Download as pdf or txt
You might also like
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDocument64 pagesFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaNo ratings yet
- TR 110407Document56 pagesTR 110407David Fernando Mancilla GalánNo ratings yet
- Boric Acid Corrosion EvaluationDocument140 pagesBoric Acid Corrosion EvaluationEuNo ratings yet
- Dis4 Lab 2.1.3.2 StudentDocument3 pagesDis4 Lab 2.1.3.2 StudentAulia0% (1)
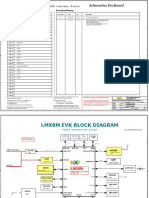
- Schematics Devboard: (I.Mx8M Customer Board)Document23 pagesSchematics Devboard: (I.Mx8M Customer Board)hdsetanhdsetaNo ratings yet
- Lawshe CVR Worksheet2Document3 pagesLawshe CVR Worksheet2Giselle Medina EstradaNo ratings yet
- Calculation Methods For Thick Walled Components Under Creep Fatigue - Review and Advanced ConceptsDocument9 pagesCalculation Methods For Thick Walled Components Under Creep Fatigue - Review and Advanced ConceptsMarcus BaltesNo ratings yet
- A Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersDocument8 pagesA Re-Autofrettage Procedure For Mitigation of Bauschinger Effect in Thick CylindersCan ERTANNo ratings yet
- Determination of Internal State Variables and Constitutive Modeling For Type 316 Stainless Steel PDFDocument6 pagesDetermination of Internal State Variables and Constitutive Modeling For Type 316 Stainless Steel PDFjosejNo ratings yet
- CERAMIC BALL BEARING SeminarDocument22 pagesCERAMIC BALL BEARING Seminartamam82No ratings yet
- Application of The Transfer Matrix Method To The Analysis of Hydro-Mechanical Vibration of NPP PipingDocument10 pagesApplication of The Transfer Matrix Method To The Analysis of Hydro-Mechanical Vibration of NPP PipingTopNameNo ratings yet
- Hyper Valve PatentDocument15 pagesHyper Valve PatenttonytayicNo ratings yet
- PVP2017 66173Document9 pagesPVP2017 66173King SabiNo ratings yet
- Effect of Crack Orientation On Fracture Behaviour of Wire + ArcDocument9 pagesEffect of Crack Orientation On Fracture Behaviour of Wire + ArcviverefeliceNo ratings yet
- Lokring Application GuideDocument26 pagesLokring Application GuideMarcos KlaynNo ratings yet
- Mil STD 3034aDocument115 pagesMil STD 3034aDaniel88036No ratings yet
- AFT XStream Data SheetDocument2 pagesAFT XStream Data SheetdelitesoftNo ratings yet
- In-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFDocument68 pagesIn-Service Feed Water Heater Condition Assessment Using The Pulsed Eddy Current NDE Technology PDFhirenkumar patelNo ratings yet
- PVP2017-65826 BasselDocument9 pagesPVP2017-65826 Basselmuhammed.eNo ratings yet
- BWR Water Chemistry ML003722491 PDFDocument38 pagesBWR Water Chemistry ML003722491 PDFcaloycaloy2No ratings yet
- Vibration Signatures of Reciprocating CompressorsDocument7 pagesVibration Signatures of Reciprocating CompressorsebebvetbNo ratings yet
- Measurements in A Pulsating FlowDocument13 pagesMeasurements in A Pulsating Flowusebio64No ratings yet
- Fatigue Reactor ComponentsDocument814 pagesFatigue Reactor ComponentsAndres_Pastor1987100% (1)
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 pagesPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasNo ratings yet
- BB73-8.7m2 LP TurbineDocument2 pagesBB73-8.7m2 LP TurbineMan HumanNo ratings yet
- Water-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant WorkshopDocument8 pagesWater-Chemistry, Outage-Maintenance Best Practices Highlight Steam Plant Workshopnktiah1207No ratings yet
- Simple Functions For Fast Calculations of Selected Thermodynamic Properties of The Ammonia-Water SystemDocument7 pagesSimple Functions For Fast Calculations of Selected Thermodynamic Properties of The Ammonia-Water SystemEngineer1987No ratings yet
