Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Appendix A - H PDFDocument103 pagesAppendix A - H PDFAmir Fahad0% (1)
- ICEM Shape DesignDocument16 pagesICEM Shape DesignSidi Rach100% (4)
- PC162 Kingpost Marine CraneDocument2 pagesPC162 Kingpost Marine Craneo_tostaNo ratings yet
- Talc and Pyrophylite GroupDocument21 pagesTalc and Pyrophylite Groupmap vitcoNo ratings yet
- Comparing Steganography AlgorithmsDocument31 pagesComparing Steganography AlgorithmsBakir JawadNo ratings yet
- Structurix MEcoDocument12 pagesStructurix MEcoPierpaolo AparoNo ratings yet
- CDP Conversion of Fuel Data To MWH 2016Document11 pagesCDP Conversion of Fuel Data To MWH 2016Luz DuarteNo ratings yet
- EQ Lighting CircuitsDocument5 pagesEQ Lighting Circuitsioan_antoce67No ratings yet
- Ambient Vibration Testing of Historical Monuments Within Monastery Complex "St. Marry Perivleptos" in OhridDocument11 pagesAmbient Vibration Testing of Historical Monuments Within Monastery Complex "St. Marry Perivleptos" in OhridsaulolmNo ratings yet
- 1 s2.0 S1359645422006061 Main 18 19Document2 pages1 s2.0 S1359645422006061 Main 18 19I BHARGAVNo ratings yet
- Udc 230Document180 pagesUdc 230Angel Alvarez CarrilloNo ratings yet
- Perko Emissions PDFDocument60 pagesPerko Emissions PDFfredy2212No ratings yet
- Aesthetics and ErgonomicsDocument17 pagesAesthetics and Ergonomicsdhaval082No ratings yet
- Topographic Map of FiskDocument1 pageTopographic Map of FiskHistoricalMapsNo ratings yet
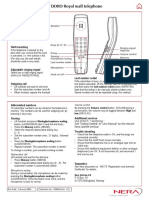
- Using DORO Royal Wall Telephone: ConnectionDocument1 pageUsing DORO Royal Wall Telephone: ConnectionBhavin DoshiNo ratings yet
- Past Questions According To Article: Multiple Choice Questions LiquidsDocument8 pagesPast Questions According To Article: Multiple Choice Questions LiquidsSheikh Shahbaz AliNo ratings yet
- Site Activities BD and SulzerDocument10 pagesSite Activities BD and SulzerFer VFNo ratings yet
- Iec60068 2 75 2014Document73 pagesIec60068 2 75 2014Hiro ItoNo ratings yet
- Android Activity Lifecycle - JavatpointDocument8 pagesAndroid Activity Lifecycle - JavatpointAdityaNo ratings yet
- Spayed Wing Wall BBS 162+911 RHS FinalDocument2 pagesSpayed Wing Wall BBS 162+911 RHS FinalHegdeVenugopalNo ratings yet
- JavaDocument383 pagesJavazosras93% (15)
- CSE Digital Light ProcessingDocument15 pagesCSE Digital Light ProcessingKalyaniNo ratings yet
- CALCULO DE CORREAS PLANAS-MétodoDocument22 pagesCALCULO DE CORREAS PLANAS-MétodoJeffer CabanaNo ratings yet
- Chapter 01Document23 pagesChapter 01Sherin M AnsariNo ratings yet
- General EBS SetupDocument119 pagesGeneral EBS SetupHidayatulla ShaikhNo ratings yet
- Caissons Cofferdams ReportDocument24 pagesCaissons Cofferdams ReportTrudeep Dave100% (1)
- Plus:: Urn A Colored VesselDocument68 pagesPlus:: Urn A Colored VesselAlfred LagbasNo ratings yet
- MZK007 - FEL Tagging InspectionDocument4 pagesMZK007 - FEL Tagging InspectionNorman CoetzeeNo ratings yet
- Agent ApiDocument18 pagesAgent ApiMister MxyzptlkNo ratings yet
- Thakur Institute of Aviation TechnologyDocument3 pagesThakur Institute of Aviation TechnologyAshwini ChaurasiaNo ratings yet