Download as pdf or txt
You might also like
- Shop TestDocument129 pagesShop TestKatsaras Sotiris100% (1)
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNo ratings yet
- Positive Displacement Rece Pump FundamentalsDocument14 pagesPositive Displacement Rece Pump FundamentalsAnjan Banerjee100% (1)
- Diesel Common Rail Injection Electronic Components ExplainedFrom EverandDiesel Common Rail Injection Electronic Components ExplainedRating: 3.5 out of 5 stars3.5/5 (7)
- Urus - !! ZL304A 0Document17 pagesUrus - !! ZL304A 0HhhhCali100% (1)
- 320D Excavator BZP00001-UP (MACHINE) POWERED BY C6.4 Engine (SEBP5228 - 25) - Basic Search PDFDocument11 pages320D Excavator BZP00001-UP (MACHINE) POWERED BY C6.4 Engine (SEBP5228 - 25) - Basic Search PDFedykuswari50% (4)
- GE Waukesha Lube Oil Recommendation October 2017Document15 pagesGE Waukesha Lube Oil Recommendation October 2017MuhammadShadab100% (6)
- Biogas Calculation From CodDocument41 pagesBiogas Calculation From CodReuben Malambugi100% (1)
- Sarver Pump SizingDocument10 pagesSarver Pump SizingRajendraNo ratings yet
- Bernard DaCruzDocument20 pagesBernard DaCruzhnalexvnNo ratings yet
- CFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaDocument7 pagesCFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaAnilNo ratings yet
- 8.performance Evaluation of Centrifugal Type Boiler Feed Pump by Varying Blade NumberDocument6 pages8.performance Evaluation of Centrifugal Type Boiler Feed Pump by Varying Blade NumberHazim HazimNo ratings yet
- Hydraulic Piston Pump in Civil Aircraft Current Statu - 2020 - Chinese JournalDocument15 pagesHydraulic Piston Pump in Civil Aircraft Current Statu - 2020 - Chinese JournalPhạm ThiênNo ratings yet
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- Hydraulic Piston Pump in Civil Aircraft: Current Status, Future Directions and Critical TechnologiesDocument15 pagesHydraulic Piston Pump in Civil Aircraft: Current Status, Future Directions and Critical TechnologiesVijet BhandiwadNo ratings yet
- Knfcustom PDFDocument11 pagesKnfcustom PDFNasim KhanNo ratings yet
- U15 Ce 1007Document23 pagesU15 Ce 1007mubara marafaNo ratings yet
- Performance Curves For Centrifugal PumpsDocument17 pagesPerformance Curves For Centrifugal Pumpsjack100% (1)
- SPE 29510 Decision Tree For Selection of Artificial Lift MethodDocument8 pagesSPE 29510 Decision Tree For Selection of Artificial Lift MethodNicöle ClerqueNo ratings yet
- 006 API610 PumpsDocument110 pages006 API610 Pumpskaveh fadaeiNo ratings yet
- Advance Design of PumpsDocument20 pagesAdvance Design of Pumpsfugga100% (1)
- 3DG-B10-00050 PumpsDocument39 pages3DG-B10-00050 PumpsCarlosNo ratings yet
- Analysis of The Flow Dynamics Characteristics of An Axial Piston Pump Based On The Computational Fluid Dynamics MethodDocument11 pagesAnalysis of The Flow Dynamics Characteristics of An Axial Piston Pump Based On The Computational Fluid Dynamics MethodJose VeliNo ratings yet
- Pump Life Cycle Cost 8 Energy Cost ReductionDocument31 pagesPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaNo ratings yet
- Centrifugal Pump Design1Document48 pagesCentrifugal Pump Design1syuhaimi82No ratings yet
- 1 s2.0 S111001682200504X MainDocument14 pages1 s2.0 S111001682200504X MainMihaela ConstantinNo ratings yet
- What Is New in API 610 11th EdDocument6 pagesWhat Is New in API 610 11th EdAnonymous 1XHScfCINo ratings yet
- Design and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007Document5 pagesDesign and CFD Analysis of Centrifugal Pump IJERTCONV9IS10007muhammad faisalNo ratings yet
