Download as docx, pdf, or txt
You might also like
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Lean Question PaperDocument1 pageLean Question PaperAbdul Nazar0% (1)
- O-Level Commerce PDFDocument8 pagesO-Level Commerce PDFClinton ChikengezhaNo ratings yet
- Physics Annual PlanDocument60 pagesPhysics Annual Plan112233445566778899 998877665544332211100% (2)
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- CC5291-Design For Manufacture Assembly and Environments QBDocument11 pagesCC5291-Design For Manufacture Assembly and Environments QBYuvaraj Yuvi0% (1)
- UNIT I 1.6 Group-TechnologyDocument78 pagesUNIT I 1.6 Group-Technologyprof_panneerNo ratings yet
- CC7201-Design For Manufacture, Assembly and Environments Question BankDocument7 pagesCC7201-Design For Manufacture, Assembly and Environments Question BankVasanth KumarNo ratings yet
- Jigs and Fixture Sem III FinalDocument127 pagesJigs and Fixture Sem III Finalnikhil sidNo ratings yet
- Exam Paper On Design of Machine ToolsDocument8 pagesExam Paper On Design of Machine ToolsCharles Ondieki100% (2)
- CC7201-Design For Manufacture, Assembly and EnvironmentsDocument6 pagesCC7201-Design For Manufacture, Assembly and EnvironmentsMohanraj SubramaniNo ratings yet
- Regulation of Speed and Feed RatesDocument38 pagesRegulation of Speed and Feed RatesSudipta Paul100% (7)
- CAD/CAM Important QuestionsDocument3 pagesCAD/CAM Important Questionsivs yeswanthNo ratings yet
- Limits and FitsDocument6 pagesLimits and Fitscamohunter71No ratings yet
- Introduction To Mechanical Micro Machining Assignment-Week 8Document7 pagesIntroduction To Mechanical Micro Machining Assignment-Week 8PranjalGuptaNo ratings yet
- Cad Cam Lab ManualDocument79 pagesCad Cam Lab ManualJaff FdoNo ratings yet
- OMF551-Product Design and DevelopmentDocument17 pagesOMF551-Product Design and DevelopmentRAMANI PRIYA0% (1)
- Cad MCQ Unit 5Document3 pagesCad MCQ Unit 5ddeepak123No ratings yet
- CC7201-Design For Manufacture, Assembly and EnvironmentsDocument5 pagesCC7201-Design For Manufacture, Assembly and EnvironmentsgopisportNo ratings yet
- 85 MCQ Product DesignDocument21 pages85 MCQ Product DesignJay RaghavNo ratings yet
- ME83691-Computer Aided Design and ManufacturingDocument15 pagesME83691-Computer Aided Design and Manufacturingraman thiru55No ratings yet
- Jigs&FixtureDocument14 pagesJigs&FixtureBikram MuduliNo ratings yet
- Metal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersDocument5 pagesMetal Forming Processes - Mechanical Engineering (MCQ) Questions and AnswersrahmaNo ratings yet
- Metal Forming Processes Questions and Answers - SanfoundryDocument2 pagesMetal Forming Processes Questions and Answers - Sanfoundryrahma100% (3)
- Question Paper Tool DesignDocument1 pageQuestion Paper Tool DesignVishwas Shetty100% (1)
- 1.machine Tool Design Assignment 2017Document6 pages1.machine Tool Design Assignment 2017Charles OndiekiNo ratings yet
- 6 Spring Back in Bending of Sheets and PlatesDocument5 pages6 Spring Back in Bending of Sheets and Platespkumar_824016No ratings yet
- Cme347 Lean Manufacturing Question Bank in PDFDocument18 pagesCme347 Lean Manufacturing Question Bank in PDFTHIRUMALAI50% (2)
- Design For Manufacturing and AssemblyDocument44 pagesDesign For Manufacturing and AssemblyOmer TokhNo ratings yet
- Jigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersDocument42 pagesJigs and Fixtures - Multiple Choice Questions (MCQ) and AnswersAbhimannu RathoreNo ratings yet
- Design For Manufacturing and AssemblyDocument10 pagesDesign For Manufacturing and AssemblyMohammed Abdul RahmanNo ratings yet
- CAD/CAM - Objective Questions - Unit2Document2 pagesCAD/CAM - Objective Questions - Unit2Anonymous YkDJkSqNo ratings yet
