandblasting - Application TrainingNurul Alam100% (2)
- Final ReportDocument60 pagesFinal ReportSanjeev100% (1)
- Li 2017Document8 pagesLi 2017zibaNo ratings yet
- Ag Paper MCQ Solved PDFDocument21 pagesAg Paper MCQ Solved PDFGaurav Shah94% (16)
- TEPZZ 955 - 58A - T: European Patent ApplicationDocument10 pagesTEPZZ 955 - 58A - T: European Patent Application8460272421No ratings yet
- Arrieta Ethylene GlycolDocument8 pagesArrieta Ethylene GlycolNguyen VietNo ratings yet
- Preparation of Activated Carbon From Palm Shells Using Koh and Zncl2 As The Activating AgentDocument8 pagesPreparation of Activated Carbon From Palm Shells Using Koh and Zncl2 As The Activating AgentBayu Pramana PutraNo ratings yet
- Reducing Dioxin Emissions in Electric Steel MillsDocument4 pagesReducing Dioxin Emissions in Electric Steel MillstedmozbiNo ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Oxidation of Inorganic and Organic CompoundsDocument17 pagesOxidation of Inorganic and Organic CompoundswaqasNo ratings yet
- Smoke Suppression in Plasticised ChlorinDocument4 pagesSmoke Suppression in Plasticised Chlorinxfactor gangaarNo ratings yet
- Skripsi UI Fischer TropschDocument17 pagesSkripsi UI Fischer Tropschaisyahzafira26No ratings yet
- Us 5011672Document10 pagesUs 5011672Lily DianaNo ratings yet
- Propylene Oxide - New MethodDocument8 pagesPropylene Oxide - New Methodvinicius_amaral_5No ratings yet
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocument7 pagesHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelNo ratings yet
- En Ikk Hydrocarbon Cuba Proklima 2005Document28 pagesEn Ikk Hydrocarbon Cuba Proklima 2005maufinottiNo ratings yet
- DFDFDFDFDocument2 pagesDFDFDFDFDavid R PaucaraNo ratings yet
- Ref 1 RDDocument37 pagesRef 1 RDFerdi habibNo ratings yet
- Troskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064Document12 pagesTroskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064FADHIL ALIF MUHAMMADNo ratings yet
- Future Trends of Propylene Oxide Production: Chimica Oggi - Chemistry Today - Vol. 32 (2) March/April 2014Document1 pageFuture Trends of Propylene Oxide Production: Chimica Oggi - Chemistry Today - Vol. 32 (2) March/April 2014Process LibraryNo ratings yet
- SyngasDocument23 pagesSyngasKaycee ChirendaNo ratings yet
- Gpa-Conference-Sept-2014-1mb - PDF# - Text Ryan Holmes Technology Uses The, Dioxide Content Gas (21) .Document18 pagesGpa-Conference-Sept-2014-1mb - PDF# - Text Ryan Holmes Technology Uses The, Dioxide Content Gas (21) .JunaidNo ratings yet
- Fischer Tropsch02Document13 pagesFischer Tropsch02iiser1024No ratings yet
- Carbon 04 00052Document19 pagesCarbon 04 00052Salome ValeriaNo ratings yet
- Paper 1Document12 pagesPaper 1Payam ParvasiNo ratings yet
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104No ratings yet
- Butenediol PDFDocument6 pagesButenediol PDFJaamac DhiilNo ratings yet
- LLDPE NExantDocument5 pagesLLDPE NExantAlanaNo ratings yet
- Lin 1998 Journal of Hazardous Materials 1Document15 pagesLin 1998 Journal of Hazardous Materials 1hazimhajarNo ratings yet
- Fischer Tropsch ProcessDocument19 pagesFischer Tropsch ProcessKeenan Agape100% (1)
- Desulfurization of Petroleum CokeDocument1 pageDesulfurization of Petroleum CokeHassan SaidNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- 11R PDFDocument7 pages11R PDFMary Grace VelitarioNo ratings yet
- 08 Chapter 4Document42 pages08 Chapter 4Alda Sadilillah RNo ratings yet
- HppoDocument11 pagesHpposaragineth.saNo ratings yet
- 116 126 PMR Jul07 PDFDocument11 pages116 126 PMR Jul07 PDFShahrizatSmailKassimNo ratings yet
- Vipppp4 BicakovaDocument14 pagesVipppp4 Bicakovahafeez khanNo ratings yet
