Download as pdf or txt
You might also like
- 78 Loss of Excitation SIEMENS PaperDocument10 pages78 Loss of Excitation SIEMENS PapermohamedseragNo ratings yet
- Calculating Excavator Structural StressDocument6 pagesCalculating Excavator Structural Stressrbachalli100% (1)
- Manufacturing Engineering II Lecture 4Document45 pagesManufacturing Engineering II Lecture 4Eyu KalebNo ratings yet
- 5 - Mechanics of Metal Cutting Sanwar Feb29 16Document34 pages5 - Mechanics of Metal Cutting Sanwar Feb29 16mohamedwaziki5No ratings yet
- SMA 2v2Document25 pagesSMA 2v2Min Rot MonNo ratings yet
- BE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaDocument17 pagesBE ME 6th Sem Mechanism-Of-metal-cutting Shivam SharmaPrabhakara Rao PeekaNo ratings yet
- Me 305 - 06Document15 pagesMe 305 - 06me210003069No ratings yet
- Mechanics of Metal CuttingDocument33 pagesMechanics of Metal CuttingAmmad NadeemNo ratings yet
- Lecture3 (1) AssignDocument5 pagesLecture3 (1) AssignMuket AgmasNo ratings yet
- Mechanics of Metal Cutting 1777Document33 pagesMechanics of Metal Cutting 1777Prabhakara Rao PeekaNo ratings yet
- Lecture-04-Mechanics of Metal CuttingDocument33 pagesLecture-04-Mechanics of Metal CuttingAkoto BlessNo ratings yet
- 0 Mechanics of Metal Cutting-120102095453-Phpapp01Document33 pages0 Mechanics of Metal Cutting-120102095453-Phpapp01VenkateshYadavCivarla100% (1)
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFDocument27 pagesWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyNo ratings yet
- MCD PDFDocument15 pagesMCD PDFManojKumar MNo ratings yet
- الاجهاد البسيط انواعهDocument13 pagesالاجهاد البسيط انواعهAmjed AL-KAHTEEBNo ratings yet
- Shear Stress and Shear StrainDocument11 pagesShear Stress and Shear StrainmudassarNo ratings yet
- Single Point CuttingDocument35 pagesSingle Point CuttingCameron GrantNo ratings yet
- MOM I - Module 7Document8 pagesMOM I - Module 7Muhammad HabibNo ratings yet
- 1.0 Dynamometry PDFDocument19 pages1.0 Dynamometry PDFrohitNo ratings yet
- LC - Cutting Force EstimationDocument11 pagesLC - Cutting Force EstimationShambhavam100% (1)
- EX1605Document2 pagesEX1605igualdi53No ratings yet
- 9 Mechanics of Machining Annotated 12 08 2021Document24 pages9 Mechanics of Machining Annotated 12 08 2021Mansingh YadavNo ratings yet
- 7 - Cutting Forces & PowerDocument23 pages7 - Cutting Forces & Powerresza100% (1)
- 2016 03 01 - Lecture 5 Forces in CuttingDocument8 pages2016 03 01 - Lecture 5 Forces in CuttingJalusatya jdmNo ratings yet
- I-2.2 Statics - 13 Feb 2019Document32 pagesI-2.2 Statics - 13 Feb 2019jerryylw012No ratings yet
- Cutting ModellingDocument52 pagesCutting Modellingakkusnihat070No ratings yet
- Ch. 4, SFD - BMDDocument91 pagesCh. 4, SFD - BMDpaul logan100% (1)
- Shaft Design LongDocument5 pagesShaft Design LongAmeeh TorionNo ratings yet
- Stresses On Inclined SectionsDocument13 pagesStresses On Inclined Sectionstuyisabe jean boscoNo ratings yet
- Inate Beams: Bending StaticallyDocument19 pagesInate Beams: Bending StaticallyKB SCOUTS100% (1)
- Basic BioNMR CourseDocument37 pagesBasic BioNMR Coursegaurav021No ratings yet
- Lifting Lug Calc1Document12 pagesLifting Lug Calc1Rajasekar MeghanadhNo ratings yet
- Es205 Week07Document11 pagesEs205 Week07Dan SeraNo ratings yet