- MG 1301 - TQM - QB - 5 UnitsDocument7 pagesMG 1301 - TQM - QB - 5 UnitsSenthil KumarNo ratings yet
- Anna University Exam Paper Theory of Metal Cutting: Production EngineeringDocument3 pagesAnna University Exam Paper Theory of Metal Cutting: Production EngineeringAkash Kumar DevNo ratings yet
- CC5292-Additive Manufacturing and ToolingDocument9 pagesCC5292-Additive Manufacturing and ToolingAnirudhNo ratings yet
- Group TechnologyDocument30 pagesGroup TechnologyPadmavathi Putra Lokesh100% (1)
- Numerical ControlDocument52 pagesNumerical ControlmishariNo ratings yet
- Unit II Curves & SurfacesDocument57 pagesUnit II Curves & Surfacesvishwajeet patilNo ratings yet
- PPC MCQDocument18 pagesPPC MCQNithish Kumar Niti50% (2)
- Part Orientation and Support GenerationDocument22 pagesPart Orientation and Support GenerationVivek DesaleNo ratings yet
- Production Lab Viva Question & AnswersDocument13 pagesProduction Lab Viva Question & AnswersPradeep Gs100% (1)
- 2D - TransformationDocument95 pages2D - TransformationShubhamNo ratings yet
- Computer Applications in DesignDocument7 pagesComputer Applications in Designmskumar_5540% (1)
- MT-2 - MCQDocument185 pagesMT-2 - MCQArputha RajNo ratings yet
- Casting and Welding 2 Mark QuestionsDocument8 pagesCasting and Welding 2 Mark Questionsvmgobinath0% (1)
- CATIA - Lab ManualDocument22 pagesCATIA - Lab Manualarun kumarNo ratings yet
- Acceptance Tests and Maintenance of Machine ToolsDocument17 pagesAcceptance Tests and Maintenance of Machine ToolsWarasul Hasan Chandan50% (2)
- CD5291-Computer Aided Tools For ManufacturingDocument11 pagesCD5291-Computer Aided Tools For ManufacturingAnirudhNo ratings yet
- Question Paper 2 PDFDocument4 pagesQuestion Paper 2 PDFfotickNo ratings yet
- 1.1the Concept of Machine Tools (Topic 1.1)Document30 pages1.1the Concept of Machine Tools (Topic 1.1)Shabani Fadhili100% (1)
- CC5291 Design For Manufacture Assembly and Environments MCQDocument8 pagesCC5291 Design For Manufacture Assembly and Environments MCQVasanth KumarNo ratings yet
- M & M MCQ QPDocument34 pagesM & M MCQ QPtamilselvan n100% (2)
- Cad Cam Cae MCQ Question BankDocument8 pagesCad Cam Cae MCQ Question BankP DargopatilNo ratings yet
- CAD Lab ManualDocument89 pagesCAD Lab ManualDhamotharan S100% (1)
- Meb 532 PDFDocument2 pagesMeb 532 PDFHoe Bhaji100% (1)
- Product DevtDocument26 pagesProduct DevtRalph Gene Trabasas FloraNo ratings yet
- Fundamentals of CADDocument10 pagesFundamentals of CADBharathi KannaNo ratings yet
- Lesson 2 - PRODUCTS, PROCESS AND SCHEDULE DESIGNDocument30 pagesLesson 2 - PRODUCTS, PROCESS AND SCHEDULE DESIGNMazey AustriaNo ratings yet
- Module 3: Product, Process, and Schedule DesignDocument20 pagesModule 3: Product, Process, and Schedule DesignMichael Jim C. MalasaNo ratings yet
- Introduction PLDDocument6 pagesIntroduction PLDurmaleNo ratings yet
- CE 490 Midterm Fall 2021 AnswersDocument8 pagesCE 490 Midterm Fall 2021 AnswersLiem DuongNo ratings yet
- Chapter 1 Introduction To Mechanical Design ProcessDocument28 pagesChapter 1 Introduction To Mechanical Design ProcessAloha NamiNo ratings yet
- Computer Aided Design: Lecture NotesDocument61 pagesComputer Aided Design: Lecture NotesbalacoeusNo ratings yet
- Measurement of StrainDocument12 pagesMeasurement of StrainyeswanthNo ratings yet
- Machine Vision From GrooverDocument26 pagesMachine Vision From GrooveryeswanthNo ratings yet
- Press Tool DesignDocument68 pagesPress Tool Designyeswanth100% (1)
- CATIA V5 R16 Sketcher Models ManualDocument16 pagesCATIA V5 R16 Sketcher Models ManualyeswanthNo ratings yet
- DFM Notes of ExtrusionDocument83 pagesDFM Notes of ExtrusionyeswanthNo ratings yet
- Patterns and Pattern MakingDocument28 pagesPatterns and Pattern Makingyeswanth100% (1)