- Co2 Injection For Methanol ImprovementDocument13 pagesCo2 Injection For Methanol ImprovementSina AtabakNo ratings yet
- 433-437 PreparationofhighsurfaceDocument5 pages433-437 PreparationofhighsurfaceRohan ChauguleNo ratings yet
- Document PDFDocument2 pagesDocument PDFOki Andri Oktaviana0% (1)
- Chegini Et Al., 2023Document17 pagesChegini Et Al., 2023cLAUDIONo ratings yet
- Production: Activated Carbon, Also Called Activated Charcoal or Activated Coal Is A Form of Carbon ThatDocument13 pagesProduction: Activated Carbon, Also Called Activated Charcoal or Activated Coal Is A Form of Carbon ThatShanmugam RameshNo ratings yet
- Improved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingDocument4 pagesImproved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingsylviealNo ratings yet
- Lombardi 2016Document10 pagesLombardi 2016barti koksNo ratings yet
- ManuscriptDocument18 pagesManuscriptNguyen TrangNo ratings yet
- Activated CarbonDocument69 pagesActivated CarbonSaheed Adewale100% (2)
- FinalLaboratoryExperiment 2Document7 pagesFinalLaboratoryExperiment 2Vince SantosNo ratings yet
- Sulphur & CFBCDocument2 pagesSulphur & CFBCsrigirisetty208No ratings yet
- Sour Gas Processing PDFDocument1 pageSour Gas Processing PDFElavarasan Ramalingam0% (1)
- From Mine To Refrigeration: A Life Cycle Inventory Analysis of The Production of HFC-134aDocument8 pagesFrom Mine To Refrigeration: A Life Cycle Inventory Analysis of The Production of HFC-134areeben2704No ratings yet
- Comparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentDocument9 pagesComparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentAnonymous Hm7PkZNo ratings yet
- NAWTEC - New Trends On Flue Gas CleaningDocument14 pagesNAWTEC - New Trends On Flue Gas CleaningADalPozzoNo ratings yet
- CO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyDocument7 pagesCO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyserchNo ratings yet
- Dr-HYDER 5Document8 pagesDr-HYDER 5ali abdulrahman al-ezziNo ratings yet
- IBA Carbonation 2006 B128 73 RefDocument7 pagesIBA Carbonation 2006 B128 73 RefMike LiuNo ratings yet
- Upgrading Biogas by A Low-Temperature CO Removal Technique: Alexandria Engineering JournalDocument8 pagesUpgrading Biogas by A Low-Temperature CO Removal Technique: Alexandria Engineering Journalhazwan2283No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Heat and Mass Transfer in Food EngineeringDocument5 pagesHeat and Mass Transfer in Food EngineeringJuan Victor ChampeNo ratings yet
- SCH4 Organic Unit TestDocument6 pagesSCH4 Organic Unit TestMariiam CiiNo ratings yet
- PVC CPVC Physical Properties and Astm Specifications For Piping PDFDocument1 pagePVC CPVC Physical Properties and Astm Specifications For Piping PDFShahfaraz AhmadNo ratings yet
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- Sol Xe Doc s88 Exs020 High 1Document2 pagesSol Xe Doc s88 Exs020 High 1Hafid Papeda SaguNo ratings yet
- Pearlitic Malleable Iron: Standard Specification ForDocument5 pagesPearlitic Malleable Iron: Standard Specification ForJerry BeanNo ratings yet
- Mind Map (Investigating Force and Energy) Year 5Document4 pagesMind Map (Investigating Force and Energy) Year 5AbbasNo ratings yet
- Chap 17 LectureDocument47 pagesChap 17 LecturesureshbabuNo ratings yet
- How To Use Detoxification For Accelerated Healing With David WolfeDocument9 pagesHow To Use Detoxification For Accelerated Healing With David WolfeAri VonnegutNo ratings yet
- 08 Geberit Mapress Otel InoxDocument79 pages08 Geberit Mapress Otel InoxStroe GeorgeNo ratings yet
- Is 4457 2007 PDFDocument27 pagesIs 4457 2007 PDFParameswaran MadhuNo ratings yet
- Bahari Mitra Ancora DesignDocument2 pagesBahari Mitra Ancora Designputri ajeng fernandaNo ratings yet
