Download as pdf or txt
You might also like
- Slag As Raw Material in Cement Manufacture PDFDocument16 pagesSlag As Raw Material in Cement Manufacture PDFLW85100% (1)
- SN200Document111 pagesSN200tajinder231280% (5)
- Dgs 2020-005 Rev 2 Doors and WindowsDocument47 pagesDgs 2020-005 Rev 2 Doors and WindowscarloNo ratings yet
- ASTM A500 Covers Carbon Steel Cold Formed Welded and Seamless Structural TubeDocument6 pagesASTM A500 Covers Carbon Steel Cold Formed Welded and Seamless Structural TubeZahoor AhmedNo ratings yet
- Design Analysis of An Electric Induction Furnace For Melting Aluminum ScrapDocument8 pagesDesign Analysis of An Electric Induction Furnace For Melting Aluminum ScrapRendi Yuli SaputraNo ratings yet
- Us 4103196Document6 pagesUs 4103196Shankar PediredlaNo ratings yet
- United States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,121Document7 pagesUnited States Patent (19) : Anderson Et Al. 54 Yacht Mast 11) 4,072,12112348No ratings yet
- Effect of CR and ZR On The Grain Structure of Extruded EN AW 6082 AlloyDocument6 pagesEffect of CR and ZR On The Grain Structure of Extruded EN AW 6082 AlloyGÖRKEMNo ratings yet
- ch14 Metal Forging PocessDocument39 pagesch14 Metal Forging PocessMaz ThomyNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmNo ratings yet
- US3420058Document5 pagesUS3420058moonstarNo ratings yet
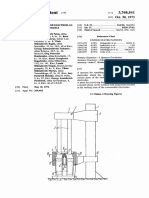
- United States Patent (19) : (54) Steam Turbine Assembly Process 75) Inventors: Gerd Bruckhoff, Wesel RudolfDocument7 pagesUnited States Patent (19) : (54) Steam Turbine Assembly Process 75) Inventors: Gerd Bruckhoff, Wesel RudolfBhavani PrasadNo ratings yet
- Hollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartDocument7 pagesHollow Lateral Extrusion Stuttgart Rudolf Ifu StuttgartjoaopedrosousaNo ratings yet
- Poly MotorDocument7 pagesPoly MotorJose HuancaNo ratings yet
- WhiskDocument4 pagesWhisklorehak586No ratings yet
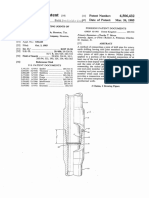
- United States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Document4 pagesUnited States Patent 1191 1111 3,956,085: Haas (45) May 11, 1976Alejandro Saravia AlcócerNo ratings yet
- United States PatentDocument6 pagesUnited States Patentaless2056No ratings yet
- Ch16 Sheet Metal Forming HODocument12 pagesCh16 Sheet Metal Forming HOChristianSchenkelNo ratings yet
- Friction Stir Welding-Process Developmentannd VariantDocument21 pagesFriction Stir Welding-Process Developmentannd VariantrobertalhaNo ratings yet
- Forgings PDFDocument23 pagesForgings PDFrrameshsmitNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- MEE 332 6 ForgingDocument50 pagesMEE 332 6 ForgingAhmed AbdulrhmanNo ratings yet
- AISC - Experience With Use of Heavy W Shapes in TensionDocument15 pagesAISC - Experience With Use of Heavy W Shapes in TensionChris ScheinerNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- Us4506432 PDFDocument5 pagesUs4506432 PDFchemsNo ratings yet
- Tesla Turbine Patent 1922 B..Document3 pagesTesla Turbine Patent 1922 B..zekau100% (1)
- US3768541Document5 pagesUS3768541Ronak shahNo ratings yet
- Sheet Metal Forming ProcessDocument50 pagesSheet Metal Forming ProcessSasikumar BalasubramanianNo ratings yet
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- Unit-4 Sheet Metal ProcessDocument39 pagesUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- Single Piece Closed Die ForgingDocument9 pagesSingle Piece Closed Die ForgingAmritharaj SNo ratings yet
