Download as pdf or txt
You might also like
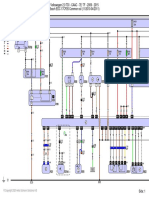
- Engine and ECU Diagram For Volkswagen T5Document6 pagesEngine and ECU Diagram For Volkswagen T5Ragnar W. Eliansson67% (3)
- A6 Ultra (Wiring)Document2 pagesA6 Ultra (Wiring)wplais100% (1)
- Blaupunkt BMW cd23 (ET)Document4 pagesBlaupunkt BMW cd23 (ET)Przemo BoguśNo ratings yet
- Disc2010 PDFDocument28 pagesDisc2010 PDFJeffry KarundengNo ratings yet
- Rating Criteria For Steel IndustryDocument5 pagesRating Criteria For Steel IndustryBinod Kumar PadhiNo ratings yet
- Appendix A.2 Water TWorks Capacity ChecksDocument12 pagesAppendix A.2 Water TWorks Capacity Checksttl153153No ratings yet
- The Nielsen Case Competition: 4 EditionDocument38 pagesThe Nielsen Case Competition: 4 EditionthanhNo ratings yet
- Fiber To Fiber and Fiber To Metal FrictionDocument49 pagesFiber To Fiber and Fiber To Metal FrictionMuhammad Khalil AzharNo ratings yet
- CB200X 2023Document2 pagesCB200X 2023江庭君No ratings yet
- Prensa de Esmeril PDFDocument15 pagesPrensa de Esmeril PDFJehinson16No ratings yet
- Detroit Lakes North Industrial Park, Phase 3, Feb. 1, 2022Document5 pagesDetroit Lakes North Industrial Park, Phase 3, Feb. 1, 2022Michael AchterlingNo ratings yet
- PK3 Selector Ball Valve For Manifold Mounting Steel: Available SizesDocument2 pagesPK3 Selector Ball Valve For Manifold Mounting Steel: Available SizesJasmi Noor SahudinNo ratings yet
- Kh-Din Flange Ball Valve With DIN Connection Steel: Available Sizes ConnectionsDocument2 pagesKh-Din Flange Ball Valve With DIN Connection Steel: Available Sizes ConnectionsTrong Hung NguyenNo ratings yet
- Transmision HTE Volvo L120EDocument8 pagesTransmision HTE Volvo L120ECHARLES HUMBERTO100% (5)
- Valvula de Cierre ParkerDocument4 pagesValvula de Cierre ParkerFelipe Antonio Zuñiga BarriaNo ratings yet
- Summary of Anchor / Nozzle Movements Heat Exchanger: Harish Toki 12-Jul-02 SA-516-70N 8-3E-7 1 SA-516-70NDocument18 pagesSummary of Anchor / Nozzle Movements Heat Exchanger: Harish Toki 12-Jul-02 SA-516-70N 8-3E-7 1 SA-516-70NArindomNo ratings yet
- MC Gill Cam Follower BearingsDocument2 pagesMC Gill Cam Follower BearingsRaphael RezendeNo ratings yet
- Attachment 3 PDFDocument1 pageAttachment 3 PDFnsureshbabuNo ratings yet
- Martin: Screw Conveyor Part Number DescriptionDocument2 pagesMartin: Screw Conveyor Part Number DescriptionCarlos Vazquez VazquezNo ratings yet
- FP HT 500 001Document1 pageFP HT 500 001Xavier LeeNo ratings yet
- Ductile Iron Fully-Lugged PN16: Features & BenefitsDocument1 pageDuctile Iron Fully-Lugged PN16: Features & BenefitsRonaldNo ratings yet
- Shanahan RunDocument11 pagesShanahan RunGrady AllenNo ratings yet
- BKH-F Flange Ball Valve Steel: Available Sizes ConnectionsDocument2 pagesBKH-F Flange Ball Valve Steel: Available Sizes ConnectionsDanielNo ratings yet
- Fileupload 1381941464Document5 pagesFileupload 1381941464Cim HanoiNo ratings yet
- Corniere Equal LegDocument7 pagesCorniere Equal LegVonjinantenaina VolamalalaNo ratings yet
- Fire Hydrant Parts DrawingDocument1 pageFire Hydrant Parts DrawingGary McKayNo ratings yet
- Hardware Catalogue 2020Document24 pagesHardware Catalogue 2020reynaldo widiantoNo ratings yet