- Binding of Ligands To Proteins: P + L PL (P: Protein L: Ligand)Document38 pagesBinding of Ligands To Proteins: P + L PL (P: Protein L: Ligand)Sam DinhNo ratings yet
- Sci9 Q3 Module2Document26 pagesSci9 Q3 Module2Sherwin Lee PascualNo ratings yet
- 06.4 Epd FWS 60 CW16Document12 pages06.4 Epd FWS 60 CW16MoustafaNo ratings yet
- Objetivos: Fig 1.1 Ejemplo de Un Secador Por AspersiónDocument11 pagesObjetivos: Fig 1.1 Ejemplo de Un Secador Por AspersiónLuis FernandoNo ratings yet
- F-2002121 AnsulDocument4 pagesF-2002121 Ansuljoha_iupsmNo ratings yet
- Caleffi 253 Series Solar Safety Relief Valve SpecificationsDocument2 pagesCaleffi 253 Series Solar Safety Relief Valve Specificationse-ComfortUSANo ratings yet
- 3 CombustionDocument30 pages3 CombustionCllyan ReyesNo ratings yet
- Forensic 103Document6 pagesForensic 103Francheska Kate LabiosNo ratings yet
- Materials Science & Engineering BDocument7 pagesMaterials Science & Engineering BGiovanni R. PereiraNo ratings yet
- Chemistry en 2secDocument4 pagesChemistry en 2secchemistry masterNo ratings yet
- Parr Instrument 4592 Datasheet 20151029154753Document48 pagesParr Instrument 4592 Datasheet 20151029154753Tùng Hồ ThanhNo ratings yet
- How To Weld MIG WeldingDocument20 pagesHow To Weld MIG Weldingperjuro100% (1)
- Properties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsDocument19 pagesProperties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsArslan DogarNo ratings yet
- Xeno AssignmentDocument8 pagesXeno AssignmentAdityaNo ratings yet
- Experiment 15 - CarbohydratesDocument6 pagesExperiment 15 - Carbohydratesfaizfrasat123No ratings yet
























































































Download as docx, pdf, or txt
You might also like
- Mole Conversions Mazefor Reviewor AssessmentDocument9 pagesMole Conversions Mazefor Reviewor AssessmentAsiaNo ratings yet
- Sandblasting - Application TrainingDocument44 pagesSandblasting - Application TrainingNurul Alam100% (2)
- Final ReportDocument60 pagesFinal ReportSanjeev100% (1)
- Li 2017Document8 pagesLi 2017zibaNo ratings yet
- Ag Paper MCQ Solved PDFDocument21 pagesAg Paper MCQ Solved PDFGaurav Shah94% (16)
- TEPZZ 955 - 58A - T: European Patent ApplicationDocument10 pagesTEPZZ 955 - 58A - T: European Patent Application8460272421No ratings yet
- Arrieta Ethylene GlycolDocument8 pagesArrieta Ethylene GlycolNguyen VietNo ratings yet
- Preparation of Activated Carbon From Palm Shells Using Koh and Zncl2 As The Activating AgentDocument8 pagesPreparation of Activated Carbon From Palm Shells Using Koh and Zncl2 As The Activating AgentBayu Pramana PutraNo ratings yet
- Reducing Dioxin Emissions in Electric Steel MillsDocument4 pagesReducing Dioxin Emissions in Electric Steel MillstedmozbiNo ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- Oxidation of Inorganic and Organic CompoundsDocument17 pagesOxidation of Inorganic and Organic CompoundswaqasNo ratings yet
- Smoke Suppression in Plasticised ChlorinDocument4 pagesSmoke Suppression in Plasticised Chlorinxfactor gangaarNo ratings yet
- Skripsi UI Fischer TropschDocument17 pagesSkripsi UI Fischer Tropschaisyahzafira26No ratings yet
- Us 5011672Document10 pagesUs 5011672Lily DianaNo ratings yet
- Propylene Oxide - New MethodDocument8 pagesPropylene Oxide - New Methodvinicius_amaral_5No ratings yet
- HP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFDocument7 pagesHP4b - 2 - Vogels - Rev0604 - European Study For H2 Produ From Biomass PDFJaydeep PatelNo ratings yet
- En Ikk Hydrocarbon Cuba Proklima 2005Document28 pagesEn Ikk Hydrocarbon Cuba Proklima 2005maufinottiNo ratings yet
- DFDFDFDFDocument2 pagesDFDFDFDFDavid R PaucaraNo ratings yet