- Articl2 PDFDocument18 pagesArticl2 PDFAnonymous 80p9OVNo ratings yet
- Sheet Metal Forming TheoryDocument12 pagesSheet Metal Forming TheoryRRSathyanarayananNo ratings yet
- Fatigue Fracture of Crankshaft of An Aircraft EngineDocument9 pagesFatigue Fracture of Crankshaft of An Aircraft EngineTchutNo ratings yet
- Method For Repairing A CastingDocument10 pagesMethod For Repairing A Castingtyhello21No ratings yet
- Connecting Rod Manufacturing PDFDocument21 pagesConnecting Rod Manufacturing PDFTeshome DengisoNo ratings yet
- 6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061Document4 pages6ave. E: Sept. 13, 1966 F. Rompelen Etal 3,273,061mohamed hemdanNo ratings yet
- Annular Mill1Document4 pagesAnnular Mill1rahulNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- United States Patent (19) : Benway Et Al. (45) Date of PatentDocument9 pagesUnited States Patent (19) : Benway Et Al. (45) Date of PatentAngel GutierrezNo ratings yet
- Welding Pipeline HandbookDocument64 pagesWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- Tugas 05Document2 pagesTugas 05muhyunan hasbi0% (1)
- 1986 KumagaiDocument11 pages1986 KumagaihetpinNo ratings yet
- Fatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiDocument15 pagesFatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiSamir KulkarniNo ratings yet
- United States Patent (19) : Park Et Al. (11) Patent NumberDocument10 pagesUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasNo ratings yet
- WeldingDocument27 pagesWeldingCleo Elveña100% (1)
- USRE29603Document7 pagesUSRE29603PUVAN TSTNo ratings yet
- Development of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsDocument10 pagesDevelopment of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsAnonymous di05J3ZkTRNo ratings yet
- Slit Rolling TechnologyDocument6 pagesSlit Rolling Technologyeng_ahmedkassemNo ratings yet
- Unit 4 Welded Joints: StructureDocument13 pagesUnit 4 Welded Joints: StructureDEEPAKNo ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsNo ratings yet
- Closed Drop Forging Die DesignDocument39 pagesClosed Drop Forging Die DesignMohit WaniNo ratings yet
- BY WWW/a : April 12, 1960v A. Witte - 2,932,081Document3 pagesBY WWW/a : April 12, 1960v A. Witte - 2,932,081PrasadNo ratings yet
- ForgingDocument44 pagesForgingMagari Frimsa GintingNo ratings yet
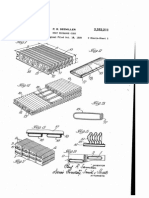
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerDocument7 pagesUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumNo ratings yet
- Us 4476409Document7 pagesUs 4476409Shankar PediredlaNo ratings yet
- DMX4306 - Session 6. Welded JontsDocument22 pagesDMX4306 - Session 6. Welded JontsG.G. PRABHATH CHINTHAKANo ratings yet
- Us 4234275Document6 pagesUs 4234275MahnooshNo ratings yet
- Mech-V-Design of Machine Elements I U7 PDFDocument45 pagesMech-V-Design of Machine Elements I U7 PDFHaniya FathimaNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Dog AmirugumiDocument1 pageDog AmirugumiAnkita Padhi100% (1)
- bs4 ExamplesDocument2 pagesbs4 ExamplesAnkita PadhiNo ratings yet
- Super Awesome Places To Visit in North Goa: 1. Fort AguadaDocument6 pagesSuper Awesome Places To Visit in North Goa: 1. Fort AguadaAnkita PadhiNo ratings yet