- Flow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek ListerDocument51 pagesFlow-Accelerated Corrosion in Steam Generating Plants: Barry Dooley and Derek Listerzerocool86No ratings yet
- AC Corrosion of Cathodically Protected PipelinesDocument52 pagesAC Corrosion of Cathodically Protected Pipelinesbal3xNo ratings yet
- Attachment 3 - G390E7sw00 - (1+1)Document21 pagesAttachment 3 - G390E7sw00 - (1+1)4nagNo ratings yet
- High - Temp Component LifeDocument337 pagesHigh - Temp Component Lifeparvez.hkzNo ratings yet
- Solid Particle Erosion and Mechanical DamageDocument5 pagesSolid Particle Erosion and Mechanical DamageCarlos ToscanoNo ratings yet
- Rotor Air CoolersDocument8 pagesRotor Air CoolersZainulAbidinNo ratings yet
- ASME Ch35 p629-644Document16 pagesASME Ch35 p629-644kapilnandwanaNo ratings yet
- Blower Testing StandardsDocument13 pagesBlower Testing StandardsChokri ChakiirNo ratings yet
- Hfo1Document17 pagesHfo1dreamboy87No ratings yet
- ThesisDHMoed PDFDocument131 pagesThesisDHMoed PDFAnurag BajpaiNo ratings yet
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Successful Solution: To The Challenge ofDocument2 pagesSuccessful Solution: To The Challenge ofKenny RuizNo ratings yet
- Tappi 2005 Digester Corrosion Information MeetingDocument50 pagesTappi 2005 Digester Corrosion Information Meetingmancini10100% (1)
- Asme Steam Hammer CritiqueDocument11 pagesAsme Steam Hammer Critique이승원100% (1)
- Article Understanding and Preventing Turbine OverspeedDocument14 pagesArticle Understanding and Preventing Turbine OverspeedTan Nguyen HuuNo ratings yet
- en 10213 2007 Steel Castings For Pressure Purposes PDFDocument29 pagesen 10213 2007 Steel Castings For Pressure Purposes PDFPramod NautiyalNo ratings yet
- Residual Stress Distributions and Their Influence On Fatigue LifetimesDocument9 pagesResidual Stress Distributions and Their Influence On Fatigue LifetimesPandhari Sanap100% (1)
- Once-Through Cooling and Closed-CycleDocument148 pagesOnce-Through Cooling and Closed-CycleAnonymous YcAZv5qF67100% (1)
- Stress - Based Fatigue Monitoring - MRP - 330Document118 pagesStress - Based Fatigue Monitoring - MRP - 330Fernando DiezNo ratings yet
- Protecting Steam Turbines During ShutdownDocument2 pagesProtecting Steam Turbines During ShutdownAnggya Anggy100% (1)
- Effect of Creep Failure in Bolted Flanged JointsDocument17 pagesEffect of Creep Failure in Bolted Flanged JointsMarta ParaparNo ratings yet
- Steam Turbin Thermal EvaluationDocument22 pagesSteam Turbin Thermal EvaluationRi Ko100% (2)
- Strain Hardening Austenitic SteelDocument8 pagesStrain Hardening Austenitic SteelAndré BuysNo ratings yet
- Steady State and Dynamic Performance of STATCOMDocument6 pagesSteady State and Dynamic Performance of STATCOMpongpum100% (1)
- Otc18895 Flow Induced Pulsations in RisersDocument5 pagesOtc18895 Flow Induced Pulsations in Risershamadani100% (1)
- Coupling PDFDocument68 pagesCoupling PDFmmkattaNo ratings yet
- Predicting and Preventing Flow Accelerated Corrosion in Nuclear Power PlantDocument18 pagesPredicting and Preventing Flow Accelerated Corrosion in Nuclear Power Plantmini2018No ratings yet
- 304HCu 310NDocument40 pages304HCu 310NmalsttarNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Elctro o PDFDocument21 pagesElctro o PDFCantika DestunawatiNo ratings yet
- Improved Ultrasonic Inspection Method For Stainless Steel PipingDocument146 pagesImproved Ultrasonic Inspection Method For Stainless Steel Pipingtayep sherifNo ratings yet
- Corrosion ProbeDocument19 pagesCorrosion ProbeHaslizan HarunNo ratings yet