- Ref 1 RDDocument37 pagesRef 1 RDFerdi habibNo ratings yet
- Troskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064Document12 pagesTroskialina 2019 IOP Conf. Ser. Mater. Sci. Eng. 509 012064FADHIL ALIF MUHAMMADNo ratings yet
- Future Trends of Propylene Oxide Production: Chimica Oggi - Chemistry Today - Vol. 32 (2) March/April 2014Document1 pageFuture Trends of Propylene Oxide Production: Chimica Oggi - Chemistry Today - Vol. 32 (2) March/April 2014Process LibraryNo ratings yet
- SyngasDocument23 pagesSyngasKaycee ChirendaNo ratings yet
- Gpa-Conference-Sept-2014-1mb - PDF# - Text Ryan Holmes Technology Uses The, Dioxide Content Gas (21) .Document18 pagesGpa-Conference-Sept-2014-1mb - PDF# - Text Ryan Holmes Technology Uses The, Dioxide Content Gas (21) .JunaidNo ratings yet
- Fischer Tropsch02Document13 pagesFischer Tropsch02iiser1024No ratings yet
- Carbon 04 00052Document19 pagesCarbon 04 00052Salome ValeriaNo ratings yet
- Paper 1Document12 pagesPaper 1Payam ParvasiNo ratings yet
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104No ratings yet
- Butenediol PDFDocument6 pagesButenediol PDFJaamac DhiilNo ratings yet
- LLDPE NExantDocument5 pagesLLDPE NExantAlanaNo ratings yet
- Lin 1998 Journal of Hazardous Materials 1Document15 pagesLin 1998 Journal of Hazardous Materials 1hazimhajarNo ratings yet
- Fischer Tropsch ProcessDocument19 pagesFischer Tropsch ProcessKeenan Agape100% (1)
- Desulfurization of Petroleum CokeDocument1 pageDesulfurization of Petroleum CokeHassan SaidNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- 11R PDFDocument7 pages11R PDFMary Grace VelitarioNo ratings yet
- 08 Chapter 4Document42 pages08 Chapter 4Alda Sadilillah RNo ratings yet
- HppoDocument11 pagesHpposaragineth.saNo ratings yet
- 116 126 PMR Jul07 PDFDocument11 pages116 126 PMR Jul07 PDFShahrizatSmailKassimNo ratings yet
- Vipppp4 BicakovaDocument14 pagesVipppp4 Bicakovahafeez khanNo ratings yet
- Co2 Injection For Methanol ImprovementDocument13 pagesCo2 Injection For Methanol ImprovementSina AtabakNo ratings yet
- 433-437 PreparationofhighsurfaceDocument5 pages433-437 PreparationofhighsurfaceRohan ChauguleNo ratings yet
- Document PDFDocument2 pagesDocument PDFOki Andri Oktaviana0% (1)
- Chegini Et Al., 2023Document17 pagesChegini Et Al., 2023cLAUDIONo ratings yet
- Production: Activated Carbon, Also Called Activated Charcoal or Activated Coal Is A Form of Carbon ThatDocument13 pagesProduction: Activated Carbon, Also Called Activated Charcoal or Activated Coal Is A Form of Carbon ThatShanmugam RameshNo ratings yet
- Improved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingDocument4 pagesImproved Technology For Pollution Prevention in Polyvinyl Chloride ManufacturingsylviealNo ratings yet
- Lombardi 2016Document10 pagesLombardi 2016barti koksNo ratings yet
- ManuscriptDocument18 pagesManuscriptNguyen TrangNo ratings yet
- Activated CarbonDocument69 pagesActivated CarbonSaheed Adewale100% (2)
- FinalLaboratoryExperiment 2Document7 pagesFinalLaboratoryExperiment 2Vince SantosNo ratings yet
- Sulphur & CFBCDocument2 pagesSulphur & CFBCsrigirisetty208No ratings yet
- Sour Gas Processing PDFDocument1 pageSour Gas Processing PDFElavarasan Ramalingam0% (1)
- From Mine To Refrigeration: A Life Cycle Inventory Analysis of The Production of HFC-134aDocument8 pagesFrom Mine To Refrigeration: A Life Cycle Inventory Analysis of The Production of HFC-134areeben2704No ratings yet
- Comparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentDocument9 pagesComparison of Flue Gas Desulphurization Processes Based On Life Cycle AssessmentAnonymous Hm7PkZNo ratings yet
- NAWTEC - New Trends On Flue Gas CleaningDocument14 pagesNAWTEC - New Trends On Flue Gas CleaningADalPozzoNo ratings yet