- Table of Dimensionless Numbers: Groun LntemretationDocument5 pagesTable of Dimensionless Numbers: Groun Lntemretationaniruddha balasubramanyaNo ratings yet
- AC MachinesDocument8 pagesAC Machinesprince ian cruzNo ratings yet
- Technical GuidanceDocument23 pagesTechnical GuidanceChandanKumarSinghNo ratings yet
- Data Formula BookletDocument13 pagesData Formula BookletMaya BezzinaNo ratings yet
- Tool GeometryDocument15 pagesTool GeometryShambhavamNo ratings yet
- Machining Forces and Merchant's Circle Diagram (MCD)Document40 pagesMachining Forces and Merchant's Circle Diagram (MCD)AswinNo ratings yet
- Friction Clutches - LongDocument4 pagesFriction Clutches - LongAmeeh TorionNo ratings yet
- 高等鋼結構設計Lecture - 1-Eccentric Connections - Welded and BoltedDocument44 pages高等鋼結構設計Lecture - 1-Eccentric Connections - Welded and BoltedTeshome ChalaNo ratings yet
- Lecture08 PDFDocument60 pagesLecture08 PDFEzequiel AriasNo ratings yet
- TrabenerDocument1 pageTrabenerroshanNo ratings yet
- L14 20 T7 9 MOS With SolutionsDocument115 pagesL14 20 T7 9 MOS With SolutionsJithin SreeshanNo ratings yet
- ES13 - CHAPTER 1 (Stress) StudentDocument8 pagesES13 - CHAPTER 1 (Stress) StudentBianca Asis100% (1)
- 03 Shear Stress StrainDocument16 pages03 Shear Stress StrainPrince of Darkness nNo ratings yet
- Machining Forces and Merchant's Circle Diagram (MCD) : (I) Benefit of Knowing and Purpose of Determining Cutting ForcesDocument10 pagesMachining Forces and Merchant's Circle Diagram (MCD) : (I) Benefit of Knowing and Purpose of Determining Cutting ForcestsegayNo ratings yet
- Manufacturing Process Lab ReportDocument9 pagesManufacturing Process Lab ReportEric ChangNo ratings yet
- Series: Surface Texture and Contour Integrated Measuring InstrumentsDocument20 pagesSeries: Surface Texture and Contour Integrated Measuring InstrumentsJosè Luis Gòmez SandovalNo ratings yet
- Structural FormulasDocument29 pagesStructural FormulasBernard de VeraNo ratings yet
- Lec5 Machining 2018Document70 pagesLec5 Machining 2018pointetNo ratings yet
- Lecture 3Document33 pagesLecture 3Martian 07No ratings yet
- Power Screws: ME 147P Machine Design IDocument23 pagesPower Screws: ME 147P Machine Design IJohn Karl De BelenNo ratings yet
- Theory of Metal Cutting: Manoj YadavDocument77 pagesTheory of Metal Cutting: Manoj YadavCARLOS PRUDENCIO DE GRACIANo ratings yet
- Saavedra 2004Document15 pagesSaavedra 2004Christopher Emanuel Pulido RamosNo ratings yet
- 06heat GeneratedDocument2 pages06heat GeneratedHM DYNo ratings yet
- 4 Chip Formation: Direction of Crystal ElongationDocument7 pages4 Chip Formation: Direction of Crystal ElongationHM DYNo ratings yet
- Lec 3 Melting and Pouring HHDocument38 pagesLec 3 Melting and Pouring HHHM DYNo ratings yet
- 3 Tool Geometry: 3.1 Basic ConceptsDocument4 pages3 Tool Geometry: 3.1 Basic ConceptsHM DYNo ratings yet
- 1.1 What Is ProductionDocument5 pages1.1 What Is ProductionHM DYNo ratings yet
- شيت 3 تصنيع الشاعرDocument5 pagesشيت 3 تصنيع الشاعرHM DYNo ratings yet
- Skid Steer Inspection FormDocument4 pagesSkid Steer Inspection FormHM DYNo ratings yet
- Upang Cea Common Bes025 p3Document69 pagesUpang Cea Common Bes025 p3Jairo OntongNo ratings yet
- Entropy Change For Chemical ReactionDocument11 pagesEntropy Change For Chemical ReactiongtdomboNo ratings yet
