Download as pdf or txt
You might also like
- Technical English FOR Mining Engineers: E&TtsDocument38 pagesTechnical English FOR Mining Engineers: E&TtsLysongo OruNo ratings yet
- Top 20 Countries Found To Have The Most CybercrimeDocument5 pagesTop 20 Countries Found To Have The Most CybercrimeAman Dheer KapoorNo ratings yet
- Sequence of Operation of FahuDocument1 pageSequence of Operation of FahuahmedNo ratings yet
- Measurement of Line Impedances and Mutual Coupling of Parallel LinesDocument8 pagesMeasurement of Line Impedances and Mutual Coupling of Parallel LinesKhandai SeenananNo ratings yet
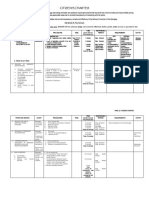
- Citizens CharterDocument3 pagesCitizens CharterChona Dabu100% (1)
- Different Types of CrushersDocument15 pagesDifferent Types of CrushersPriyanshiVadaliaNo ratings yet
- PyrometallurgyDocument3 pagesPyrometallurgyMojalefa MotloutsiNo ratings yet
- 2 Specimen PreparationDocument5 pages2 Specimen PreparationjanakNo ratings yet
- Chemical Engineering Apparatus Design: Chapter-1Document53 pagesChemical Engineering Apparatus Design: Chapter-1Eshetu ShemetNo ratings yet
- Electrorecovery ProcessesDocument2 pagesElectrorecovery ProcessesThembi MatebulaNo ratings yet
- Hydrometallurgy Del Cu PDFDocument528 pagesHydrometallurgy Del Cu PDFAnonymous FfIxH2o9100% (1)
- WWT AssignmentDocument35 pagesWWT AssignmentKONSTANTINOS TOMAZIS100% (1)
- MicrostructureDocument8 pagesMicrostructureRamathi GunasekeraNo ratings yet
- Synergism of Clay and Heteropoly Acids As Nano-Catalysts For The Development of Green Processes With Potential Industrial ApplicationsDocument21 pagesSynergism of Clay and Heteropoly Acids As Nano-Catalysts For The Development of Green Processes With Potential Industrial ApplicationsJOSEPH HERBERT MABELNo ratings yet
- ModsimDocument94 pagesModsimJonathan Esqueche Aragon100% (1)
- Ferrous Metallurgical Operations Double SpacingDocument28 pagesFerrous Metallurgical Operations Double SpacingArpit PitaliyaNo ratings yet
- Separation and Purification Technology: L.H. Andrade, A.O. Aguiar, W.L. Pires, L.B. Grossi, M.C.S. AmaralDocument13 pagesSeparation and Purification Technology: L.H. Andrade, A.O. Aguiar, W.L. Pires, L.B. Grossi, M.C.S. AmaralLim Xiu XianNo ratings yet
- Drop Weight CrusherDocument5 pagesDrop Weight CrusherAshish Verma0% (1)
- Micro Controller Based PotentiostatDocument6 pagesMicro Controller Based PotentiostatMohamad Afif0% (1)
- Technical Report On Telfer Property December 31 2013-FinalDocument133 pagesTechnical Report On Telfer Property December 31 2013-FinalAndy HuangNo ratings yet
- Zafranal PEA FINAL 2013 01 16Document256 pagesZafranal PEA FINAL 2013 01 16Victor Astete BenitesNo ratings yet
- 3 - Metallurgical Thermodynamics and KineticsDocument120 pages3 - Metallurgical Thermodynamics and KineticsMollin Siwella100% (1)
- Tesis de Jinghong Ling de Knelson PDFDocument277 pagesTesis de Jinghong Ling de Knelson PDFRobertoCortesNuñezNo ratings yet
- Ensayes Al FuegoDocument274 pagesEnsayes Al FuegoFer Garcia VelaNo ratings yet
- Physicochemical ProblemsDocument309 pagesPhysicochemical ProblemsNataniel LinaresNo ratings yet
- Design of Large Scale Mixer Settlers in SX Solvent Extraction CircuitsDocument18 pagesDesign of Large Scale Mixer Settlers in SX Solvent Extraction CircuitsHamed PiriNo ratings yet
- Calco-Carbonic Equilibrium Calculation: DesalinationDocument8 pagesCalco-Carbonic Equilibrium Calculation: DesalinationffoNo ratings yet
