Download as pdf or txt
You might also like
- MANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFDocument369 pagesMANUAL TALLER SOLDADURA KOMATSU Welding 4001 PDFroberto75% (4)
- Blow MoldingDocument25 pagesBlow MoldingSam SaNo ratings yet
- Calendering Process: Corporate Training and PlanningDocument37 pagesCalendering Process: Corporate Training and Planningclegence100% (1)
- 4.blow MouldingDocument92 pages4.blow MouldingMercyJatindro100% (1)
- Blow Moulding Process Is Widely Used For Producing: Corporate Training and PlanningDocument44 pagesBlow Moulding Process Is Widely Used For Producing: Corporate Training and Planningابو قناف اليمنNo ratings yet
- Corporate Training and PlanningDocument184 pagesCorporate Training and PlanningAbhinav KumarNo ratings yet
- Unit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringDocument18 pagesUnit - V Polymer Processing Blow Moulding: Shankamitra T P 2016110039 B.E.Material Science EngineeringRony ShielaNo ratings yet
- Rotational MouldingDocument82 pagesRotational MouldingShubham ChaudharyNo ratings yet
- Injection MouldingDocument155 pagesInjection Mouldingcatiav5r18100% (3)
- Injection MouldingDocument144 pagesInjection MouldingMohamed YahiyahNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- Blow Moulding TechniqueDocument20 pagesBlow Moulding Techniquepriya aggrawalNo ratings yet
- Injection MouldingDocument241 pagesInjection MouldingRAJESH TIWARINo ratings yet
- Olymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectDocument59 pagesOlymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectChaitanya PatelNo ratings yet
- Plastics: Blow MoldingDocument41 pagesPlastics: Blow MoldingJesus G FANo ratings yet
- Rotational MouldingDocument42 pagesRotational MouldingMercyJatindroNo ratings yet
- Blow Moulding: Assignment 2 (Ms Ii)Document12 pagesBlow Moulding: Assignment 2 (Ms Ii)Nikhil SinghNo ratings yet
- Injection MoldingDocument23 pagesInjection MoldingAditya DhikaNo ratings yet
- Injection Blow MoldingDocument34 pagesInjection Blow MoldingJaynie Lee VillaranNo ratings yet
- 9.extrusion Blow MouldingDocument35 pages9.extrusion Blow MouldingMohamed RinasNo ratings yet
- Unit-5 - Plastic Processing (51-94)Document44 pagesUnit-5 - Plastic Processing (51-94)jasvinder singhNo ratings yet
- DJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Document7 pagesDJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Lokhman HakimNo ratings yet
- Blow Molding ProcessDocument184 pagesBlow Molding ProcessShubham ChaudharyNo ratings yet
- 10.injection Blow MouldingDocument27 pages10.injection Blow MouldingMohamed RinasNo ratings yet
- Injection Molding Chee 490 26.1Document8 pagesInjection Molding Chee 490 26.1shabino75No ratings yet
- Manufacturing of PlasticsDocument39 pagesManufacturing of PlasticsShivani MedarapuNo ratings yet
- Week 5 Blow MoldingDocument29 pagesWeek 5 Blow MoldingVinay SurendraNo ratings yet
- Module V - Blow and Transfer Molding ProcessesDocument17 pagesModule V - Blow and Transfer Molding ProcessesAntonius PrakosaNo ratings yet
- UnitVI Injection - Compressiona ND Blow MoldingDocument48 pagesUnitVI Injection - Compressiona ND Blow Moldingharrywilson.harish77No ratings yet
- Blow - M.Document40 pagesBlow - M.Kagehiza Aghna IlmaNo ratings yet
- Blow MouldingDocument40 pagesBlow MouldingDINO FANNo ratings yet
- Plastic Processing: Extrusion Compression MouldingDocument88 pagesPlastic Processing: Extrusion Compression MouldingBhushan Shankar Kamble100% (2)
- ThermoformingDocument98 pagesThermoformingFun Entertainment And Earning Tricks100% (1)
- Injection Molding - 2007Document52 pagesInjection Molding - 2007Che AzmiNo ratings yet
- Blow Moulding by HammahDocument28 pagesBlow Moulding by HammahAdnan JavedNo ratings yet
- Blow Moulding 1Document42 pagesBlow Moulding 1Nur HusninaNo ratings yet
- Chapter 5 Polymeric ProcessingDocument34 pagesChapter 5 Polymeric ProcessingAnonymous E481c6No ratings yet
- Seminar-2 Rubber Compression MoldingDocument11 pagesSeminar-2 Rubber Compression MoldingSwapnil Ahire (APPL-HIN)0% (1)
- Seminar-2 Rubber Compression MoldingDocument11 pagesSeminar-2 Rubber Compression MoldingSwapnil Ahire50% (2)
- BMP2Document121 pagesBMP2sid sNo ratings yet
- Injection Blow Moulded Products Book PDFDocument13 pagesInjection Blow Moulded Products Book PDFShafeeq AhmedNo ratings yet
- Injection Molding Cetak PlastikDocument63 pagesInjection Molding Cetak PlastikRaihan FirdausNo ratings yet
- Thermoforming: Corporate Training and PlanningDocument98 pagesThermoforming: Corporate Training and PlanningJayamma R NiranjanNo ratings yet
- Injection Mould DesignDocument88 pagesInjection Mould Designfuzi00No ratings yet
- Injection Moulding: Amatul Wasey 14131AA001Document20 pagesInjection Moulding: Amatul Wasey 14131AA001amatul waseyNo ratings yet