- S 3a - Kinematics WheelDocument15 pagesS 3a - Kinematics WheelShobee KhanNo ratings yet
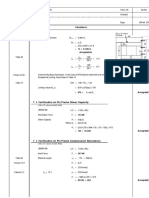
- References Calculations: 7 Verification On Fin Frame Shear CapacityDocument1 pageReferences Calculations: 7 Verification On Fin Frame Shear CapacityAzahar Bin HashimNo ratings yet
- A General Information A.1 Introduction To Pitot Tube Flow MeasurementDocument2 pagesA General Information A.1 Introduction To Pitot Tube Flow MeasurementMinh Nguyễn Phúc NhậtNo ratings yet
- Kertas 2 Pep Akhir Tahun Ting 4 Terengganu 2011Document12 pagesKertas 2 Pep Akhir Tahun Ting 4 Terengganu 2011Muhamad FarisNo ratings yet
- Scheme: TUTORIAL 1: (Answer: 40.77kg)Document5 pagesScheme: TUTORIAL 1: (Answer: 40.77kg)Mohd AideelNo ratings yet
- 01 16transmission of Heat 273-284Document7 pages01 16transmission of Heat 273-284nellai kumarNo ratings yet
- ENTC463Key and CouplingDocument47 pagesENTC463Key and Couplingعبدالله عمرNo ratings yet
- 2017-02-08Document7 pages2017-02-08Chris KangNo ratings yet
- Nonlinear Analysis Using Femap With NX NastranDocument31 pagesNonlinear Analysis Using Femap With NX NastranThanakorn VichiensamuthNo ratings yet
- Newtons Three Laws of MotionDocument1 pageNewtons Three Laws of Motionevan murphyNo ratings yet
- B.4 - Thermodynamics (HL) - TeacherDocument55 pagesB.4 - Thermodynamics (HL) - TeachercarlotalezaunNo ratings yet
- Unit 2 Ejercicios EnglishDocument15 pagesUnit 2 Ejercicios Englishingenauta7282No ratings yet
- Hwork PDFDocument2 pagesHwork PDFSuresh Balaji VedarethinamNo ratings yet
- Advanced Strength of Materials Paper ModelDocument3 pagesAdvanced Strength of Materials Paper ModeldurgaraokamireddyNo ratings yet
- Concrete Design I Chapter Three Shear Analysis and Design of BeamsDocument7 pagesConcrete Design I Chapter Three Shear Analysis and Design of BeamsamyarNo ratings yet
- Bolt Group Coefficient For Eccentric Loads PDFDocument5 pagesBolt Group Coefficient For Eccentric Loads PDFdvelchevNo ratings yet
- Konstantin Meyl - Scalar Wave Transponder, 2008Document70 pagesKonstantin Meyl - Scalar Wave Transponder, 2008Dan Salcudeanu100% (2)
- In Situ Tests and The Pre-Failure Deformation Behaviour of SoilsDocument6 pagesIn Situ Tests and The Pre-Failure Deformation Behaviour of SoilsLTE002No ratings yet
- RECAP-Types of ForceDocument4 pagesRECAP-Types of ForcejayparekhNo ratings yet
- Wind Tunnel LabDocument11 pagesWind Tunnel LabshmomenyNo ratings yet
- Governor ProblemsDocument3 pagesGovernor ProblemsPappuRamaSubramaniamNo ratings yet
- Computation of Electromagnetic Fields For 220 KV Power Line in Cartagena de Indias PDFDocument12 pagesComputation of Electromagnetic Fields For 220 KV Power Line in Cartagena de Indias PDFJesusCastroNo ratings yet
- First Law of ThermodynamicsDocument13 pagesFirst Law of ThermodynamicsPrince TalaNo ratings yet
- Mechanic of Fibrous Composites-DatooDocument649 pagesMechanic of Fibrous Composites-Datoorahman10191871100% (5)
- Noc18-Me37 Week 05 Assignment 01Document5 pagesNoc18-Me37 Week 05 Assignment 01PravinNo ratings yet
- Science9 Quarter 4 Module 5Document16 pagesScience9 Quarter 4 Module 5Joan D. Roque80% (5)
- CFD-DEM Simulation of FlocculationDocument6 pagesCFD-DEM Simulation of FlocculationqiulcNo ratings yet