Download as pdf or txt
You might also like
- Pipe Flow Calculations PDFDocument12 pagesPipe Flow Calculations PDFharrypop418No ratings yet
- Vaneless DiffuserDocument8 pagesVaneless Diffuseramir_karimiNo ratings yet
- ARCHIVE Proceedings of the Institution of Mechanical Engineers Conference Proceedings 1964-1970 (Vols 178-184) Various Titles Labelled Volumes a to S Volume 180 Issue 310 1965 [Doi 10.1243_PIME_CONFDocument13 pagesARCHIVE Proceedings of the Institution of Mechanical Engineers Conference Proceedings 1964-1970 (Vols 178-184) Various Titles Labelled Volumes a to S Volume 180 Issue 310 1965 [Doi 10.1243_PIME_CONFSree288No ratings yet
- c60 Cryogenic Gas Processing System (Exterran)Document4 pagesc60 Cryogenic Gas Processing System (Exterran)Martín Diego MastandreaNo ratings yet
- A Methodology For Estimating Engineering Details (Aace)Document9 pagesA Methodology For Estimating Engineering Details (Aace)Martín Diego Mastandrea100% (1)
- Tech Memo - y FactorDocument4 pagesTech Memo - y FactorsumitrochakrabortiNo ratings yet
- Pipe Contraction Pressure LossDocument8 pagesPipe Contraction Pressure LossblumunchieNo ratings yet
- Fault Diagnosis of Reciprocating Compressor Using Pressure PulsationsDocument10 pagesFault Diagnosis of Reciprocating Compressor Using Pressure PulsationsSandeep KasureNo ratings yet
- 96 GT 51 JakartaDocument8 pages96 GT 51 JakartaJagdish Singh MehtaNo ratings yet
- Bell e Mehta 1988Document39 pagesBell e Mehta 1988Nelson LondoñoNo ratings yet
- Contraction Design - Bell 1988Document37 pagesContraction Design - Bell 1988guto_spriteNo ratings yet
- Butterfly Valve and FlowDocument5 pagesButterfly Valve and FlowMurugan RangarajanNo ratings yet
- Flow Past A Circular Cylinder: William J. DevenportDocument16 pagesFlow Past A Circular Cylinder: William J. DevenportShiva UNo ratings yet
- Pressure Drop Calculation - Theory: View TableDocument13 pagesPressure Drop Calculation - Theory: View Tableray_k_917775% (4)
- Flowrate Calculation For An Orifice FlowmeterDocument3 pagesFlowrate Calculation For An Orifice FlowmetervbiroliniNo ratings yet
- AE1256 AerodynamicslabmanualsDocument48 pagesAE1256 AerodynamicslabmanualsSenthil ArumugamNo ratings yet
- Ductwork Design ProgramDocument69 pagesDuctwork Design Programsalmaan khanNo ratings yet
- Experiment 3-Flow Past A Circular CylinderDocument15 pagesExperiment 3-Flow Past A Circular CylinderNguyen Duy Thao75% (4)
- Pressure Drop in Laminar and Turbulent Flows in Circular PipeDocument17 pagesPressure Drop in Laminar and Turbulent Flows in Circular Pipegestapo85No ratings yet
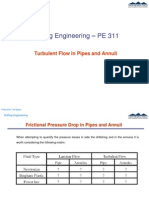
- Turbulent FlowDocument40 pagesTurbulent FlowHENDRIK2011100% (1)
- Aade 10 DF Ho 26Document9 pagesAade 10 DF Ho 26Trần Anh ĐứcNo ratings yet
- C.2 Gas: Figure C-1 Schematic of Liquid Flow Through OriiiceDocument3 pagesC.2 Gas: Figure C-1 Schematic of Liquid Flow Through OriiiceSyani ZayanaNo ratings yet
- Ce140-0p 3x5Document14 pagesCe140-0p 3x5naikin_10310% (1)
- Diff PR Flo MeterDocument19 pagesDiff PR Flo MeterShoeb ShaikhNo ratings yet
- Pipe Systems DesignDocument31 pagesPipe Systems DesignAvinash VasudeoNo ratings yet
- An Improve Matematical Model Fo Shear Stress Robertson Stiff RheologyDocument6 pagesAn Improve Matematical Model Fo Shear Stress Robertson Stiff RheologyAgus Riza RomadlonNo ratings yet
- A Meanline Model For Impeller Flow RecirculationDocument8 pagesA Meanline Model For Impeller Flow RecirculationJun GWan Park100% (1)
- Airflow BasicsDocument6 pagesAirflow BasicsChris FoxNo ratings yet
- Baum Koschichow Froehlich GT2016-57399 ASME TurboExpo 2016 FinalDocument14 pagesBaum Koschichow Froehlich GT2016-57399 ASME TurboExpo 2016 Finalkanbur.191No ratings yet
- Topic 2: Flowmeter Measurement Apparatus 2.1 THEORY: RotameterDocument6 pagesTopic 2: Flowmeter Measurement Apparatus 2.1 THEORY: Rotameterpelinces_cityNo ratings yet
- Fluid Flow Lab: Experiment 4Document13 pagesFluid Flow Lab: Experiment 4shubhamNo ratings yet
- Practical Rheology Section 3 PDFDocument42 pagesPractical Rheology Section 3 PDFsiva praneethNo ratings yet
- Duct Air Leakage PDFDocument3 pagesDuct Air Leakage PDFWilliam GrecoNo ratings yet
- FlowLabEOC2e CH08Document5 pagesFlowLabEOC2e CH08tomekzawistowskiNo ratings yet
