Download as pdf or txt
You might also like
- Injection Molding: Part Cost EstimatorDocument3 pagesInjection Molding: Part Cost Estimatorpchakkrapani100% (1)
- QR-06-54 Injection Molding Process SheetDocument2 pagesQR-06-54 Injection Molding Process Sheetmuhamad yasserNo ratings yet
- 2 Manual Service Kymco MXU 50 Reverse Kymco MXU 50 Kymco Mxer 50 Part2Document123 pages2 Manual Service Kymco MXU 50 Reverse Kymco MXU 50 Kymco Mxer 50 Part2Justin Lowe100% (1)
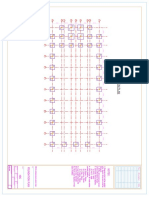
- A100 - FOUNDATION PLAN Layout1Document1 pageA100 - FOUNDATION PLAN Layout1avdesh7777No ratings yet
- RHINO GRASSHOPPER. WWW - Woojsung.com TUTORIAL Woo Jae SungDocument12 pagesRHINO GRASSHOPPER. WWW - Woojsung.com TUTORIAL Woo Jae Sungapi-2601040950% (4)
- Hot Runner System: Training ManualDocument21 pagesHot Runner System: Training ManualHồng HoàngNo ratings yet
- Theory of Moulds - ContentsDocument9 pagesTheory of Moulds - Contentsnagesh_sprao19275% (4)
- Mould HPDC Runner PDFDocument18 pagesMould HPDC Runner PDFMohd Nazri SalimNo ratings yet
- Website & SEO Proposal To SampleDocument8 pagesWebsite & SEO Proposal To Samplemanoj digiNo ratings yet
- Final Op Amp Lab ReportDocument7 pagesFinal Op Amp Lab Reportmehrin12367% (3)
- 02injection Moulding MachineDocument31 pages02injection Moulding MachineS Karthick KeyanNo ratings yet
- CTM Mold Design Standards PDFDocument43 pagesCTM Mold Design Standards PDFDini ViruNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- Minsa Trial Report Molde SC194Document2 pagesMinsa Trial Report Molde SC194daniel ortiz fuentesNo ratings yet
- Mold Cost EstimationDocument5 pagesMold Cost EstimationPenjahit TedyNo ratings yet
- Basic Gating and Runner DesignDocument66 pagesBasic Gating and Runner DesignRockfort HarshaNo ratings yet
- Inj Mold CalculateDocument9 pagesInj Mold CalculateGiap NguyenNo ratings yet
- Mold ChecklistDocument5 pagesMold ChecklistSelvaraj BalasundramNo ratings yet
- Tool Design - Chapter 3 (Part 3)Document48 pagesTool Design - Chapter 3 (Part 3)Fiq IFTNo ratings yet
- Mold Bases & Plates Catalog 2020 DECDocument292 pagesMold Bases & Plates Catalog 2020 DECShinichi SuzukiNo ratings yet
- Mould Maintenance A KumarDocument40 pagesMould Maintenance A KumarprashanthNo ratings yet
- HASCO-General Mould Components IndexDocument7 pagesHASCO-General Mould Components IndexНикола МедићNo ratings yet
- Sptech Tooling GuideDocument25 pagesSptech Tooling GuideKa Wing LeeNo ratings yet
- The Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SDocument6 pagesThe Process of Injection Mold Price Estimation:: The Tool Is Using This Formula: Weight L/1000 W/1000 T SSanjay KumarNo ratings yet
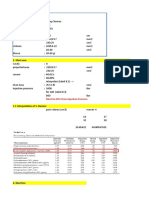
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85No ratings yet
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- Mould Manufacturing Technology: Checklist For Mould AssemblyDocument8 pagesMould Manufacturing Technology: Checklist For Mould AssemblyThe Pure ConsciousnessNo ratings yet
- KSS713 - Die Casting Tool Standard - Rev.03Document17 pagesKSS713 - Die Casting Tool Standard - Rev.03Adrian Doru100% (2)
- Design of Family Mould Tool For Plastic BoxDocument4 pagesDesign of Family Mould Tool For Plastic BoxEditor IJTSRDNo ratings yet
- 塑模保養維修講義 mold maintenance handbook: By PimDocument33 pages塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Injection Mold Design DetailsDocument43 pagesInjection Mold Design DetailsKen100% (1)
- Injection Molding Cost CalculatorDocument111 pagesInjection Molding Cost CalculatorvenkithankamNo ratings yet
- Injection Molding LabDocument2 pagesInjection Molding LabZulhusni Abdul JamanNo ratings yet
- Injection Mold DesignDocument12 pagesInjection Mold DesignbobNo ratings yet
