Download as docx, pdf, or txt
You might also like
- Bioplastics: A Home Inventors HandbookFrom EverandBioplastics: A Home Inventors HandbookRating: 4 out of 5 stars4/5 (2)
- Trucking Company List 2021Document16 pagesTrucking Company List 2021Deep RennovatorsNo ratings yet
- BS EN 16781 BS 8510 Gap AnalysisDocument9 pagesBS EN 16781 BS 8510 Gap AnalysisAshok LakshmananNo ratings yet
- Unit 2Document50 pagesUnit 2Ravichandran GNo ratings yet
- Creep: Materials Science Stresses Yield StrengthDocument3 pagesCreep: Materials Science Stresses Yield StrengthSaad khanNo ratings yet
- Plastic Testing UL 746A TestingDocument7 pagesPlastic Testing UL 746A TestingAnonymous 8lxxbNcA0sNo ratings yet
- Prestige Medical Classic 2100 ManualDocument72 pagesPrestige Medical Classic 2100 Manualwael26724734083No ratings yet
- Anatomy and Physiology TestDocument5 pagesAnatomy and Physiology TestPao Parel100% (1)
- Pandeo en InyeccionDocument38 pagesPandeo en InyeccionHector NinoNo ratings yet
- Plasticity (Physics) PDFDocument4 pagesPlasticity (Physics) PDFzidaaanNo ratings yet
- Mechanisms of Plastic Deformation in MetalsDocument12 pagesMechanisms of Plastic Deformation in MetalsayushdbcNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Warpage of Fibre Reinforced PlasticsDocument8 pagesWarpage of Fibre Reinforced PlasticsSantolashNo ratings yet
- Discussion 5.3 Stress-StrainDocument4 pagesDiscussion 5.3 Stress-StrainYow Sheng TanNo ratings yet
- Chapter 7 Dislocations and Strengthening MechanismsDocument5 pagesChapter 7 Dislocations and Strengthening Mechanismsapril heramizNo ratings yet
- 7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxDocument8 pages7 Factors To Be Considered in Injection Molding Process Cannot Be Ignored. (158) DocxGiap NguyenNo ratings yet
- Wa0067Document5 pagesWa0067محمد باسلNo ratings yet
- MODULE - 2 Metallurgy BPUT NotesDocument5 pagesMODULE - 2 Metallurgy BPUT NotesShibashish RathNo ratings yet
- Types of Defects in MaterialDocument8 pagesTypes of Defects in MaterialHarith AzrinNo ratings yet
- Sintering: Needs Additional ForDocument10 pagesSintering: Needs Additional ForLalee TanrıverdiNo ratings yet
- Pick 2006Document9 pagesPick 2006Adan Smith Arribasplata SeguinNo ratings yet
- Classical PlasticityDocument10 pagesClassical Plasticitynetname1No ratings yet
- Properties of NanomaterialsDocument20 pagesProperties of Nanomaterialsjkc collegeNo ratings yet
- Ques - AnsDocument9 pagesQues - Ansahmed titoNo ratings yet
- Work HardeningDocument11 pagesWork Hardeningdextercalderon206No ratings yet
- Ductile Fracture WhitepaperDocument9 pagesDuctile Fracture WhitepaperaoliabemestreNo ratings yet
- Cours Par Inteligence ArtficielleDocument11 pagesCours Par Inteligence ArtficielleKAOUKA AlaedinNo ratings yet
- The Corrosion of Polymeric MaterialsDocument7 pagesThe Corrosion of Polymeric Materialssabari ramasamyNo ratings yet
- Why Ceramics Are BrittleDocument5 pagesWhy Ceramics Are Brittlehorizon9630% (1)
- Physics Materials Science DeformationDocument6 pagesPhysics Materials Science Deformationaditya2053No ratings yet
- List and Explain The Factors That Affect Fatigue LDocument1 pageList and Explain The Factors That Affect Fatigue LJun Tian ChongNo ratings yet
- Engineering Material Science BDU 10603: Assignment IiDocument10 pagesEngineering Material Science BDU 10603: Assignment IiKairul IkwanNo ratings yet
- SRM501E Final ExamDocument3 pagesSRM501E Final ExammargaridaNo ratings yet
- Ductile MaterialsDocument2 pagesDuctile MaterialssaruNo ratings yet
- Chapter 7. Dislocations and Strengthening Mechanisms: Home Up Chapter 1. IntroductionDocument4 pagesChapter 7. Dislocations and Strengthening Mechanisms: Home Up Chapter 1. IntroductionSbhari HaranNo ratings yet
