
Air Mist For CCM
Air Mist For CCM
You might also like
- Foundation Maintenance and Footing Performance:: A Homeowner's GuideDocument4 pagesFoundation Maintenance and Footing Performance:: A Homeowner's Guidealan sherrardNo ratings yet
- Biomass Briquette Machine Calculations PDFDocument52 pagesBiomass Briquette Machine Calculations PDFPUSHKARKHANNA100% (2)
- Roof CoveringsDocument25 pagesRoof CoveringsBhanu Pratap SinghNo ratings yet
- E675-02 (2012) Standard Specification For InterchangeDocument11 pagesE675-02 (2012) Standard Specification For InterchangeAhmed AlzubaidiNo ratings yet
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- Modern Methods of ConstructionDocument13 pagesModern Methods of ConstructionRigina Jeanne Celestino Young100% (1)
- Aberdare Low Voltage Cable Range Edition 3Document36 pagesAberdare Low Voltage Cable Range Edition 3Chris Mostert50% (2)
- Bonded System - Design: Water QualityDocument22 pagesBonded System - Design: Water QualityiulianhansaNo ratings yet
- Lndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsDocument12 pagesLndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Continuous Casting ProcessDocument12 pagesContinuous Casting ProcessPUSHKARKHANNANo ratings yet
- Criteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersDocument22 pagesCriteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersAnonymous M4BGwOkIpNo ratings yet
- Sulphur Burning OptimisationDocument8 pagesSulphur Burning OptimisationTeal TealyNo ratings yet
- pp035-040 ms16Document6 pagespp035-040 ms16anon_320630694No ratings yet
- Sulphur-JanFeb16 Sulphur Burning OptimisationDocument8 pagesSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarNo ratings yet
- November 2014 1476528319 33Document5 pagesNovember 2014 1476528319 33erannaNo ratings yet
- Api 14.3 PDFDocument5 pagesApi 14.3 PDFLorena Guerra MartinezNo ratings yet
- Numerical Simulation of Gas Turbine Blade CoolingDocument7 pagesNumerical Simulation of Gas Turbine Blade CoolingMarcuse ManhatinNo ratings yet
- Cooling Tower NozzlesDocument4 pagesCooling Tower NozzlesBilly MakoyNo ratings yet
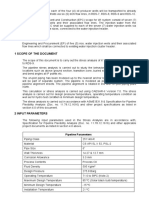
- 1 Scope of The Document: Pipeline ParametersDocument5 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Astm C635 - Apendix R - Comentarios PDFDocument6 pagesAstm C635 - Apendix R - Comentarios PDFEnque01No ratings yet
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 pagesGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- Lecture Casting InSteelCon 2007Document8 pagesLecture Casting InSteelCon 2007radynasrNo ratings yet
- Direct ExpansionDocument36 pagesDirect ExpansionManoj KumarNo ratings yet
- KG Brochure Butterfly BTDocument12 pagesKG Brochure Butterfly BTmmmlormamNo ratings yet
- Emd Mi549Document7 pagesEmd Mi549DerekNo ratings yet
- Emd-Mi549 RadiadoresDocument7 pagesEmd-Mi549 RadiadoresVictor Raul Tobosque MuñozNo ratings yet
- 68 - Cartalos Et Dupuis (1993)Document11 pages68 - Cartalos Et Dupuis (1993)Hicham HichamNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Specification For Trolly Mounted DCPDocument12 pagesSpecification For Trolly Mounted DCPAshok KumarNo ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- Дискурс по сильфонным компенсаторамDocument12 pagesДискурс по сильфонным компенсаторамОлеся ТвиклерNo ratings yet
- AG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2Document12 pagesAG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2KhalidNo ratings yet
- Bsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFDocument15 pagesBsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFengr_usman04No ratings yet
- Is 6735Document11 pagesIs 6735Sunil AgarwalNo ratings yet
- Scaffolding & Form Works For SlabsDocument27 pagesScaffolding & Form Works For Slabssaleh ehmouda99No ratings yet