- 3.polymer Processing Part 2Document52 pages3.polymer Processing Part 2Amin RafiqNo ratings yet
- Blow Molding 1Document21 pagesBlow Molding 1prashant_cool_4_u100% (1)
- JFDD Assignment No - 04Document7 pagesJFDD Assignment No - 04LowEnd GamerNo ratings yet
- Spray Drying, Gel Casting, Hot Isostatic Pressing and Powder Injection MoldingDocument37 pagesSpray Drying, Gel Casting, Hot Isostatic Pressing and Powder Injection MoldingcorpuzryanNo ratings yet
- Coer Collage Sample Internship FileDocument25 pagesCoer Collage Sample Internship FileHimanshu nirwanNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Injection Blow MouldingDocument22 pagesInjection Blow MouldingPRANJAL KUMARNo ratings yet
- Injection Moulding PPTSDocument25 pagesInjection Moulding PPTSSmileyNo ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
- The Concise PRINCE2® - Principles and essential themes: Third editionFrom EverandThe Concise PRINCE2® - Principles and essential themes: Third editionNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingFrom EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingNo ratings yet
- Total Quality Process Control for Injection MoldingFrom EverandTotal Quality Process Control for Injection MoldingRating: 5 out of 5 stars5/5 (1)
- 145 BSGREWAL932 BSGREWAL293156106 Grewal B S Higher Engineering Mathematics Khanna 2012Document81 pages145 BSGREWAL932 BSGREWAL293156106 Grewal B S Higher Engineering Mathematics Khanna 2012rohitNo ratings yet
- CONMDocument144 pagesCONMrohitNo ratings yet
- Application Form For M.Tech./M.Pharm. Programme: 1. Personal InformationDocument2 pagesApplication Form For M.Tech./M.Pharm. Programme: 1. Personal InformationrohitNo ratings yet
- P20-Flash Point PDFDocument16 pagesP20-Flash Point PDFrohit100% (1)
- Ammonia Training 1Document32 pagesAmmonia Training 1rohit100% (1)
- Aluminium Composite Panel (ACP)Document4 pagesAluminium Composite Panel (ACP)Anu malikNo ratings yet
- Manual One For All ZapperDocument112 pagesManual One For All ZapperSeba CalderoneNo ratings yet
- 2395 2 PaintingDocument8 pages2395 2 Paintingmrraee4729No ratings yet
- Delayed Coking LUMMUSDocument7 pagesDelayed Coking LUMMUSEmad ElgebesyNo ratings yet
- AcrDocument14 pagesAcrnaseemaNo ratings yet
- Sheet Metal OperationsDocument3 pagesSheet Metal OperationsDineshNo ratings yet
- History of TelephoneDocument11 pagesHistory of TelephoneRose Ann ManalaysayNo ratings yet
- Electroslag WeldingDocument10 pagesElectroslag WeldingNazmul Ahsan100% (1)
- Kettering Driving Test RoutesDocument15 pagesKettering Driving Test RoutesSandra gomezNo ratings yet
- Deformed Reinforcing Bars Prices Per Length - PHILCON PRICESDocument1 pageDeformed Reinforcing Bars Prices Per Length - PHILCON PRICESjohn reyesNo ratings yet
- Manufacturing Engineering - IDocument2 pagesManufacturing Engineering - Ivp02091988No ratings yet
- Water Jet Machining: Presented By: PraveenDocument15 pagesWater Jet Machining: Presented By: PraveenAnonymous Cla9rHNo ratings yet
- BPS Standard Form ASME Sec IXDocument1 pageBPS Standard Form ASME Sec IXbalakumar12362No ratings yet
- Aws Qc13 2006 Specification For The Certification of Welding SupervisorsDocument1 pageAws Qc13 2006 Specification For The Certification of Welding SupervisorsEdmilson FaustinoNo ratings yet
- TFRI - Upute Za Oblikovanje Tehnicke Dokumentacije - 2010Document24 pagesTFRI - Upute Za Oblikovanje Tehnicke Dokumentacije - 2010Marko Turkovic100% (1)
- Metal FormingDocument111 pagesMetal FormingPradyumnaSadgirNo ratings yet
- BOF1Document3 pagesBOF1Skartini DayNo ratings yet
- Procedure For Welding of PipingDocument16 pagesProcedure For Welding of PipingJohnson Raju100% (1)
- Cara Pasang Mechanic Seal Pompa GrundfossDocument40 pagesCara Pasang Mechanic Seal Pompa GrundfossGusti WirasutaNo ratings yet
- Material Removal ProcessesDocument24 pagesMaterial Removal ProcessesVikrant SharmaNo ratings yet
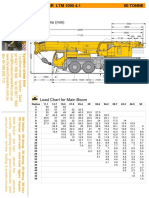
- Ltm1090-4.1 Liebherr SpecificationsDocument3 pagesLtm1090-4.1 Liebherr SpecificationsclaudobaNo ratings yet
- Electronics IIDocument11 pagesElectronics IIABATAN OLATUNDENo ratings yet
- 22.power MOSFETDocument35 pages22.power MOSFETArpan ChoudhuryNo ratings yet
- 75 Gold FontsDocument78 pages75 Gold FontsgarvpublicationNo ratings yet
- Field Effect TransistorDocument12 pagesField Effect TransistorYashu BhargavNo ratings yet
- Final Exam, 1st Semester 2016-2017-By SubjectDocument37 pagesFinal Exam, 1st Semester 2016-2017-By Subjectvisayasstateu100% (1)
- Coking TechnologyDocument32 pagesCoking TechnologyzamijakaNo ratings yet
- Mineral Processing LabDocument1 pageMineral Processing LabMoosa NaseerNo ratings yet
- Stitch Welding vs. Seam Welding - Vista Industrial Products, IncDocument5 pagesStitch Welding vs. Seam Welding - Vista Industrial Products, Incmohsen_267No ratings yet