- CO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyDocument7 pagesCO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyserchNo ratings yet
- Dr-HYDER 5Document8 pagesDr-HYDER 5ali abdulrahman al-ezziNo ratings yet
- IBA Carbonation 2006 B128 73 RefDocument7 pagesIBA Carbonation 2006 B128 73 RefMike LiuNo ratings yet
- Upgrading Biogas by A Low-Temperature CO Removal Technique: Alexandria Engineering JournalDocument8 pagesUpgrading Biogas by A Low-Temperature CO Removal Technique: Alexandria Engineering Journalhazwan2283No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Heat and Mass Transfer in Food EngineeringDocument5 pagesHeat and Mass Transfer in Food EngineeringJuan Victor ChampeNo ratings yet
- SCH4 Organic Unit TestDocument6 pagesSCH4 Organic Unit TestMariiam CiiNo ratings yet
- PVC CPVC Physical Properties and Astm Specifications For Piping PDFDocument1 pagePVC CPVC Physical Properties and Astm Specifications For Piping PDFShahfaraz AhmadNo ratings yet
- Natural Rubber-Basics PDFDocument116 pagesNatural Rubber-Basics PDFTeohYeeThuanNo ratings yet
- Sol Xe Doc s88 Exs020 High 1Document2 pagesSol Xe Doc s88 Exs020 High 1Hafid Papeda SaguNo ratings yet
- Pearlitic Malleable Iron: Standard Specification ForDocument5 pagesPearlitic Malleable Iron: Standard Specification ForJerry BeanNo ratings yet
- Mind Map (Investigating Force and Energy) Year 5Document4 pagesMind Map (Investigating Force and Energy) Year 5AbbasNo ratings yet
- Chap 17 LectureDocument47 pagesChap 17 LecturesureshbabuNo ratings yet
- How To Use Detoxification For Accelerated Healing With David WolfeDocument9 pagesHow To Use Detoxification For Accelerated Healing With David WolfeAri VonnegutNo ratings yet
- 08 Geberit Mapress Otel InoxDocument79 pages08 Geberit Mapress Otel InoxStroe GeorgeNo ratings yet
- Is 4457 2007 PDFDocument27 pagesIs 4457 2007 PDFParameswaran MadhuNo ratings yet
- Bahari Mitra Ancora DesignDocument2 pagesBahari Mitra Ancora Designputri ajeng fernandaNo ratings yet
- Binding of Ligands To Proteins: P + L PL (P: Protein L: Ligand)Document38 pagesBinding of Ligands To Proteins: P + L PL (P: Protein L: Ligand)Sam DinhNo ratings yet
- Sci9 Q3 Module2Document26 pagesSci9 Q3 Module2Sherwin Lee PascualNo ratings yet
- 06.4 Epd FWS 60 CW16Document12 pages06.4 Epd FWS 60 CW16MoustafaNo ratings yet
- Objetivos: Fig 1.1 Ejemplo de Un Secador Por AspersiónDocument11 pagesObjetivos: Fig 1.1 Ejemplo de Un Secador Por AspersiónLuis FernandoNo ratings yet
- F-2002121 AnsulDocument4 pagesF-2002121 Ansuljoha_iupsmNo ratings yet
- Caleffi 253 Series Solar Safety Relief Valve SpecificationsDocument2 pagesCaleffi 253 Series Solar Safety Relief Valve Specificationse-ComfortUSANo ratings yet
- 3 CombustionDocument30 pages3 CombustionCllyan ReyesNo ratings yet
- Forensic 103Document6 pagesForensic 103Francheska Kate LabiosNo ratings yet
- Materials Science & Engineering BDocument7 pagesMaterials Science & Engineering BGiovanni R. PereiraNo ratings yet
- Chemistry en 2secDocument4 pagesChemistry en 2secchemistry masterNo ratings yet
- Parr Instrument 4592 Datasheet 20151029154753Document48 pagesParr Instrument 4592 Datasheet 20151029154753Tùng Hồ ThanhNo ratings yet
- How To Weld MIG WeldingDocument20 pagesHow To Weld MIG Weldingperjuro100% (1)
- Properties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsDocument19 pagesProperties of Soaps Derived From Distilled Palm Stearin and Palm Kernel Fatty AcidsArslan DogarNo ratings yet
- Xeno AssignmentDocument8 pagesXeno AssignmentAdityaNo ratings yet
- Experiment 15 - CarbohydratesDocument6 pagesExperiment 15 - Carbohydratesfaizfrasat123No ratings yet