- PFI ES 24 Pipe BendingDocument24 pagesPFI ES 24 Pipe BendingSrinivas Jasti100% (1)
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- Screw Designs in Injection MouldingDocument8 pagesScrew Designs in Injection MouldingJavi GGNo ratings yet
- STASTO Penstock Serie MR enDocument13 pagesSTASTO Penstock Serie MR envinston.s1949No ratings yet
- In Situ Laser Repair of Steam Turbine BladesDocument5 pagesIn Situ Laser Repair of Steam Turbine BladesMohanachandran JayakaranNo ratings yet
- !!!ish2017 547Document6 pages!!!ish2017 547Денис ЛяпуновNo ratings yet
- Gascompressionmagazine Igv Oldtechnologynewapplications M SchnaeDocument2 pagesGascompressionmagazine Igv Oldtechnologynewapplications M SchnaeBugra Can KesimNo ratings yet
- Epjconf Efm2016 02141Document5 pagesEpjconf Efm2016 02141aminardakaniNo ratings yet
- Funke Shell Tube He eDocument24 pagesFunke Shell Tube He eisosicaNo ratings yet
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocument36 pagesIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123No ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument4 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Curtiss Wright EST - Group White - PaperDocument5 pagesCurtiss Wright EST - Group White - PaperirvansyahNo ratings yet
- A Study of Fluid Flow Simulation in Convergent-Divergent NozzlesDocument7 pagesA Study of Fluid Flow Simulation in Convergent-Divergent NozzlesMuhammad Daud AliNo ratings yet
- Refsys Acticity#2Document4 pagesRefsys Acticity#2ellyNo ratings yet
- Stress 1Document6 pagesStress 1azhagu durai100% (1)
- Is 14846Document24 pagesIs 14846rinabiswas100% (1)
- 3rd Session - Christain PfeifferDocument6 pages3rd Session - Christain PfeifferZarni AungNo ratings yet
- Fabrication of Thermal Insulating Fitting Covers For NPS Piping, and Vessel LaggingDocument3 pagesFabrication of Thermal Insulating Fitting Covers For NPS Piping, and Vessel Laggingnisha_khanNo ratings yet
- Américo Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonDocument22 pagesAmérico Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonIJAERS JOURNALNo ratings yet
- Paper FanDocument14 pagesPaper FanJUAN GONZALO CHURATA QUISPENo ratings yet
- Adaptive Control of Hot-Dip Galvanizing : PergamonDocument19 pagesAdaptive Control of Hot-Dip Galvanizing : PergamonHerdisNo ratings yet
- Glass 110421Document5 pagesGlass 110421Julian MartineliNo ratings yet
- automatedShockTube Fuller19Document9 pagesautomatedShockTube Fuller19ennioNo ratings yet
- Fatigue Behaviour of Thin Walled Cold Formed Steel ProfilesDocument11 pagesFatigue Behaviour of Thin Walled Cold Formed Steel ProfilesFarhan DanishNo ratings yet
- 2003 Doble Paper Polymer BushingDocument6 pages2003 Doble Paper Polymer BushingAkhileshkumar PandeyNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Gasification - Case - Story - 04 With Good Block DiagramDocument19 pagesGasification - Case - Story - 04 With Good Block DiagramPUSHKARKHANNA100% (1)
- Spray Control at TPPDocument13 pagesSpray Control at TPPPUSHKARKHANNANo ratings yet
- Reducing Coking SteamDocument8 pagesReducing Coking SteamPUSHKARKHANNANo ratings yet
- Flare Gas Recovery Systen GeneralDocument4 pagesFlare Gas Recovery Systen GeneralPUSHKARKHANNANo ratings yet
- MNRE Scheme-Bagasse Biomass-May 2018Document9 pagesMNRE Scheme-Bagasse Biomass-May 2018PUSHKARKHANNANo ratings yet
- Efficient Use of An Induction MotorDocument8 pagesEfficient Use of An Induction MotorPUSHKARKHANNANo ratings yet
- CO2 Emission From Each Fuel TypeDocument11 pagesCO2 Emission From Each Fuel TypePUSHKARKHANNANo ratings yet
- NTB Flat Belt AdvantagesDocument4 pagesNTB Flat Belt AdvantagesPUSHKARKHANNANo ratings yet
- Continuous Casting ProcessDocument12 pagesContinuous Casting ProcessPUSHKARKHANNANo ratings yet
