Download as pdf or txt
You might also like
- Abs 5044 2009-07 8Document9 pagesAbs 5044 2009-07 8Bogdan Rusu100% (1)
- MSL Boeing BACDocument6 pagesMSL Boeing BACyawni6950% (2)
- Aitm 1.0010 CaiDocument15 pagesAitm 1.0010 CaiJosé Mateus Rodrigues RangelNo ratings yet
- Airbus: Process and Material SpecificationDocument25 pagesAirbus: Process and Material SpecificationJorge OrtegaNo ratings yet
- ANT-ADU4516R6v06-2199 DatasheetDocument2 pagesANT-ADU4516R6v06-2199 DatasheetSergio Ernesto Villegas Milano100% (2)
- ASNA2536-collars CortaduraDocument6 pagesASNA2536-collars CortaduraCurro Espadafor Fernandez AmigoNo ratings yet
- Aircraft Specification (BAC, BMS)Document15 pagesAircraft Specification (BAC, BMS)Orlando Pérez100% (1)
- General Limits: Airbus Directive (ABD)Document11 pagesGeneral Limits: Airbus Directive (ABD)Rissi CH100% (1)
- Aipi - 03 02 018Document57 pagesAipi - 03 02 018Kenan Sofu100% (3)
- Abs 0056Document17 pagesAbs 0056darrow dori100% (1)
- 3000 Titanium CRSLockring ABS 0920 2004-09 4Document8 pages3000 Titanium CRSLockring ABS 0920 2004-09 4Konelek AeroNo ratings yet
- 2018 Book InitialAirworthinessDocument434 pages2018 Book InitialAirworthinessTAN WEI HAN0% (1)
- Aipi 03-11-001 EnglishDocument86 pagesAipi 03-11-001 EnglishMohammed El MajdoubNo ratings yet
- Preparing Holes For FasteningDocument9 pagesPreparing Holes For Fasteningolegprikhodko2809100% (1)
- Aips06 02 006 - 7 PDFDocument33 pagesAips06 02 006 - 7 PDFPedro Luis AceitunoNo ratings yet
- Wet Install of FastenersDocument8 pagesWet Install of Fastenersolegprikhodko2809No ratings yet
- Asna2025: Docmaster: Uncontrolled Copy When PrintedDocument5 pagesAsna2025: Docmaster: Uncontrolled Copy When Printedpym31No ratings yet
- BAMS 532-018 250 Degree Epoxy Prepreg Fiberglass ClothDocument22 pagesBAMS 532-018 250 Degree Epoxy Prepreg Fiberglass ClothJohn CollinsNo ratings yet
- Nce 003452Document939 pagesNce 003452Misbah ZaidiNo ratings yet
- BE-Teklam Product BrochureDocument21 pagesBE-Teklam Product BrochurecthembreeNo ratings yet
- Package of Airframe Preliminary Design and Analysis For Aerospace Engineering StudentsDocument22 pagesPackage of Airframe Preliminary Design and Analysis For Aerospace Engineering StudentsJonathan MooreNo ratings yet
- BAMS 532-001 Rev NC 250 Degree Epoxy Resin Prepreg KevlarDocument18 pagesBAMS 532-001 Rev NC 250 Degree Epoxy Resin Prepreg KevlarJohn CollinsNo ratings yet
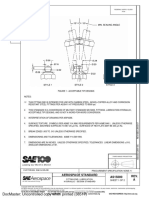
- Asna 2050Document9 pagesAsna 2050Carlos Arévalo100% (1)
- Sulfuric Anodizing of Aluminium AlloysDocument17 pagesSulfuric Anodizing of Aluminium Alloysolegprikhodko2809100% (2)
- Chapter 2 Data CollectionDocument23 pagesChapter 2 Data CollectionAllison Jazmin Castro PionceNo ratings yet
- Rectification of Met Material by Shot PeeningDocument9 pagesRectification of Met Material by Shot Peeningolegprikhodko2809No ratings yet
- ABS5377Document5 pagesABS5377BaCresNo ratings yet
- Aips01-02-015 Installation of Blind Type ThreadedDocument22 pagesAips01-02-015 Installation of Blind Type ThreadedAlberto Biedma FernándezNo ratings yet
- Abs 0678Document11 pagesAbs 0678Jorge OrtegaNo ratings yet
- Aims03 08 007Document7 pagesAims03 08 007Jorge OrtegaNo ratings yet