- Ces Manual-Ame 513Document31 pagesCes Manual-Ame 513Anush AntonyNo ratings yet
- B.Tech. Chemical Engineering PDFDocument70 pagesB.Tech. Chemical Engineering PDFJogi BogiNo ratings yet
- A General Model For Semi-Autogenous and Autogenous MillingDocument20 pagesA General Model For Semi-Autogenous and Autogenous MillingRAVI1972No ratings yet
- Solid State KineticsDocument13 pagesSolid State KineticsHudi NurwendiNo ratings yet
- 15 J 5973Document20 pages15 J 5973Adil AminNo ratings yet
- Circulating Load RatioDocument2 pagesCirculating Load Ratiominerales&materialesNo ratings yet
- Selective Leaching Type CorrosionDocument14 pagesSelective Leaching Type CorrosionRifqi MumtazNo ratings yet
- Knelson - Recent Innovations in Gravity TechnologyDocument22 pagesKnelson - Recent Innovations in Gravity TechnologyJuan Carlos Quintuna EspinNo ratings yet
- B. Pesic - Electrometallurgy Review PDFDocument44 pagesB. Pesic - Electrometallurgy Review PDFAna Luisa Garnica Salgado100% (1)
- Cem Notes by K20ce029Document75 pagesCem Notes by K20ce029Bilal Ahmed BajkaniNo ratings yet
- CRE1 Fogler 1 Mole Balances Reactors 2016Document56 pagesCRE1 Fogler 1 Mole Balances Reactors 2016Rathish RagooNo ratings yet
- Jaw CrusherDocument7 pagesJaw CrusherAshish VermaNo ratings yet
- Electrowinning ReportDocument31 pagesElectrowinning ReportScribdTranslationsNo ratings yet
- Technical Report-IAMGOLD PDFDocument377 pagesTechnical Report-IAMGOLD PDFrolandoh1No ratings yet
- A Review On Pyrrhotite OxidationDocument12 pagesA Review On Pyrrhotite OxidationDaniela LobarinhasNo ratings yet
- ME3251 RevisionDocument9 pagesME3251 RevisionJordan NgNo ratings yet
- Hydrometallurgical Principles and Eh-pH DiagramsDocument4 pagesHydrometallurgical Principles and Eh-pH DiagramsThembi MatebulaNo ratings yet
- 1 - Particle Size and Distribution AnalaysisDocument52 pages1 - Particle Size and Distribution AnalaysisMekonnen BirhaneNo ratings yet
- Progress On Geoenvironmental Models For Selected Mineral DepositDocument217 pagesProgress On Geoenvironmental Models For Selected Mineral DepositJHOEL_GEONo ratings yet
- The Primary-Response Framework For GeometallurgicaDocument6 pagesThe Primary-Response Framework For GeometallurgicaAlonso Arturo Marchena CamposNo ratings yet
- Self-Assessment Form Instructions For Applicants: Page 1 of 10Document10 pagesSelf-Assessment Form Instructions For Applicants: Page 1 of 10ahmed sobhyNo ratings yet
- Hydrometallurgy Part 1Document88 pagesHydrometallurgy Part 1Ayman AydanNo ratings yet
- Contributions To An Improved Understanding of The Flotation ProcessDocument70 pagesContributions To An Improved Understanding of The Flotation Process4943900No ratings yet
- Floatation of Sulphide OresDocument49 pagesFloatation of Sulphide OresRavian Lhr100% (1)
- Chapter 6Document41 pagesChapter 6Hotib PerwiraNo ratings yet
- Abstract-Volume-last Version PDFDocument121 pagesAbstract-Volume-last Version PDFClaudio Andres Suarez AuthievreNo ratings yet
- Chap 11Document3 pagesChap 11Flia Diaz ZunigaNo ratings yet
- Gravity Thickening AWWADocument3 pagesGravity Thickening AWWAneurolepsia3790No ratings yet
- EscondidaDocument14 pagesEscondidaLeila100% (1)
- 65 El Manantial September 2016Document7 pages65 El Manantial September 2016zizitroNo ratings yet
- Plant Extracts As Green Corrosion Inhibitors For Different Metal Surfaces and Corrosive Media.A Review - MiralrioDocument27 pagesPlant Extracts As Green Corrosion Inhibitors For Different Metal Surfaces and Corrosive Media.A Review - MiralrioHenry OrozcoNo ratings yet