- Line of 2Nd Floor: 1St Floor Electrical Lighting and Wiring Plan E 1Document1 pageLine of 2Nd Floor: 1St Floor Electrical Lighting and Wiring Plan E 1Atienza ArjayNo ratings yet
- Electrical LayoutDocument1 pageElectrical LayoutJaimes Albert MadizNo ratings yet
- List of Drawings: General Notes - 1Document1 pageList of Drawings: General Notes - 1Mario XicaráNo ratings yet
- Quick Shaft-Locking Clamps: L L D LDocument2 pagesQuick Shaft-Locking Clamps: L L D LTri SetiaNo ratings yet
- Amd 001 S.A R4 2Document1 pageAmd 001 S.A R4 2Yoto SoN FirstNo ratings yet
- M81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationDocument1 pageM81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationFlavio Abreu100% (1)
- S 4 Elevation of Steel Truss Scale: 50MM X 200MM X 10MM THICK C-PurlinsDocument1 pageS 4 Elevation of Steel Truss Scale: 50MM X 200MM X 10MM THICK C-PurlinsCyra Grace QuimpanNo ratings yet
- Drawing For 8kw Duct Heater (1.5kwx4,1kwx2)Document9 pagesDrawing For 8kw Duct Heater (1.5kwx4,1kwx2)Balamurugan ArumugamNo ratings yet
- Zx200-5G Hydraulic Circuit Diagram (Standard) : Arm CylDocument1 pageZx200-5G Hydraulic Circuit Diagram (Standard) : Arm CylTùng HUỳnhNo ratings yet
- Piping Class: Standard Specification For Pipe, Valves & FittingsDocument8 pagesPiping Class: Standard Specification For Pipe, Valves & Fittingsxavier lopezNo ratings yet
- Gen-Pt-009-2311-Th44 E2.00Document1 pageGen-Pt-009-2311-Th44 E2.00daveglai24No ratings yet
- Ic RegulatorDocument19 pagesIc RegulatorDavit OmegaNo ratings yet
- Hydroseal Valve Cat D98!9!12Document4 pagesHydroseal Valve Cat D98!9!12Aibek AkbalikovNo ratings yet
- Toma Siamesa Elkhart Modelo 1 PDFDocument2 pagesToma Siamesa Elkhart Modelo 1 PDFSANTONo ratings yet
- Toma Siamesa Elkhart Modelo 1 PDFDocument2 pagesToma Siamesa Elkhart Modelo 1 PDFRICHINo ratings yet
- Steel Making at JSWDocument14 pagesSteel Making at JSWSupreeth R KoundiniyaNo ratings yet
- Ats A25Document1 pageAts A25Researcher0415No ratings yet
- Catalogo Chumacera Flecha 100 MMDocument2 pagesCatalogo Chumacera Flecha 100 MMJuan Mariano Lopez SalgadoNo ratings yet
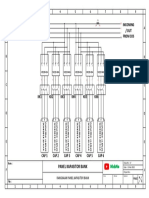
- YT NickNo Panel Kapasitor Bank-Halaman-5Document1 pageYT NickNo Panel Kapasitor Bank-Halaman-5Rio FalentinoNo ratings yet
- Torsional: in This SectionDocument42 pagesTorsional: in This SectionEdison Gustavo MuenalaNo ratings yet
- Peaking-Bend Tank 011Document26 pagesPeaking-Bend Tank 011yuwantoniNo ratings yet
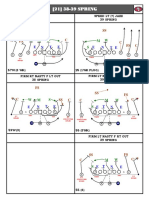
- 2-Minute Plays - 2015Document2 pages2-Minute Plays - 2015westcoastoffenseNo ratings yet
- UCPXDocument1 pageUCPXdAvId rObLeSNo ratings yet
- LT MCC 511.1Document6 pagesLT MCC 511.1HEMANT RAMJINo ratings yet
- CATDrawing10 ModelDocument1 pageCATDrawing10 Modelawarade276No ratings yet
- CPP Plant Area Offset CPP: C1 GS.2 MGTDocument1 pageCPP Plant Area Offset CPP: C1 GS.2 MGTRobie KyrNo ratings yet
- Diagram Flowmeter PT. AKRDocument1 pageDiagram Flowmeter PT. AKRlaksmana nandaNo ratings yet
- BX2 DimensionesDocument2 pagesBX2 DimensionesUlises MurielNo ratings yet
- List of Drawings: Sheet No. Sheet TitleDocument1 pageList of Drawings: Sheet No. Sheet TitleNitin DahiyaNo ratings yet