- Labsa Flow ChartDocument10 pagesLabsa Flow ChartPUSHKARKHANNA100% (1)
- Descaling Pump VFD Case StudyDocument4 pagesDescaling Pump VFD Case StudyPUSHKARKHANNANo ratings yet
- Ammonia Absorption Refrigeration TechnologyDocument24 pagesAmmonia Absorption Refrigeration TechnologyPUSHKARKHANNANo ratings yet
- Energy Efficiency Improvement in A Hot Strip Mill by Using Variable Speed DrivesDocument6 pagesEnergy Efficiency Improvement in A Hot Strip Mill by Using Variable Speed DrivesPUSHKARKHANNANo ratings yet
- 1 MW SPV Tech SpecificationsDocument72 pages1 MW SPV Tech SpecificationsPUSHKARKHANNA100% (1)
- Portland-Cement Concrete Rheology and Work AbilityDocument111 pagesPortland-Cement Concrete Rheology and Work AbilityRudiele SchankoskiNo ratings yet
- SprinklersDocument16 pagesSprinklersAdel Suker100% (1)
- Unconfined Compression Test: Experiment No. 7Document8 pagesUnconfined Compression Test: Experiment No. 7Carmela Ayessa PiguerraNo ratings yet
- Study of Water and Fire Tube BoilersDocument13 pagesStudy of Water and Fire Tube BoilersPriyanshu NandanNo ratings yet
- Frp-Reinforced Concrete Design PDFDocument50 pagesFrp-Reinforced Concrete Design PDFJames NeoNo ratings yet
- 01-SAMSS-333-HF Welded Line Pipe PDFDocument35 pages01-SAMSS-333-HF Welded Line Pipe PDFmunnaNo ratings yet
- Daftar Harga PipaDocument22 pagesDaftar Harga PipaZakky Rohman0% (1)
- Strength and Ductility of Randomly Distributed Palm Fibers Reinforced Silty-Sand SoilsDocument12 pagesStrength and Ductility of Randomly Distributed Palm Fibers Reinforced Silty-Sand SoilsRichter Opoku BoahenNo ratings yet
- SCIENCE 5 Q1 M1 Learning Task 1 - APPLICATION OF HEATDocument2 pagesSCIENCE 5 Q1 M1 Learning Task 1 - APPLICATION OF HEATJanine MaynigoNo ratings yet
- PMY Series PDFDocument51 pagesPMY Series PDFFARIDNo ratings yet
- HVAC Design GuideDocument100 pagesHVAC Design Guiderazanmrm100% (1)
- Oral Program FinalDocument7 pagesOral Program FinalCostas AggelidisNo ratings yet
- Discussion: Analytical Investigation and Monitoring of The Alaskan Way Viaduct Super GirdersDocument13 pagesDiscussion: Analytical Investigation and Monitoring of The Alaskan Way Viaduct Super GirdersMongi Ben OuezdouNo ratings yet
- Rheological Properties of CreamsDocument66 pagesRheological Properties of CreamsmarvelousgraceNo ratings yet
- 2003 Nissan Altima 2.5 Serivce Manual CODocument46 pages2003 Nissan Altima 2.5 Serivce Manual COAndy Dellinger100% (1)
- Mec235 - Thermo FluidsDocument10 pagesMec235 - Thermo FluidsManish JainNo ratings yet
- Crushed SandDocument1 pageCrushed Sandigneous studerNo ratings yet
- Bonding Solutions For Automotive Industry CompressedDocument9 pagesBonding Solutions For Automotive Industry Compressedjpach4No ratings yet
- Supreme Price ListDocument11 pagesSupreme Price ListpadmanabanNo ratings yet
- Fasteners: v. Aug. 7, 2011Document3 pagesFasteners: v. Aug. 7, 2011Sam DichosoNo ratings yet
- Tedds Engineering Library (GB)Document213 pagesTedds Engineering Library (GB)CSEC Uganda Ltd.100% (2)
- Switchgear Standard Operating ProceduresDocument22 pagesSwitchgear Standard Operating ProceduresM DuraiNo ratings yet
- GM 17Document12 pagesGM 17Juan MansillaNo ratings yet
- Kenmore Elite 253.76062 Window Type Room Air Conditioner Use and Care Guide EN ESDocument12 pagesKenmore Elite 253.76062 Window Type Room Air Conditioner Use and Care Guide EN ESTerrence JonesNo ratings yet
- Strength and Bauschinger Effect in TMCP Line Pipe SteelsDocument5 pagesStrength and Bauschinger Effect in TMCP Line Pipe SteelsHamed MirabolghasemiNo ratings yet
- 700 SIGMA Series: Engineering DataDocument20 pages700 SIGMA Series: Engineering DataYuly PaulinNo ratings yet






































































