- Dave 2017Document13 pagesDave 2017saeedNo ratings yet
- Centrifugal PumpsDocument6 pagesCentrifugal PumpsjoasobralNo ratings yet
- Energies 15 04266Document19 pagesEnergies 15 04266CHAVHAN NAYANNo ratings yet
- Pimpri Chinchwad College of Engineering &research, RavetDocument111 pagesPimpri Chinchwad College of Engineering &research, Ravetkhin muyar ayeNo ratings yet
- Pump Piping Layout PDFDocument58 pagesPump Piping Layout PDFSkr9143 Shiv100% (1)
- Regeneration Flow Pumps Blowers and CompressorDocument22 pagesRegeneration Flow Pumps Blowers and CompressorTalo Talo100% (1)
- Basic of PumpsDocument54 pagesBasic of Pumpssuprateem100% (1)
- A Numerical Model For The Simulation of External Gear Pumps: P P T VDocument6 pagesA Numerical Model For The Simulation of External Gear Pumps: P P T Vbullshit sitesNo ratings yet
- Cavitation Analysis CFDDocument4 pagesCavitation Analysis CFDshdjjfNo ratings yet
- Variable Speed Pumping A Guide To Successful Applications PDFDocument22 pagesVariable Speed Pumping A Guide To Successful Applications PDFGilberto Sanchez100% (1)
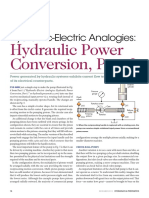
- Hydraulic-Electric Analogies:: Hydraulic Power Conversion, Part 2Document2 pagesHydraulic-Electric Analogies:: Hydraulic Power Conversion, Part 2Anonymous erirwceNo ratings yet
- Unit 2Document6 pagesUnit 2hariharanbookNo ratings yet
- Increasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsDocument9 pagesIncreasing The Profits & Production of Mature Fields Through Optimized Jet Pump Design & Operational ConsiderationsIndra BayuNo ratings yet
- The Defining Series - Jet Pumps - SLB PDFDocument8 pagesThe Defining Series - Jet Pumps - SLB PDFnoha azamaliNo ratings yet
- Optimizing Pumping Systems P-IDocument4 pagesOptimizing Pumping Systems P-Imatrix69No ratings yet
- Selecting The Best Slurry Pump For Specific Operating ConditionsDocument9 pagesSelecting The Best Slurry Pump For Specific Operating ConditionssmendozaNo ratings yet
- Energy e Ciency in PumpsDocument12 pagesEnergy e Ciency in PumpsSelva kumarNo ratings yet
- Mechanical Design and Performance Analyses of A Rubber-Based Peristaltic Micro-Dosing PumpDocument28 pagesMechanical Design and Performance Analyses of A Rubber-Based Peristaltic Micro-Dosing Pumphadeel fahimNo ratings yet
- Basics of Centrifugal Pump OperationDocument11 pagesBasics of Centrifugal Pump Operationhary100% (1)
- c4 - Components in Hydraulic SystemDocument65 pagesc4 - Components in Hydraulic SystemBazil Suhaimi100% (1)
- Unit - 2 HPDocument72 pagesUnit - 2 HPVasanth MemoriesNo ratings yet
- Cavitation Effects in Centrifugal Pumps-A Review: Maxime Binama, Alex Muhirwa, Emmanuel BisengimanaDocument12 pagesCavitation Effects in Centrifugal Pumps-A Review: Maxime Binama, Alex Muhirwa, Emmanuel BisengimanaVILLANUEVA_DANIEL2064No ratings yet
- Pneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Document32 pagesPneumatics and Hydraulics: Chapter Two Pressurization of Hydraulic Systems (Pumps)Hailemariam WeldegebralNo ratings yet
- An Improved Theory For Regenerative Pump Performance PDFDocument10 pagesAn Improved Theory For Regenerative Pump Performance PDFAndres Cardona MercadoNo ratings yet
- Power Consumption Optimization For Multiple Parallel Centrifugal PumpsDocument6 pagesPower Consumption Optimization For Multiple Parallel Centrifugal PumpshachanNo ratings yet