- Esc Pecr 14 - 12 - 2022Document13 pagesEsc Pecr 14 - 12 - 2022Luis CandoNo ratings yet
- Transformer Load Tap Changer Management Diagnostics - Contact Coking - and On - Line Oil FiltrationDocument118 pagesTransformer Load Tap Changer Management Diagnostics - Contact Coking - and On - Line Oil Filtrationap_venezuela100% (2)
- Unit 3 - Wireless NetworkDocument13 pagesUnit 3 - Wireless NetworkZappYNo ratings yet
- Docu85859 - NetWorker 9.2 Data Domain Boost Integration GuideDocument204 pagesDocu85859 - NetWorker 9.2 Data Domain Boost Integration Guidemerz asmaNo ratings yet
- LILIANDocument36 pagesLILIANOjay OnofreNo ratings yet
- Bci Bale Tracking SystemDocument36 pagesBci Bale Tracking Systemdev_31No ratings yet
- R F 44 Manual ClearingDocument9 pagesR F 44 Manual ClearingNick Ong Kang QuanNo ratings yet
- M350 Mini-ITX GehäuseDocument2 pagesM350 Mini-ITX GehäuseR GarcíaNo ratings yet
- RoboAnalyzerUserManual PDFDocument22 pagesRoboAnalyzerUserManual PDFOscar AvilesNo ratings yet
- Li, Yin, Zhang - 2010 - User ' S Guide For TVAL3 TV Minimization by Augmented Lagrangian and Alternating Direction AlgorithmsDocument8 pagesLi, Yin, Zhang - 2010 - User ' S Guide For TVAL3 TV Minimization by Augmented Lagrangian and Alternating Direction AlgorithmsXavier AriasNo ratings yet
- 2016 U502 PDFDocument23 pages2016 U502 PDFIgnacio AntonioNo ratings yet
- Yonghui Wu, Jiande Wang Data Structure Practice For Collegiate Programming Contests and Education CRC Press (2016)Document508 pagesYonghui Wu, Jiande Wang Data Structure Practice For Collegiate Programming Contests and Education CRC Press (2016)Lê Quốc ThiNo ratings yet
- FCB Acceptance Test ProcedureDocument5 pagesFCB Acceptance Test ProcedureRashad AhmadNo ratings yet
- U2000 Health Check For Fortune Network 2019 Q3Document19 pagesU2000 Health Check For Fortune Network 2019 Q3bruce leeNo ratings yet
- SBE Case StudiesDocument28 pagesSBE Case StudiesVinayak KhareNo ratings yet
- Chapter 9 Customer Relationship ManagementDocument29 pagesChapter 9 Customer Relationship ManagementPaladi De' TuonoNo ratings yet
- Tech ResumeDocument3 pagesTech ResumeDavid BenoitNo ratings yet
- Mid Term Defense Updated SlidesDocument31 pagesMid Term Defense Updated SlidesRojash ShahiNo ratings yet
- Michael Kors MKT 5089 - Set-Up & InstructionsDocument21 pagesMichael Kors MKT 5089 - Set-Up & InstructionsmkorsNo ratings yet
- SOAR QRadar Integration GuideDocument38 pagesSOAR QRadar Integration Guidevss labNo ratings yet
- Install Oracle EBusiness R12.2 OEL6.7 Linux R12.2Document137 pagesInstall Oracle EBusiness R12.2 OEL6.7 Linux R12.2anuragshindhe5573No ratings yet
- Eternus Dx60 S2: Support and MaintenanceDocument54 pagesEternus Dx60 S2: Support and MaintenanceLucas MacedoNo ratings yet
- MTK Catcher and Memory Dump ProcedureDocument6 pagesMTK Catcher and Memory Dump ProceduresuniltholiaNo ratings yet
- Muller M. - Java Lambdas and Parallel Streams - 2016Document91 pagesMuller M. - Java Lambdas and Parallel Streams - 2016FineReaderNo ratings yet
- Indian Statistical Institute: Mid-Semester Examination: 2017-18Document1 pageIndian Statistical Institute: Mid-Semester Examination: 2017-18Arjun SeeramsNo ratings yet
- 04-DDD - Assignment Brief 2Document3 pages04-DDD - Assignment Brief 2Luongvinh Kien -永堅No ratings yet
- Display Two Level Interactive List in ALVDocument15 pagesDisplay Two Level Interactive List in ALVRathin ChakrabartyNo ratings yet
- OpenShift Cookbook Sample ChapterDocument43 pagesOpenShift Cookbook Sample ChapterPackt PublishingNo ratings yet
- PC100NW IFRS InstallationDocument10 pagesPC100NW IFRS InstallationAnil SharmaNo ratings yet