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- Moulding Manual For Dupont M and Z Resins: Inlon YtelDocument43 pagesMoulding Manual For Dupont M and Z Resins: Inlon YtelSumeet ShindeNo ratings yet
- Tool Steel - Material Selection Guide: High Speed SteelsDocument1 pageTool Steel - Material Selection Guide: High Speed SteelsAlok Rawat NLMKNo ratings yet
- DME Slide Retainer - AllDocument5 pagesDME Slide Retainer - AllAmit RawatNo ratings yet
- Tool Design TerminologyDocument5 pagesTool Design Terminologyanmol6237No ratings yet
- Seminar On Split Cavity MouldDocument43 pagesSeminar On Split Cavity MouldasgrutuNo ratings yet
- Mold Flow Process ParametersDocument28 pagesMold Flow Process ParametersArun PrasadNo ratings yet
- Metals Stamping GlobalDocument40 pagesMetals Stamping GlobalMostafa Abd El AlemNo ratings yet
- Injection Moulding ProcessDocument3 pagesInjection Moulding ProcessSteven ChengNo ratings yet
- Plastic - Die - Engineering - TP IndiaDocument13 pagesPlastic - Die - Engineering - TP IndiaGiyanto NanitNo ratings yet
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Shot Area: Must Be 50% From Injection PressureDocument7 pagesShot Area: Must Be 50% From Injection PressureAri Wibowo NugrohoNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignŠetkić Semir100% (1)
- 9 Ejection System PDFDocument10 pages9 Ejection System PDFBa BuNo ratings yet
- Injection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedDocument4 pagesInjection Molded Plastic Part Cost Estimator: Design Organizatio Date Part EvaluatedTiago CerqueiraNo ratings yet
- PP - Injection Mould Component Cost EstimationDocument7 pagesPP - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Mould BaseDocument58 pagesMould BaseFurqan AlamNo ratings yet
- Design of The Injection MouldDocument19 pagesDesign of The Injection MouldSiddhant Prakash GoyalNo ratings yet
- Injctmld F03Document2 pagesInjctmld F03prasad_kcpNo ratings yet
- Mold Building Standards: Revised DateDocument13 pagesMold Building Standards: Revised Datelam nguyenNo ratings yet
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- Dme Comp MoldesDocument186 pagesDme Comp MoldesNuno CamarinhoNo ratings yet
- Mold SpecificationDocument1 pageMold SpecificationVictor Villouta LunaNo ratings yet
- Microsoft Word - Molding Notes Rev 03Document43 pagesMicrosoft Word - Molding Notes Rev 03Panir Selvam Periannan100% (1)
- Process Parameter CalculationDocument2 pagesProcess Parameter CalculationmaheshNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Tool Design For Plastic Injection Molding.1Document14 pagesTool Design For Plastic Injection Molding.1Shreekant GurlakattiNo ratings yet
- Plastics Processing: ExtrusionDocument17 pagesPlastics Processing: ExtrusionAnand PatelNo ratings yet
- Ejector Pins and Sleeves: School of Technology and Management, Polytechnic Institute of LeiriaDocument18 pagesEjector Pins and Sleeves: School of Technology and Management, Polytechnic Institute of LeiriaAnshul GuptaNo ratings yet
- 2.describe Mould Parts and ConstructionDocument49 pages2.describe Mould Parts and ConstructionNazri100% (4)
- 05 Mould StructureDocument7 pages05 Mould StructureAlex Kiko VillalobosNo ratings yet
- Mould ElementsDocument72 pagesMould Elementsvinayak100% (4)
- Onexox Faq PDFDocument4 pagesOnexox Faq PDFMohd Nazri SalimNo ratings yet
- Faq Online Guard PlusDocument4 pagesFaq Online Guard PlusMohd Nazri SalimNo ratings yet
- Onexox Faq PDFDocument4 pagesOnexox Faq PDFMohd Nazri SalimNo ratings yet
- 3c3-TrigonometIntegrals Stu PDFDocument12 pages3c3-TrigonometIntegrals Stu PDFEnrique Matom GallegoNo ratings yet
- Xox Prepaid FaqDocument15 pagesXox Prepaid FaqMohd Nazri SalimNo ratings yet
- Welding Inventor TutorialDocument2 pagesWelding Inventor TutorialMohd Nazri SalimNo ratings yet