- Assess The Performanceof Positive-DisplacementPumps, CEP, Dec-2007 PDFDocument8 pagesAssess The Performanceof Positive-DisplacementPumps, CEP, Dec-2007 PDFSanjay Gupta100% (1)
- Grs 014Document6 pagesGrs 014Sandi AslanNo ratings yet
- Artical On Artifical Lifts 1Document5 pagesArtical On Artifical Lifts 1Chandhini BatchalaNo ratings yet
- Artical On Artifical Lifts 1Document5 pagesArtical On Artifical Lifts 1Chandhini BatchalaNo ratings yet
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
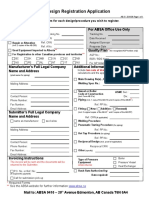
- AB-031 Design Registration ApplicationDocument1 pageAB-031 Design Registration ApplicationANILNo ratings yet
- 4 Starting-Characterstics-of-AC-and-DC-Motors (1) PRESENTATIONDocument14 pages4 Starting-Characterstics-of-AC-and-DC-Motors (1) PRESENTATIONEloisa FabroaNo ratings yet
- Accenture 804893 Smart Production POV FinalDocument20 pagesAccenture 804893 Smart Production POV FinalPraneeth BakkiNo ratings yet
- Dell Supply Chain Planning and Design..Document30 pagesDell Supply Chain Planning and Design..Rakshith RajendrappaNo ratings yet
- Industry 4.0. German Standardization RoadmapDocument77 pagesIndustry 4.0. German Standardization Roadmapmihai.banicaNo ratings yet
- Guidebook PlantationDocument25 pagesGuidebook PlantationRaja PalasaNo ratings yet
- Crafts Village Pragati MaidanDocument18 pagesCrafts Village Pragati MaidanNimar Arora100% (1)
- Comparison Between Esteem & ManualDocument12 pagesComparison Between Esteem & ManualalialiNo ratings yet
- Instrument Air Systems: A Guide For Power Plant MaintenanceDocument73 pagesInstrument Air Systems: A Guide For Power Plant MaintenanceratheeshNo ratings yet
- Brosur Produk PT Beton Prima Indonesia 04Document3 pagesBrosur Produk PT Beton Prima Indonesia 04Kartika SaktiNo ratings yet
- Bolbok Integrated School: Third Periodic Test Grade 8 - Commercial Cooking S. Y. 2018 - 2019Document2 pagesBolbok Integrated School: Third Periodic Test Grade 8 - Commercial Cooking S. Y. 2018 - 2019Dhang Nario0% (2)
- Fan Cover GP-129JXK: Product NameDocument13 pagesFan Cover GP-129JXK: Product NameBoby SaputraNo ratings yet
- 4017 Volume IIDocument563 pages4017 Volume IISamsonNo ratings yet
- Vents: $9.99 $7.99 $7.99 $12.99 $18.99 TempressDocument1 pageVents: $9.99 $7.99 $7.99 $12.99 $18.99 TempressRoddy GonzalezNo ratings yet
- Trinaflex WhitepaperDocument8 pagesTrinaflex WhitepaperBùi Văn NhẫnNo ratings yet
- Case Studies: DakshinachitraDocument8 pagesCase Studies: Dakshinachitrasabari100% (2)
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSDocument10 pagesFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002No ratings yet
- Crosslam CLT Technical Design GuideDocument32 pagesCrosslam CLT Technical Design Guidephuque.awff100% (1)
- Shimaden SR1 8Y 1WDocument8 pagesShimaden SR1 8Y 1WmaufisanNo ratings yet
- FN-XXX-ULX Series Cutsheet 06-2010 PDFDocument2 pagesFN-XXX-ULX Series Cutsheet 06-2010 PDFVictor MoraesNo ratings yet
- Tinmate Tds-FinalDocument3 pagesTinmate Tds-FinalBrooke SantiagoNo ratings yet
- R 2008 M.E. Manufacture Engg SyllabusDocument30 pagesR 2008 M.E. Manufacture Engg Syllabusjose_sebastian_2No ratings yet
- T.E. (Electronics) Semester V Microprocessors & MicrocontrollersDocument1 pageT.E. (Electronics) Semester V Microprocessors & MicrocontrollersdgrsriNo ratings yet
- Leadscrew - Design - XLS: EI cEI K F L LDocument6 pagesLeadscrew - Design - XLS: EI cEI K F L Ligualdi53No ratings yet
- Mini Train DrawingsDocument11 pagesMini Train Drawingsapi-332827822No ratings yet