- LIFTER WIRING DiagramDocument1 pageLIFTER WIRING DiagramsunanNo ratings yet
- Golden Big Band (Acotada) 2022Document2 pagesGolden Big Band (Acotada) 2022gabrielNo ratings yet
- Maddy5 4Document1 pageMaddy5 4madhuvanthis21No ratings yet
- ZX135US Hydraulic Circuit DiagramDocument1 pageZX135US Hydraulic Circuit Diagramderekpalang1003No ratings yet
- Gate, Globe & Check Valves: Section JDocument32 pagesGate, Globe & Check Valves: Section JDarlin AlfaroNo ratings yet
- FP Su 500 002Document1 pageFP Su 500 002Xavier LeeNo ratings yet
- Insertos de CuñasDocument9 pagesInsertos de CuñasAlan MaidaNo ratings yet
- BeamDocument1 pageBeam128 SACHITA BANIYANo ratings yet
- POSCO Case - History of PoscoDocument5 pagesPOSCO Case - History of PoscoBinod Kumar PadhiNo ratings yet
- Presentation of SP Global PlattsDocument33 pagesPresentation of SP Global PlattsBinod Kumar PadhiNo ratings yet
- SL No Wheel Id Hardness Hardness Status MPT MPT Reason Ut UT Reason Date Shift Witnessed by Rites Tested by Wheel Status RemarksDocument4 pagesSL No Wheel Id Hardness Hardness Status MPT MPT Reason Ut UT Reason Date Shift Witnessed by Rites Tested by Wheel Status RemarksBinod Kumar PadhiNo ratings yet
- BSP Plant Performance 60th TISCO JamshedpurDocument22 pagesBSP Plant Performance 60th TISCO JamshedpurBinod Kumar Padhi100% (1)
- SMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Document14 pagesSMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Binod Kumar PadhiNo ratings yet
- Month-Wise Phosphorous Reversal ReportDocument1 pageMonth-Wise Phosphorous Reversal ReportBinod Kumar PadhiNo ratings yet
- PresentationDocument17 pagesPresentationBinod Kumar PadhiNo ratings yet
- Guide Map EcoParkDocument1 pageGuide Map EcoParkBinod Kumar Padhi50% (2)
- Largest Steel Producers Since 1980Document38 pagesLargest Steel Producers Since 1980Binod Kumar PadhiNo ratings yet
- NSP-2017 & Its ImpactDocument6 pagesNSP-2017 & Its ImpactBinod Kumar PadhiNo ratings yet
- S. No. Cast No. Date Shif Sequence No. of Pcs. Grade DecisionDocument2 pagesS. No. Cast No. Date Shif Sequence No. of Pcs. Grade DecisionBinod Kumar PadhiNo ratings yet
- GATE Mining Engineering Solved 2011Document13 pagesGATE Mining Engineering Solved 2011Binod Kumar Padhi100% (1)
- GATE Mining Engineering 2007Document17 pagesGATE Mining Engineering 2007Binod Kumar Padhi100% (1)
- Slag Analysis Report: Uploading Time Source of SampleDocument23 pagesSlag Analysis Report: Uploading Time Source of SampleBinod Kumar PadhiNo ratings yet
- Improvement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingDocument38 pagesImprovement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingBinod Kumar PadhiNo ratings yet
- 17 Total CCP Heats: CCM 1: CCM 2: CCM 3: CCM 4: 5 5 2 5Document4 pages17 Total CCP Heats: CCM 1: CCM 2: CCM 3: CCM 4: 5 5 2 5Binod Kumar PadhiNo ratings yet
- IntroDocument24 pagesIntroBinod Kumar PadhiNo ratings yet
- Caster #1 Caster #2 Caster #3 Caster #4 Analysis GradeDocument2 pagesCaster #1 Caster #2 Caster #3 Caster #4 Analysis GradeBinod Kumar PadhiNo ratings yet
- Idirect Sail Q4fy16Document9 pagesIdirect Sail Q4fy16Binod Kumar PadhiNo ratings yet