- Keys and CouplingsDocument78 pagesKeys and Couplingsyeswanth100% (1)
- Design Consideration For Metal Forming: 1.extrusionDocument2 pagesDesign Consideration For Metal Forming: 1.extrusionyeswanthNo ratings yet
- Design of Machine Members Bits With AnswersDocument5 pagesDesign of Machine Members Bits With AnswersyeswanthNo ratings yet
- Product Development by YESWANTHDocument27 pagesProduct Development by YESWANTHyeswanth100% (1)
- Powertrain Driveshaft Differential: Advantages of Front Wheel DriveDocument5 pagesPowertrain Driveshaft Differential: Advantages of Front Wheel DriveyeswanthNo ratings yet
- 7040 02 Que 20100511Document28 pages7040 02 Que 20100511Mohammad Mohasin SarderNo ratings yet
- Letter VirajDocument1 pageLetter VirajPratyushAgarwalNo ratings yet
- Chapter 1 Introduction To ResearchDocument32 pagesChapter 1 Introduction To ResearchLattaNo ratings yet
- Raft FoundationsDocument12 pagesRaft FoundationsJoshua RobinsonNo ratings yet
- Risk-Return Relationship On Equity Shares in India 1Document11 pagesRisk-Return Relationship On Equity Shares in India 1Tanmaya BiswalNo ratings yet
- Critical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) JadejaDocument70 pagesCritical Care EEG Basics-Rapid Bedside EEG Reading For Acute Care Providers (Feb 29, 2024) - (1009261169) - (Cambridge University Press) Jadejazahajslamic100% (6)
- Dr. Wifanto-Management Liver Metastasis CRCDocument46 pagesDr. Wifanto-Management Liver Metastasis CRCAfkar30No ratings yet
- Smart Battery Data Specification Revision 1.1 ErrataDocument5 pagesSmart Battery Data Specification Revision 1.1 ErrataredmsbatteryNo ratings yet
- Business English 4 - Teacher'S Lecture Notes: 2 Signposting - Page 8Document12 pagesBusiness English 4 - Teacher'S Lecture Notes: 2 Signposting - Page 8AndraStefaniaNo ratings yet
- Punjab Police SI Intelligence Officer Model PapersDocument33 pagesPunjab Police SI Intelligence Officer Model Papershk3987gmailcomNo ratings yet
- Stage 7 SampleDocument48 pagesStage 7 SampleYug ChotaiNo ratings yet
- Winkler Test For Dissolved OxygenDocument3 pagesWinkler Test For Dissolved OxygenDOMINICNo ratings yet
- Fire SafetyDocument31 pagesFire SafetyNaga FireballNo ratings yet
- NCP IrritabilityDocument3 pagesNCP IrritabilityBruce Kelly MamarilNo ratings yet
- DR Thomas Levy COVID 19 Viral DefenseDocument24 pagesDR Thomas Levy COVID 19 Viral DefenseKaterina PoposkaNo ratings yet
- GA Weather Decision-Making Dec05 PDFDocument36 pagesGA Weather Decision-Making Dec05 PDFPete AndreNo ratings yet
- 1 Measurement 2020 ModuleDocument16 pages1 Measurement 2020 ModuleNajibah AtiqahNo ratings yet
- Fce StrategiesDocument19 pagesFce StrategiesTere AguirreNo ratings yet
- CH PDFDocument43 pagesCH PDFBobVonCatNo ratings yet
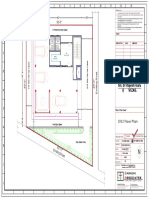
- Final Stilt Floor Plan 16042022Document1 pageFinal Stilt Floor Plan 16042022rajesh lankaNo ratings yet
- Liberty Secure Travel Plan Details: Cover Sum InsuredDocument1 pageLiberty Secure Travel Plan Details: Cover Sum InsuredMeghaNo ratings yet
- Asset Inventory - KhushkheraDocument13 pagesAsset Inventory - Khushkheraiswar singhNo ratings yet
- Safety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Document9 pagesSafety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Sindy Licette PiñeroNo ratings yet
- OPT B1plus U09 Grammar HigherDocument1 pageOPT B1plus U09 Grammar HigherJacobo GutierrezNo ratings yet
- Software ReengineeringDocument37 pagesSoftware ReengineeringPasquale Focetola NetoNo ratings yet
- Build RC Rect SectionDocument3 pagesBuild RC Rect SectionOmar NajmNo ratings yet
- Step 5 and 6Document6 pagesStep 5 and 6Diana Rose MitoNo ratings yet
- Portable Intruder DetectorDocument8 pagesPortable Intruder DetectorJanaka 760% (1)