- Contoh Soalan Shear StressDocument2 pagesContoh Soalan Shear StressMohd Nazri SalimNo ratings yet
- Inventor 2011 Weldments Elise MossDocument18 pagesInventor 2011 Weldments Elise MossVICTORSJNo ratings yet
- Mould HPDC Alloys PDFDocument4 pagesMould HPDC Alloys PDFMohd Nazri SalimNo ratings yet
- JemputanKawin PDFDocument1 pageJemputanKawin PDFMohd Nazri SalimNo ratings yet
- Contoh SoalanDocument1 pageContoh SoalanMohd Nazri SalimNo ratings yet
- Cive1400 200304 PDFDocument17 pagesCive1400 200304 PDFMohd Nazri SalimNo ratings yet
- Control Chart ExerciseDocument2 pagesControl Chart ExerciseMohd Nazri SalimNo ratings yet
- Pressure PDFDocument25 pagesPressure PDFMohd Nazri SalimNo ratings yet
- Employee Scheduling Methods Using A CalculatorDocument6 pagesEmployee Scheduling Methods Using A CalculatorMohd Nazri SalimNo ratings yet
- Minitab Basic TutorialDocument32 pagesMinitab Basic TutorialMohd Nazri SalimNo ratings yet
- MS - Excel - Linear - & - Multiple - Regression Office 2007Document7 pagesMS - Excel - Linear - & - Multiple - Regression Office 2007Mohd Nazri SalimNo ratings yet
- Petronas Technical StandardsDocument20 pagesPetronas Technical StandardsMohd Nizamuddin Mohamad NoorNo ratings yet
- Pipe Jacking - Herren PDFDocument2 pagesPipe Jacking - Herren PDFnurNo ratings yet
- HLP IntroductionDocument14 pagesHLP IntroductionJorge RuizNo ratings yet
- TLV JA3 Air Drain TrapDocument2 pagesTLV JA3 Air Drain TrapMONANo ratings yet
- Manual Reloj PyleDocument69 pagesManual Reloj PyleBanfieldSMNo ratings yet
- Monitor Audio RX - BrochureDocument20 pagesMonitor Audio RX - BrochuresistocNo ratings yet
- Database - Entity, Attribute, IUDDocument24 pagesDatabase - Entity, Attribute, IUDNajm Jibril PulindaoNo ratings yet
- Project ReportDocument9 pagesProject Reportapi-307821649No ratings yet
- Physics Binder 1Document2,790 pagesPhysics Binder 1tbs0sisirakumaraNo ratings yet
- Analysis Authorization Using Variable ExitsDocument17 pagesAnalysis Authorization Using Variable ExitshshahrianNo ratings yet
- Q:-7 Explain The Concept of Encapsulation With The Help of An Diagram?. AnsDocument4 pagesQ:-7 Explain The Concept of Encapsulation With The Help of An Diagram?. AnsKaran GabaNo ratings yet
- Geodetic Eng Job DescriptionDocument11 pagesGeodetic Eng Job DescriptionMuhammad Zaky MudzakirNo ratings yet
- SCBA2Document12 pagesSCBA2deddy priambodoNo ratings yet
- Introduction To General Ethics and Ethical ValuesDocument21 pagesIntroduction To General Ethics and Ethical ValuesMakotoNo ratings yet
- FW1Document5 pagesFW1Mary Faye ReyesNo ratings yet
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDocument26 pagesEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNo ratings yet
- Maths in Chem Eng A 50 Year IntrospectionDocument17 pagesMaths in Chem Eng A 50 Year IntrospectioncerpegarNo ratings yet
- CFR 2011 Title49 Vol3 Part195 PDFDocument70 pagesCFR 2011 Title49 Vol3 Part195 PDFjorgepetroleoNo ratings yet
- Modern Power Electronics and AC Drives by Bimal K Bose PDFDocument738 pagesModern Power Electronics and AC Drives by Bimal K Bose PDFtkn5520No ratings yet
- Short CircuitDocument9 pagesShort CircuitMarck Anthony MagpantayNo ratings yet
- محاضرات بودر دزعراقيDocument5 pagesمحاضرات بودر دزعراقيMohammed GhisheerNo ratings yet
- Marathi Speech Synthesis A ReviewDocument4 pagesMarathi Speech Synthesis A ReviewEditor IJRITCCNo ratings yet
- Water Specialist WS2H and WS3 Control Valve Drawings and Service ManualDocument44 pagesWater Specialist WS2H and WS3 Control Valve Drawings and Service Manualanon_771758198No ratings yet
- MTR - HT# 52154Document1 pageMTR - HT# 52154ColinNo ratings yet
- Flexabrasion of HairDocument10 pagesFlexabrasion of Hairilu_007_in6535No ratings yet