- Ips04 04 002 01 - 2Document7 pagesIps04 04 002 01 - 2Pedro Luis AceitunoNo ratings yet
- Pretreatment of Polyamide - APSDocument12 pagesPretreatment of Polyamide - APSolegprikhodko2809No ratings yet
- BAMS 551-007 - A Structural Foaming AdhesivesDocument17 pagesBAMS 551-007 - A Structural Foaming AdhesivesJohn Collins100% (1)
- FM300 Ips10-01-006-02Document9 pagesFM300 Ips10-01-006-02Danilo0% (1)
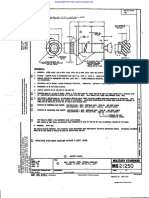
- Nasm21250 (MS21250, Nas624 .. Nas644)Document4 pagesNasm21250 (MS21250, Nas624 .. Nas644)Bogdan RusuNo ratings yet
- Documents - Pub Ss9208 Rev 48 Production Acceptance CriteriaDocument64 pagesDocuments - Pub Ss9208 Rev 48 Production Acceptance CriteriaflyinzeskyNo ratings yet
- Asna 2531 2006-09 K 2Document7 pagesAsna 2531 2006-09 K 2Speeder JohnNo ratings yet
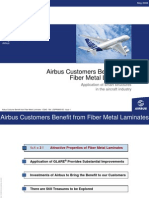
- ILA06 Praesentat AIRBUS Juergen PleitnerDocument18 pagesILA06 Praesentat AIRBUS Juergen PleitnerFernando Olmedo0% (1)
- F-7.2.1.5 Specification Revision ListDocument11 pagesF-7.2.1.5 Specification Revision ListRam Parimalam0% (1)
- Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) ComponentsDocument34 pagesAirbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Componentsolegprikhodko2809No ratings yet
- Abr 4-0085Document27 pagesAbr 4-0085darrow doriNo ratings yet
- ABS10021Document11 pagesABS10021darrow dori100% (1)
- Airbus FAST Magazine 44 p8 p16Document9 pagesAirbus FAST Magazine 44 p8 p16Subha SahaNo ratings yet
- Composite Repair StudyDocument31 pagesComposite Repair StudyAlexious Dhas0% (1)
- 01 TCT-Stress FamiliarizationDocument30 pages01 TCT-Stress FamiliarizationAviationaddictNo ratings yet
- Asb As350-52.00.53Document11 pagesAsb As350-52.00.53anon_847285754No ratings yet
- Boeing Vs Airbus - Composite MaterialsDocument16 pagesBoeing Vs Airbus - Composite MaterialsAleks Daniel0% (1)
- Maximum Rivet Pitch Study 20111115Document18 pagesMaximum Rivet Pitch Study 20111115Jatin KhuranaNo ratings yet
- Aerospace Seat TracksDocument7 pagesAerospace Seat TracksSergey FedorinovNo ratings yet
- Shot PeeningDocument37 pagesShot PeeningitslowNo ratings yet
- SAE AS 15000A Grease Nipple TipsDocument2 pagesSAE AS 15000A Grease Nipple TipsAndr EkmeNo ratings yet
- Aircraft Metal StructureDocument42 pagesAircraft Metal StructurehatanniNo ratings yet
- Airbus Specification - Nadcap Commodity - Cross Table - 05 March 2019Document22 pagesAirbus Specification - Nadcap Commodity - Cross Table - 05 March 2019PDDELUCANo ratings yet
- 777 Empennage Certification ApproachDocument18 pages777 Empennage Certification Approachgarystevensoz100% (2)
- ASNA2041Document18 pagesASNA2041BorjaNo ratings yet
- Products Techniques, Inc.: Aircraft Paint Application ManualDocument42 pagesProducts Techniques, Inc.: Aircraft Paint Application ManualOscar Cueva100% (2)
- SAE AMS 5516p-2012Document5 pagesSAE AMS 5516p-2012Mehdi MokhtariNo ratings yet
- LISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsDocument6 pagesLISI AEROSPACE - PULL-STEM™ and PULL-IN™ PinsLeandro González De CeccoNo ratings yet
- Technical Notes (TN) : AirbusDocument76 pagesTechnical Notes (TN) : AirbusHossein RashediNo ratings yet
- Aips 01-01-004 2014-07 4Document20 pagesAips 01-01-004 2014-07 4Bogdan RusuNo ratings yet