Download as pdf or txt
You might also like
- Foundation Maintenance and Footing Performance:: A Homeowner's GuideDocument4 pagesFoundation Maintenance and Footing Performance:: A Homeowner's Guidealan sherrardNo ratings yet
- Biomass Briquette Machine Calculations PDFDocument52 pagesBiomass Briquette Machine Calculations PDFPUSHKARKHANNA100% (2)
- Roof CoveringsDocument25 pagesRoof CoveringsBhanu Pratap SinghNo ratings yet
- E675-02 (2012) Standard Specification For InterchangeDocument11 pagesE675-02 (2012) Standard Specification For InterchangeAhmed AlzubaidiNo ratings yet
- Is 13349 (Penstock)Document16 pagesIs 13349 (Penstock)praval84100% (1)
- Modern Methods of ConstructionDocument13 pagesModern Methods of ConstructionRigina Jeanne Celestino Young100% (1)
- Aberdare Low Voltage Cable Range Edition 3Document36 pagesAberdare Low Voltage Cable Range Edition 3Chris Mostert50% (2)
- Bonded System - Design: Water QualityDocument22 pagesBonded System - Design: Water QualityiulianhansaNo ratings yet
- Lndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsDocument12 pagesLndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- Continuous Casting ProcessDocument12 pagesContinuous Casting ProcessPUSHKARKHANNANo ratings yet
- Criteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersDocument22 pagesCriteria For Structural Design of Reinforced Concrete Natural Draught Cooling TowersAnonymous M4BGwOkIpNo ratings yet
- Sulphur Burning OptimisationDocument8 pagesSulphur Burning OptimisationTeal TealyNo ratings yet
- pp035-040 ms16Document6 pagespp035-040 ms16anon_320630694No ratings yet
- Sulphur-JanFeb16 Sulphur Burning OptimisationDocument8 pagesSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarNo ratings yet
- November 2014 1476528319 33Document5 pagesNovember 2014 1476528319 33erannaNo ratings yet
- Api 14.3 PDFDocument5 pagesApi 14.3 PDFLorena Guerra MartinezNo ratings yet
- Numerical Simulation of Gas Turbine Blade CoolingDocument7 pagesNumerical Simulation of Gas Turbine Blade CoolingMarcuse ManhatinNo ratings yet
- Cooling Tower NozzlesDocument4 pagesCooling Tower NozzlesBilly MakoyNo ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument5 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Astm C635 - Apendix R - Comentarios PDFDocument6 pagesAstm C635 - Apendix R - Comentarios PDFEnque01No ratings yet
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDocument6 pagesGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- Lecture Casting InSteelCon 2007Document8 pagesLecture Casting InSteelCon 2007radynasrNo ratings yet
- Direct ExpansionDocument36 pagesDirect ExpansionManoj KumarNo ratings yet
- KG Brochure Butterfly BTDocument12 pagesKG Brochure Butterfly BTmmmlormamNo ratings yet
- Emd Mi549Document7 pagesEmd Mi549DerekNo ratings yet
- Emd-Mi549 RadiadoresDocument7 pagesEmd-Mi549 RadiadoresVictor Raul Tobosque MuñozNo ratings yet
- 68 - Cartalos Et Dupuis (1993)Document11 pages68 - Cartalos Et Dupuis (1993)Hicham HichamNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- Specification For Trolly Mounted DCPDocument12 pagesSpecification For Trolly Mounted DCPAshok KumarNo ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- Дискурс по сильфонным компенсаторамDocument12 pagesДискурс по сильфонным компенсаторамОлеся ТвиклерNo ratings yet
- AG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2Document12 pagesAG 3.1 End Suction DS Series 3422 Sterling SPA034 HR2KhalidNo ratings yet
- Bsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFDocument15 pagesBsi 2 A. 175, Alumminium Aloy Bolts Nov 1962 PDFengr_usman04No ratings yet
- Is 6735Document11 pagesIs 6735Sunil AgarwalNo ratings yet
- Scaffolding & Form Works For SlabsDocument27 pagesScaffolding & Form Works For Slabssaleh ehmouda99No ratings yet