- Analisis Model KanoDocument4 pagesAnalisis Model KanoAnonymous lK9r9XNo ratings yet
- SMUSA Annual Report 09Document95 pagesSMUSA Annual Report 09DonLiu100% (1)
- PI Troubleshooting Tips - How To Tune PI Synchronous Scenarios - Process Integration - SCN Wiki PDFDocument3 pagesPI Troubleshooting Tips - How To Tune PI Synchronous Scenarios - Process Integration - SCN Wiki PDFSujith KumarNo ratings yet
- Repaso Gramática y Vocabulario Unit 1Document6 pagesRepaso Gramática y Vocabulario Unit 1Erica Pastor MayoralNo ratings yet
- Survey Letter July 17Document2 pagesSurvey Letter July 17Michael ScarfoNo ratings yet
- CH17-7Ed Acquiring and Implementing AISDocument34 pagesCH17-7Ed Acquiring and Implementing AISsyaraNo ratings yet
- Quadratic Equation Ax bxc0 X A B B Ac: Mathematical FormulaeDocument2 pagesQuadratic Equation Ax bxc0 X A B B Ac: Mathematical FormulaeAbidah AliNo ratings yet
- REF - LIMIT-004 PSB711 - 2003 - 005 - HitachioilsamplingguidelinesDocument4 pagesREF - LIMIT-004 PSB711 - 2003 - 005 - Hitachioilsamplingguidelinesgilar herliana putraNo ratings yet
- Farm Machinery IDocument6 pagesFarm Machinery IAnthony ContrerasNo ratings yet
- Appendix To ISSAI 5000 EDocument4 pagesAppendix To ISSAI 5000 EAli HabibNo ratings yet
- "IKIGAI - Find Your Purpose For Being": DescriptionDocument3 pages"IKIGAI - Find Your Purpose For Being": DescriptionashindeNo ratings yet
- 02 AER RichardsonDocument8 pages02 AER RichardsonabhayNo ratings yet
- 2e Starter Language Focus ReferenceDocument14 pages2e Starter Language Focus ReferenceCami AdornoNo ratings yet
- Bearing Failures, Causes & Remidies 25.02.08Document66 pagesBearing Failures, Causes & Remidies 25.02.08Sonali Priyadarshini100% (2)
- Sap IntertrDocument28 pagesSap IntertrAnonymous 4PnhkGJ0PNo ratings yet
- IBM WebSphere Transformation Extender Pack For SWIFTNet FIN DownloadServletDocument4 pagesIBM WebSphere Transformation Extender Pack For SWIFTNet FIN DownloadServletalexpio2kNo ratings yet
- Standard Test Methods For Drying, Curing, or Film Formation of Organic Coatings at Room TemperatureDocument4 pagesStandard Test Methods For Drying, Curing, or Film Formation of Organic Coatings at Room TemperatureHaresh BhanushaliNo ratings yet
- Atd2017 PressDocument6 pagesAtd2017 PressЗорица ПрокопићNo ratings yet
- 4 Spark CassandraDocument15 pages4 Spark CassandrausernameusernaNo ratings yet
- Presentation On: 1: .Sampling of Concrete 2.acceptance Criteria of Concrete TestDocument12 pagesPresentation On: 1: .Sampling of Concrete 2.acceptance Criteria of Concrete TestSuson DhitalNo ratings yet
- Fil 111-TOS Midterm Final Copy 2Document2 pagesFil 111-TOS Midterm Final Copy 2Criselda Garcia SarioNo ratings yet
- 6 Editing in ArcGISDocument8 pages6 Editing in ArcGISAnonymous cC2VeA9MBNo ratings yet
- Radiographic Sensitivity in Industrial 1Document1 pageRadiographic Sensitivity in Industrial 1hamza laribiNo ratings yet
- Sample Exam Question: Scope of HPLCDocument5 pagesSample Exam Question: Scope of HPLCMuhamad Ivan AbrorNo ratings yet
- ch8 Mitra DSP 2pDocument47 pagesch8 Mitra DSP 2pjeyaseelan1982No ratings yet
- PcomDocument11 pagesPcomDennis Sida SantosNo ratings yet