- Install of Grounding ModulesDocument10 pagesInstall of Grounding Modulesolegprikhodko2809No ratings yet
- Aips01-02-006 Installation of Lockbolts Pull TypeDocument9 pagesAips01-02-006 Installation of Lockbolts Pull TypeAlberto Biedma FernándezNo ratings yet
- Advisory Circular: U.S. Department of Transportation Federal Avlatlon AdmltllstmtiorlDocument6 pagesAdvisory Circular: U.S. Department of Transportation Federal Avlatlon AdmltllstmtiorlCandace FrankNo ratings yet
- Ac 25-307-1Document10 pagesAc 25-307-1Candace FrankNo ratings yet
- Ac 91-56Document11 pagesAc 91-56Candace FrankNo ratings yet
- AC 25-24 Sustained Engine ImbalanceDocument13 pagesAC 25-24 Sustained Engine ImbalanceCandace FrankNo ratings yet
- Altair 13.0 Help HM FeaDocument2 pagesAltair 13.0 Help HM FeaCandace FrankNo ratings yet
- Time and Frequency Domain Flutter SolutionsDocument10 pagesTime and Frequency Domain Flutter SolutionsCandace FrankNo ratings yet
- Advisory Circular: Federal Aviation AdministrationDocument4 pagesAdvisory Circular: Federal Aviation AdministrationCandace FrankNo ratings yet
- Advisory: CircularDocument11 pagesAdvisory: CircularCandace FrankNo ratings yet
- Mazda cx5 Workshop Manual4172Document1 pageMazda cx5 Workshop Manual4172Candace FrankNo ratings yet
- Mazda 6 Service Manual - Refrigerant System Service Procedures - Heater and Air Conditioner SystemsDocument10 pagesMazda 6 Service Manual - Refrigerant System Service Procedures - Heater and Air Conditioner SystemsCandace FrankNo ratings yet
- 2D Laminate Theory: Lesson 7Document32 pages2D Laminate Theory: Lesson 7Candace FrankNo ratings yet
- Damage IndentificationDocument7 pagesDamage IndentificationCandace FrankNo ratings yet
- Comparative Analysis of Effect of Thermal Shock On Adhesive Joint StrengthDocument6 pagesComparative Analysis of Effect of Thermal Shock On Adhesive Joint StrengthCandace FrankNo ratings yet
- Event: "This High Speed Demonstrator Incorporates Many New Technologies, Starting From The Rotor DesignDocument3 pagesEvent: "This High Speed Demonstrator Incorporates Many New Technologies, Starting From The Rotor DesignCandace FrankNo ratings yet
- Wrinkling StressDocument8 pagesWrinkling StressCandace FrankNo ratings yet
- Incas Bulletin Vol 9 Iss 2 2017 InternetDocument36 pagesIncas Bulletin Vol 9 Iss 2 2017 InternetCandace FrankNo ratings yet
- Product Information: Viscoplus For OilDocument1 pageProduct Information: Viscoplus For OilCandace FrankNo ratings yet
- Far 25.735-92Document2 pagesFar 25.735-92Candace FrankNo ratings yet
- Incas Bulletin Vol 9 Iss 3 2017 InternetDocument36 pagesIncas Bulletin Vol 9 Iss 3 2017 InternetCandace FrankNo ratings yet
- Finite Element Mesh SizingDocument12 pagesFinite Element Mesh SizingCandace FrankNo ratings yet
- INCAS BULLETIN Vol 9 Issue 4 Internet First PGDocument34 pagesINCAS BULLETIN Vol 9 Issue 4 Internet First PGCandace FrankNo ratings yet
- BMW WillDocument3 pagesBMW WillCandace FrankNo ratings yet
- Composites and Their Properties PDFDocument516 pagesComposites and Their Properties PDFCandace Frank100% (1)
- Engine Timing Tools Renault Dci: Part No. 4076Document4 pagesEngine Timing Tools Renault Dci: Part No. 4076Candace FrankNo ratings yet
- MSC Nastran - 2005Document398 pagesMSC Nastran - 2005gaurav_bhupatiNo ratings yet