- Applications of Bernoulli's EquationDocument27 pagesApplications of Bernoulli's EquationSourav Khatua100% (2)
- Lab Manual 2012 Fluid MechanicsDocument23 pagesLab Manual 2012 Fluid MechanicsUsman HaiderNo ratings yet
- Fluid Flow Venturi Bernoulli's Principle: Q / A Q / ADocument5 pagesFluid Flow Venturi Bernoulli's Principle: Q / A Q / AEngrDaniyal Hussain KhanNo ratings yet
- Air LeakDocument10 pagesAir Leakjohnking5555No ratings yet
- Venturi CD at Laminar FlowDocument6 pagesVenturi CD at Laminar FlowFatih Fırat100% (1)
- Pipeline LosessDocument23 pagesPipeline Losessasl91100% (1)
- Orifice, Nozzle and Venturi Flow Rate Meters: Water & Air FlowmetersDocument4 pagesOrifice, Nozzle and Venturi Flow Rate Meters: Water & Air Flowmeterssiva_nagesh_2No ratings yet
- Jurnal Sharp Crested Weir (Important)Document11 pagesJurnal Sharp Crested Weir (Important)Dante TjandraNo ratings yet
- Subsonic Wind Tunnel TestingDocument20 pagesSubsonic Wind Tunnel TestingGovardhan ReddyNo ratings yet
- Tip Leakage FlowDocument15 pagesTip Leakage FlowMuhammad Zubair SheikhNo ratings yet
- Group Assignment IIIDocument7 pagesGroup Assignment IIIlelisagetachew90No ratings yet
- Module 4a - Line Sizing CalculationDocument9 pagesModule 4a - Line Sizing CalculationEkundayo JohnNo ratings yet
- Reynolds Number Effect On Compressible Cylindrical Cavity OwDocument9 pagesReynolds Number Effect On Compressible Cylindrical Cavity OwRehan NaseerNo ratings yet
- EI6603 - Industrial - Instrumentation - II - University - QP - Answer - KeyDocument16 pagesEI6603 - Industrial - Instrumentation - II - University - QP - Answer - KeyMadhusudhanan Ramaiah100% (1)
- Wind Tunnel Velocity Profiles Generated by Differentially-Spaced Flat PlatesDocument10 pagesWind Tunnel Velocity Profiles Generated by Differentially-Spaced Flat PlatesMario AlemanNo ratings yet
- ECK Rainage Esign: B D A - O 2006Document20 pagesECK Rainage Esign: B D A - O 2006HundeejireenyaNo ratings yet
- Critical Flow Restricting Orifices: D-Zero Engineering Note: 3740.S10-EN-173 C.H. Kurita August 9, 1988Document6 pagesCritical Flow Restricting Orifices: D-Zero Engineering Note: 3740.S10-EN-173 C.H. Kurita August 9, 1988JeEJyZaNo ratings yet
- Pressure Drop CalculationDocument8 pagesPressure Drop Calculationmazumdar_satyajitNo ratings yet
- (Instrumentation) Measurement of Flow of FluidsDocument40 pages(Instrumentation) Measurement of Flow of FluidsLWYenNo ratings yet
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedFrom EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172From EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172No ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Do Not Forget ViscosityDocument28 pagesDo Not Forget ViscosityMartín Diego MastandreaNo ratings yet
- Visualizing The Mccabe-Thiele Diagram: Reactions and SeparationsDocument9 pagesVisualizing The Mccabe-Thiele Diagram: Reactions and SeparationsMicheal BrooksNo ratings yet
- Thermal Fluid Heaters (Fulton)Document16 pagesThermal Fluid Heaters (Fulton)Martín Diego MastandreaNo ratings yet
- Fluid Properties and New Technologies Connecting Design With RealityDocument8 pagesFluid Properties and New Technologies Connecting Design With RealityMartín Diego MastandreaNo ratings yet
- Asset Integrity - The Key To Managing Major Incident Risks (Ogp)Document20 pagesAsset Integrity - The Key To Managing Major Incident Risks (Ogp)Martín Diego MastandreaNo ratings yet
- Duct BurnersDocument23 pagesDuct BurnersMartín Diego MastandreaNo ratings yet
- AFT CE Gasflow ReprintDocument8 pagesAFT CE Gasflow ReprintNacho.pNo ratings yet
- Sulphide Scavengers in Oil and Gas Industry - A ReviewDocument8 pagesSulphide Scavengers in Oil and Gas Industry - A ReviewMartín Diego MastandreaNo ratings yet
- Chemical Process Design - Economic EvaluationDocument18 pagesChemical Process Design - Economic EvaluationMartín Diego MastandreaNo ratings yet
- New Viscosity Correlations For Dead Crude OilsDocument7 pagesNew Viscosity Correlations For Dead Crude OilsMartín Diego MastandreaNo ratings yet
- Guidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsDocument19 pagesGuidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsMartín Diego Mastandrea100% (1)