- Every Little Thought ..A Small Progression Towards The Dark Oblivion No One KnowDocument1 pageEvery Little Thought ..A Small Progression Towards The Dark Oblivion No One KnowAnkita PadhiNo ratings yet
- Every Little Thought ..A Small Progression Towards The Dark Oblivion No One Knows No One KnowsDocument1 pageEvery Little Thought ..A Small Progression Towards The Dark Oblivion No One Knows No One KnowsAnkita PadhiNo ratings yet
- Unless and Until .She Came Undone .To Me That Was A Thing of Beauty ..IndeedDocument1 pageUnless and Until .She Came Undone .To Me That Was A Thing of Beauty ..IndeedAnkita PadhiNo ratings yet
- NIMHANS - Prospectus 2016-17-Final PDFDocument129 pagesNIMHANS - Prospectus 2016-17-Final PDFAnkita PadhiNo ratings yet
- LMS 7-1 Ver 2 - Arc WeldingDocument17 pagesLMS 7-1 Ver 2 - Arc Weldingmohamedrhazoui2No ratings yet
- A581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire RodsDocument3 pagesA581A581M-95b (2014) Standard Specification For Free-Machining Stainless Steel Wire and Wire Rodstjt4779No ratings yet
- Ancon Balcony Thermal Breaks Design SheetDocument1 pageAncon Balcony Thermal Breaks Design SheetDanny TorntonNo ratings yet
- Railway Superintendent Selection in CommercialDocument221 pagesRailway Superintendent Selection in CommercialswprakNo ratings yet
- Feature - Material Processing TechnologiesDocument94 pagesFeature - Material Processing TechnologiesFG Trainer BusinessNo ratings yet
- QW-191.2 Ultrasonic ExaminationDocument1 pageQW-191.2 Ultrasonic ExaminationJuan ortega castellarNo ratings yet
- CE 322 (Lesson 1 - )Document23 pagesCE 322 (Lesson 1 - )Chelze VillarinNo ratings yet
- CrankshaftDocument12 pagesCrankshaftbereket tekleNo ratings yet
- Basic Principles of MetallurgyDocument28 pagesBasic Principles of MetallurgysanjeevNo ratings yet
- Cs StockDocument121 pagesCs StockKiran Kumar K TNo ratings yet
- YA VA Catalogue 2Document53 pagesYA VA Catalogue 2bandara123100% (1)
- Uic 832Document28 pagesUic 832Misha Huber100% (2)
- Sumihard 500 (ASM 500)Document2 pagesSumihard 500 (ASM 500)jose wanderleyNo ratings yet
- Aqueous Corrosion of Stainless SteelsDocument77 pagesAqueous Corrosion of Stainless Steelsaghosh704100% (1)
- Presentation On Steel Melting Shop: BY: Dipti Dubey. Metallurgy 5 SEMDocument18 pagesPresentation On Steel Melting Shop: BY: Dipti Dubey. Metallurgy 5 SEMRahul PandeyNo ratings yet
- HSC Vendor ApplicationDocument2 pagesHSC Vendor Application9823458877No ratings yet
- Kuwait Heavy Crude Oil - Material ChallengeDocument15 pagesKuwait Heavy Crude Oil - Material Challengesuperjerix100% (1)
- Saudi Aramco Oil Company: SECTION 05500 Miscellaneous MetalsDocument14 pagesSaudi Aramco Oil Company: SECTION 05500 Miscellaneous MetalsgulzamanNo ratings yet
- Jotacote Universal N10: Technical Data SheetDocument6 pagesJotacote Universal N10: Technical Data Sheetary rizkiNo ratings yet
- BS 1804 - Part 2 - 1968 - Parallel Steel Dowel Pins PDFDocument11 pagesBS 1804 - Part 2 - 1968 - Parallel Steel Dowel Pins PDFtheinNo ratings yet
- RCF Issda PDFDocument38 pagesRCF Issda PDFSulinderNo ratings yet
- NORSOK M-501 System Guide: PPG Coating SystemsDocument8 pagesNORSOK M-501 System Guide: PPG Coating SystemsLynn AlgerNo ratings yet
- Construction Materials and Testing ModuleDocument66 pagesConstruction Materials and Testing Moduleacurvz2005No ratings yet
- PDC Bits PDFDocument47 pagesPDC Bits PDFLuis Miguel Torrez M100% (3)