Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Narrative TherapyDocument7 pagesNarrative TherapyRashidi Hamzah100% (1)
- Information Sheet 1: The Foundation of CommunicationsDocument4 pagesInformation Sheet 1: The Foundation of Communicationsjazzy mallariNo ratings yet
- Professional EducationDocument16 pagesProfessional Educationkiran mahalNo ratings yet
- REVISED PROPOSAL Proceedings (SIR ARNEL)Document2 pagesREVISED PROPOSAL Proceedings (SIR ARNEL)Edward AlmazanNo ratings yet
- Super and GINZBERG Career Developmental TheoriesDocument12 pagesSuper and GINZBERG Career Developmental TheoriesNanthiniNaveeshaNo ratings yet
- Social Learning TheoryDocument9 pagesSocial Learning TheoryPearl KehemetsweNo ratings yet
- Non-Fiction Book ReviewDocument7 pagesNon-Fiction Book Reviewapi-583801961No ratings yet
- Multimedia Lesson PlanDocument2 pagesMultimedia Lesson Planapi-424569666No ratings yet
- 1000 Word Essay On DisciplineDocument3 pages1000 Word Essay On DisciplineSina MosaviNo ratings yet
- Cross Cultural CommunicationsDocument22 pagesCross Cultural CommunicationsAkshey GaurNo ratings yet
- KabirDocument64 pagesKabirDhanesh Ka100% (1)
- The Psychological Effects of Crime and The Relationship Between Victims and CulpritsDocument2 pagesThe Psychological Effects of Crime and The Relationship Between Victims and Culpritsjacob michelNo ratings yet
- SCIENCE 7 DLP For Class Observation (1st Quarter)Document3 pagesSCIENCE 7 DLP For Class Observation (1st Quarter)Malixi Integrated School (CARAGA - Surigao del Sur)No ratings yet
- Rec 001Document176 pagesRec 001Sanjay SinghNo ratings yet
- Attitudinal and Behavioral Outcomes of Work Life Bala - 2020 - Journal of Hospit PDFDocument11 pagesAttitudinal and Behavioral Outcomes of Work Life Bala - 2020 - Journal of Hospit PDFCEVOL PHYSICNo ratings yet
- Ethics Report: InconsistencyDocument4 pagesEthics Report: InconsistencynattyNo ratings yet
- 308904-The QLD FreemaDocument40 pages308904-The QLD Freemaagenzia massonica internazionaleNo ratings yet
- A PLACE OF YES by Bethenny Frankel - An Excerpt On Parenting, Sex, and In-LawsDocument17 pagesA PLACE OF YES by Bethenny Frankel - An Excerpt On Parenting, Sex, and In-LawsSimon and SchusterNo ratings yet
- STD IX-X NSEJS 2009 Test PaperDocument10 pagesSTD IX-X NSEJS 2009 Test PaperDr Mohan Savade75% (4)
- HRD ClimateDocument13 pagesHRD Climatesupriya_raje100% (11)
- Eapp 1Document16 pagesEapp 1Ry An MotoNo ratings yet
- Henri Fayol 14 Principles of ManagementDocument3 pagesHenri Fayol 14 Principles of ManagementHR SagorNo ratings yet
- An Analysis of Sunsilk Ad AssignmentDocument4 pagesAn Analysis of Sunsilk Ad Assignmenttelecom valleyNo ratings yet
- Alamat NG GagambaDocument2 pagesAlamat NG GagambaApple ArgameNo ratings yet
- Supportive SupervisionDocument21 pagesSupportive SupervisionSaad MotawéaNo ratings yet
- Snyder and White 1982Document20 pagesSnyder and White 1982Sara WingNo ratings yet
- The Balanced Scorecard at The University of AkronDocument22 pagesThe Balanced Scorecard at The University of AkronVijay RaghavanNo ratings yet
- Bureaucratic Theory M.P.ADocument4 pagesBureaucratic Theory M.P.AArslan MukhtarNo ratings yet
- Crash Course Disorder WorksheetsDocument11 pagesCrash Course Disorder WorksheetsKaitlyn SimmonsNo ratings yet
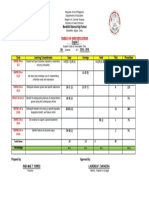
- Grade 7 TOS 4th GradingDocument1 pageGrade 7 TOS 4th GradingreiyaNo ratings yet