- DTC Table (PJB)Document2 pagesDTC Table (PJB)Candace Frank100% (1)
- Mazda OilDocument1 pageMazda OilCandace FrankNo ratings yet
- Rep MazdaDocument4 pagesRep MazdaCandace FrankNo ratings yet
- Unesco - Eolss Sample Chapters: Pressurized Heavy Water ReactorsDocument8 pagesUnesco - Eolss Sample Chapters: Pressurized Heavy Water ReactorsAnonymous qDCftTW5MNo ratings yet
- 13.2EN Funds-Flow-Analysis Final V1-1 PDFDocument2 pages13.2EN Funds-Flow-Analysis Final V1-1 PDFvishnupriyaNo ratings yet
- 21419D PDFDocument22 pages21419D PDFKaren OjedaNo ratings yet
- Vocational Education and Skills Development: A Case of PakistanDocument13 pagesVocational Education and Skills Development: A Case of PakistanAli HusnaenNo ratings yet
- Tempblue Inverter PX Seer19Document2 pagesTempblue Inverter PX Seer19Alejandro GalindoNo ratings yet
- Research Paper Rubric NameDocument2 pagesResearch Paper Rubric Namelittleblondie76No ratings yet
- Microsoft Translator Custom Translator User GuideV3Document23 pagesMicrosoft Translator Custom Translator User GuideV3LeonNo ratings yet
- Etx-205aDocument440 pagesEtx-205asabu sabuNo ratings yet
- Kolej Vokasional - Jabatan Teknologi Elektrik Dan ElektronikDocument7 pagesKolej Vokasional - Jabatan Teknologi Elektrik Dan ElektronikSarah Husna RosmanNo ratings yet
- RF Probe-Watt MeterDocument6 pagesRF Probe-Watt MeterJaime LazoNo ratings yet
- Okanagan Charter: An International Charter For Health Promoting Universities & CollegesDocument12 pagesOkanagan Charter: An International Charter For Health Promoting Universities & CollegesAshley DayanaNo ratings yet
- SPW-CR253EHL5-E: Parts ListDocument4 pagesSPW-CR253EHL5-E: Parts ListDavid Lemos SanchezNo ratings yet
- 7D2012Document318 pages7D2012shaan_ahNo ratings yet
- APG3009 ManualDocument34 pagesAPG3009 ManualedgarcamposNo ratings yet
- The POS SystemDocument16 pagesThe POS SystemVinayak Hospet100% (1)
- TK188A GSM/GPRS/GPS TrackerDocument9 pagesTK188A GSM/GPRS/GPS TrackerFeJuniorNo ratings yet
- Igw GuidelinesDocument49 pagesIgw Guidelineskrul786100% (1)
- Library Website Functionality Requirements v1.4Document50 pagesLibrary Website Functionality Requirements v1.4rmazarNo ratings yet
- Form 5 Chapter 3Document46 pagesForm 5 Chapter 3qq23571% (7)
- JSA For Operation of Jack Hammer, Dimantalling Batching Plant Fountdation Near Waste Water TreatmentDocument4 pagesJSA For Operation of Jack Hammer, Dimantalling Batching Plant Fountdation Near Waste Water TreatmentMohammed Minhaj100% (1)
- Process Flow Chart Assy ECU Waterproof & Non-WaterproofDocument9 pagesProcess Flow Chart Assy ECU Waterproof & Non-WaterproofAndi KamriNo ratings yet
- Questions-For-Dotnet-Professionals - HTML FresherDocument207 pagesQuestions-For-Dotnet-Professionals - HTML FresherPrintesh PatelNo ratings yet
- MicroscopesDocument3 pagesMicroscopesjonNo ratings yet
- ME013Document245 pagesME013Ronel MendozaNo ratings yet
- 785 C 305Document11 pages785 C 305ValiNo ratings yet
- Novel Santhy Agatha Dating With The Dark PDFDocument1 pageNovel Santhy Agatha Dating With The Dark PDFMeychin100% (1)
- Chevrolet Captiva Service Manual 00Document19 pagesChevrolet Captiva Service Manual 00krisdiarto@gmail.com100% (2)
- Chapter 7Document24 pagesChapter 7ravi100% (1)