- Experimental Investigation of Erosive Wear On The High Chrome Cast Iron Impeller of Slurry Disposal Pump Using Response Surface MethodologyDocument7 pagesExperimental Investigation of Erosive Wear On The High Chrome Cast Iron Impeller of Slurry Disposal Pump Using Response Surface MethodologySunil KumarNo ratings yet
- Size ReductionDocument4 pagesSize ReductionAsh YehiaNo ratings yet
- Size ReductionDocument39 pagesSize ReductionAstra BeckettNo ratings yet
- S Announcement 16847Document9 pagesS Announcement 16847C2H5OHNo ratings yet
- Lec 4Document5 pagesLec 4Ghazy alshyalNo ratings yet
- Libro de MuestreoDocument27 pagesLibro de MuestreoronnydlcruzNo ratings yet
- Umakanth's PMP Mock PDFDocument15 pagesUmakanth's PMP Mock PDFSDASDASDFADFSASDFNo ratings yet
- Souce Najib LeadershipDocument12 pagesSouce Najib LeadershipSharanya Ramasamy100% (1)
- SAP S/4HANA Supply Chain For Transportation Management 1809Document73 pagesSAP S/4HANA Supply Chain For Transportation Management 1809trishqNo ratings yet
- 11 SSFC PDFDocument50 pages11 SSFC PDFChaib MaamarNo ratings yet
- Ayushman Bharat - PmjayDocument9 pagesAyushman Bharat - PmjayIJAR JOURNALNo ratings yet
- Portfolio AnswersDocument4 pagesPortfolio Answersa73609No ratings yet
- Rtos 1Document22 pagesRtos 1VariNo ratings yet
- BFM Group 1 AssignmentDocument30 pagesBFM Group 1 AssignmentnurinNo ratings yet
- Basement and Retaining WallsDocument42 pagesBasement and Retaining WallsSamata Mahajan0% (1)
- DHL Strategy ModelDocument59 pagesDHL Strategy Modelfssankar100% (12)
- Corona RT 46 160Document120 pagesCorona RT 46 160Rimbert100% (2)
- Analytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidDocument30 pagesAnalytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidUğur DemirNo ratings yet
- Mr. Anil Wanarse PatilDocument29 pagesMr. Anil Wanarse PatilANIL INTERAVIONNo ratings yet
- Cable Incendio 2X18 Awg S/P: UL1424FPLRDocument1 pageCable Incendio 2X18 Awg S/P: UL1424FPLR04143510504gallucciNo ratings yet
- DLL Grade 12 q2 Week 3 Fabm2Document4 pagesDLL Grade 12 q2 Week 3 Fabm2Mirian De Ocampo0% (1)
- Manual de Usuario Motor Fuera de Borda.Document68 pagesManual de Usuario Motor Fuera de Borda.Carlos GallardoNo ratings yet
- Case Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Document2 pagesCase Digest - Jao v. CA, 382 SCRA 407, GR 128314, May 29, 2002Lu CasNo ratings yet
- Südmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesDocument2 pagesSüdmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesBob DylanNo ratings yet
- Amendment of Information, Formal Vs SubstantialDocument2 pagesAmendment of Information, Formal Vs SubstantialNikkoCataquiz100% (3)
- 001 2012 4 b-3Document114 pages001 2012 4 b-3dikahunguNo ratings yet
- Ruwanpura Expressway Design ProjectDocument5 pagesRuwanpura Expressway Design ProjectMuhammadh MANo ratings yet
- De La Paz V Senate DigestDocument2 pagesDe La Paz V Senate DigestPamela PrietoNo ratings yet
- Procedure For Vaginal Examination 2.1 PDFDocument8 pagesProcedure For Vaginal Examination 2.1 PDFAlfonso AnggriawanNo ratings yet
- Data Communication and Networking Prelims ExamDocument7 pagesData Communication and Networking Prelims ExamSagarAnchalkarNo ratings yet
- Yongcao 2008Document15 pagesYongcao 2008madebyNo ratings yet
- M01e1-Introduction of Optometrists & Opticians Act 2007 PresentationDocument45 pagesM01e1-Introduction of Optometrists & Opticians Act 2007 Presentationsytwins100% (1)