- PFI ES 24 Pipe BendingDocument24 pagesPFI ES 24 Pipe BendingSrinivas Jasti100% (1)
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- Screw Designs in Injection MouldingDocument8 pagesScrew Designs in Injection MouldingJavi GGNo ratings yet
- STASTO Penstock Serie MR enDocument13 pagesSTASTO Penstock Serie MR envinston.s1949No ratings yet
- In Situ Laser Repair of Steam Turbine BladesDocument5 pagesIn Situ Laser Repair of Steam Turbine BladesMohanachandran JayakaranNo ratings yet
- !!!ish2017 547Document6 pages!!!ish2017 547Денис ЛяпуновNo ratings yet
- Gascompressionmagazine Igv Oldtechnologynewapplications M SchnaeDocument2 pagesGascompressionmagazine Igv Oldtechnologynewapplications M SchnaeBugra Can KesimNo ratings yet
- Epjconf Efm2016 02141Document5 pagesEpjconf Efm2016 02141aminardakaniNo ratings yet
- Funke Shell Tube He eDocument24 pagesFunke Shell Tube He eisosicaNo ratings yet
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocument36 pagesIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123No ratings yet
- 1 Scope of The Document: Pipeline ParametersDocument4 pages1 Scope of The Document: Pipeline Parametersazhagu duraiNo ratings yet
- Curtiss Wright EST - Group White - PaperDocument5 pagesCurtiss Wright EST - Group White - PaperirvansyahNo ratings yet
- A Study of Fluid Flow Simulation in Convergent-Divergent NozzlesDocument7 pagesA Study of Fluid Flow Simulation in Convergent-Divergent NozzlesMuhammad Daud AliNo ratings yet
- Refsys Acticity#2Document4 pagesRefsys Acticity#2ellyNo ratings yet
- Stress 1Document6 pagesStress 1azhagu durai100% (1)
- Is 14846Document24 pagesIs 14846rinabiswas100% (1)
- 3rd Session - Christain PfeifferDocument6 pages3rd Session - Christain PfeifferZarni AungNo ratings yet
- Fabrication of Thermal Insulating Fitting Covers For NPS Piping, and Vessel LaggingDocument3 pagesFabrication of Thermal Insulating Fitting Covers For NPS Piping, and Vessel Laggingnisha_khanNo ratings yet
- Américo Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonDocument22 pagesAmérico Ferreira Neto, Sergio Luiz Pereira, Eduardo Mario Dias, Maria L. R. D. ScotonIJAERS JOURNALNo ratings yet
- Paper FanDocument14 pagesPaper FanJUAN GONZALO CHURATA QUISPENo ratings yet
- Adaptive Control of Hot-Dip Galvanizing : PergamonDocument19 pagesAdaptive Control of Hot-Dip Galvanizing : PergamonHerdisNo ratings yet
- Glass 110421Document5 pagesGlass 110421Julian MartineliNo ratings yet
- automatedShockTube Fuller19Document9 pagesautomatedShockTube Fuller19ennioNo ratings yet
- Fatigue Behaviour of Thin Walled Cold Formed Steel ProfilesDocument11 pagesFatigue Behaviour of Thin Walled Cold Formed Steel ProfilesFarhan DanishNo ratings yet
- 2003 Doble Paper Polymer BushingDocument6 pages2003 Doble Paper Polymer BushingAkhileshkumar PandeyNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Gasification - Case - Story - 04 With Good Block DiagramDocument19 pagesGasification - Case - Story - 04 With Good Block DiagramPUSHKARKHANNA100% (1)
- Spray Control at TPPDocument13 pagesSpray Control at TPPPUSHKARKHANNANo ratings yet
- Reducing Coking SteamDocument8 pagesReducing Coking SteamPUSHKARKHANNANo ratings yet
- Flare Gas Recovery Systen GeneralDocument4 pagesFlare Gas Recovery Systen GeneralPUSHKARKHANNANo ratings yet
- MNRE Scheme-Bagasse Biomass-May 2018Document9 pagesMNRE Scheme-Bagasse Biomass-May 2018PUSHKARKHANNANo ratings yet
- Efficient Use of An Induction MotorDocument8 pagesEfficient Use of An Induction MotorPUSHKARKHANNANo ratings yet
- CO2 Emission From Each Fuel TypeDocument11 pagesCO2 Emission From Each Fuel TypePUSHKARKHANNANo ratings yet
- NTB Flat Belt AdvantagesDocument4 pagesNTB Flat Belt AdvantagesPUSHKARKHANNANo ratings yet
- Continuous Casting ProcessDocument12 pagesContinuous Casting ProcessPUSHKARKHANNANo ratings yet
- Labsa Flow ChartDocument10 pagesLabsa Flow ChartPUSHKARKHANNA100% (1)
- Descaling Pump VFD Case StudyDocument4 pagesDescaling Pump VFD Case StudyPUSHKARKHANNANo ratings yet
- Ammonia Absorption Refrigeration TechnologyDocument24 pagesAmmonia Absorption Refrigeration TechnologyPUSHKARKHANNANo ratings yet
- Energy Efficiency Improvement in A Hot Strip Mill by Using Variable Speed DrivesDocument6 pagesEnergy Efficiency Improvement in A Hot Strip Mill by Using Variable Speed DrivesPUSHKARKHANNANo ratings yet
- 1 MW SPV Tech SpecificationsDocument72 pages1 MW SPV Tech SpecificationsPUSHKARKHANNA100% (1)
- Portland-Cement Concrete Rheology and Work AbilityDocument111 pagesPortland-Cement Concrete Rheology and Work AbilityRudiele SchankoskiNo ratings yet
- SprinklersDocument16 pagesSprinklersAdel Suker100% (1)
- Unconfined Compression Test: Experiment No. 7Document8 pagesUnconfined Compression Test: Experiment No. 7Carmela Ayessa PiguerraNo ratings yet
- Study of Water and Fire Tube BoilersDocument13 pagesStudy of Water and Fire Tube BoilersPriyanshu NandanNo ratings yet
- Frp-Reinforced Concrete Design PDFDocument50 pagesFrp-Reinforced Concrete Design PDFJames NeoNo ratings yet
- 01-SAMSS-333-HF Welded Line Pipe PDFDocument35 pages01-SAMSS-333-HF Welded Line Pipe PDFmunnaNo ratings yet
- Daftar Harga PipaDocument22 pagesDaftar Harga PipaZakky Rohman0% (1)
- Strength and Ductility of Randomly Distributed Palm Fibers Reinforced Silty-Sand SoilsDocument12 pagesStrength and Ductility of Randomly Distributed Palm Fibers Reinforced Silty-Sand SoilsRichter Opoku BoahenNo ratings yet
- SCIENCE 5 Q1 M1 Learning Task 1 - APPLICATION OF HEATDocument2 pagesSCIENCE 5 Q1 M1 Learning Task 1 - APPLICATION OF HEATJanine MaynigoNo ratings yet
- PMY Series PDFDocument51 pagesPMY Series PDFFARIDNo ratings yet
- HVAC Design GuideDocument100 pagesHVAC Design Guiderazanmrm100% (1)
- Oral Program FinalDocument7 pagesOral Program FinalCostas AggelidisNo ratings yet
- Discussion: Analytical Investigation and Monitoring of The Alaskan Way Viaduct Super GirdersDocument13 pagesDiscussion: Analytical Investigation and Monitoring of The Alaskan Way Viaduct Super GirdersMongi Ben OuezdouNo ratings yet
- Rheological Properties of CreamsDocument66 pagesRheological Properties of CreamsmarvelousgraceNo ratings yet
- 2003 Nissan Altima 2.5 Serivce Manual CODocument46 pages2003 Nissan Altima 2.5 Serivce Manual COAndy Dellinger100% (1)
- Mec235 - Thermo FluidsDocument10 pagesMec235 - Thermo FluidsManish JainNo ratings yet
- Crushed SandDocument1 pageCrushed Sandigneous studerNo ratings yet
- Bonding Solutions For Automotive Industry CompressedDocument9 pagesBonding Solutions For Automotive Industry Compressedjpach4No ratings yet
- Supreme Price ListDocument11 pagesSupreme Price ListpadmanabanNo ratings yet
- Fasteners: v. Aug. 7, 2011Document3 pagesFasteners: v. Aug. 7, 2011Sam DichosoNo ratings yet
- Tedds Engineering Library (GB)Document213 pagesTedds Engineering Library (GB)CSEC Uganda Ltd.100% (2)
- Switchgear Standard Operating ProceduresDocument22 pagesSwitchgear Standard Operating ProceduresM DuraiNo ratings yet
- GM 17Document12 pagesGM 17Juan MansillaNo ratings yet
- Kenmore Elite 253.76062 Window Type Room Air Conditioner Use and Care Guide EN ESDocument12 pagesKenmore Elite 253.76062 Window Type Room Air Conditioner Use and Care Guide EN ESTerrence JonesNo ratings yet
- Strength and Bauschinger Effect in TMCP Line Pipe SteelsDocument5 pagesStrength and Bauschinger Effect in TMCP Line Pipe SteelsHamed MirabolghasemiNo ratings yet
- 700 SIGMA Series: Engineering DataDocument20 pages700 SIGMA Series: Engineering DataYuly PaulinNo ratings yet