- Horst, Roland2012 PDFDocument9 pagesHorst, Roland2012 PDFFocuNo ratings yet
- MODULE - II Metallurgy BPUT NotesDocument5 pagesMODULE - II Metallurgy BPUT NotesShibashish RathNo ratings yet
- Assignment 4Document3 pagesAssignment 4Adane MinuyeNo ratings yet
- Formation of PolymersDocument3 pagesFormation of PolymersDavid KegayaNo ratings yet
- Exp 5 IMAPCT TESTDocument2 pagesExp 5 IMAPCT TESTM.Srushanth ReddyNo ratings yet
- Material ScienceDocument16 pagesMaterial ScienceAnish BabuNo ratings yet
- Preventing Porosity in Aluminum CastingsDocument5 pagesPreventing Porosity in Aluminum CastingsСтанислав ПодольскийNo ratings yet
- Plastics Molded ProblemsDocument11 pagesPlastics Molded ProblemsJaynie Lee VillaranNo ratings yet
- Mechanical Properties of CeramicDocument29 pagesMechanical Properties of CeramicAlexander DavidNo ratings yet
- CrystallinityDocument39 pagesCrystallinitySiam HabibNo ratings yet
- WordDocument2 pagesWordإحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- Name-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19Document10 pagesName-Rishav Kumar REG NO-17BCM0026 Slot-E1 Course-Polymer Technology Course Code-Che1019 DATE-20-01-19RishavNo ratings yet
- Chapter 2Document26 pagesChapter 2Aravind BhaskarNo ratings yet
- HTM Part A PDFDocument13 pagesHTM Part A PDFRobotics HodNo ratings yet
- CHEM3115 Inorganic Materials Lec-3Document37 pagesCHEM3115 Inorganic Materials Lec-3نیاز اشرفNo ratings yet
- Plastic and CompositeDocument4 pagesPlastic and Compositejoy fulNo ratings yet
- AssignmentDocument10 pagesAssignmentRight WayNo ratings yet
- MSE 413 Final Study GuideDocument11 pagesMSE 413 Final Study Guideharlow6winfield6adamNo ratings yet
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Lecture09 ReviewDocument1 pageLecture09 ReviewKanchan KumariNo ratings yet
- Understanding ESCRDocument9 pagesUnderstanding ESCRimru2No ratings yet
- 02.structure and PropertiesDocument5 pages02.structure and PropertiesVicko GestantyoNo ratings yet
- Mechanisms of Plastic Deformation in MetalsDocument12 pagesMechanisms of Plastic Deformation in Metalsjimaerospace05No ratings yet
- Injection Molded Part DefectsDocument2 pagesInjection Molded Part DefectsTrieubinhan NguyenNo ratings yet
- AssignmentDocument6 pagesAssignmentYukta SharmaNo ratings yet
- Advanced Metal Forming TechniquesDocument34 pagesAdvanced Metal Forming TechniquesMr.M.Ramanathan mechanicalstaffNo ratings yet
- Polymer Structure-Properties RelationshipDocument18 pagesPolymer Structure-Properties RelationshipRobert ChucklesNo ratings yet
- PART 52 Grain Size With Properties of SteelDocument5 pagesPART 52 Grain Size With Properties of Steelravindra_jivaniNo ratings yet
- Platics AssignDocument18 pagesPlatics Assignkato fredNo ratings yet
- Module 3Document22 pagesModule 3sandhrarosechackochan.b20me1136No ratings yet
- ETG Brochure enDocument21 pagesETG Brochure enAnonymous 8lxxbNcA0sNo ratings yet
- Beckhoff: New Automation TechnologyDocument24 pagesBeckhoff: New Automation TechnologyAnonymous 8lxxbNcA0sNo ratings yet
- Print # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Document2 pagesPrint # Rev. FMEA Number: Item: Process Responsibility: Prepared By: Model Year(s) /vehicle(s) Key Date Date (Orig.) Team: Date (Rev.)Anonymous 8lxxbNcA0sNo ratings yet
- Copper-Plated Steel: Cold-Rolled Strip Electroplated With CopperDocument2 pagesCopper-Plated Steel: Cold-Rolled Strip Electroplated With CopperAnonymous 8lxxbNcA0sNo ratings yet
- China RoHS 2Document1 pageChina RoHS 2Anonymous 8lxxbNcA0sNo ratings yet
- lm1084 PDFDocument13 pageslm1084 PDFAnonymous 8lxxbNcA0sNo ratings yet
- Decovolt - Miniature Circuit BreakerDocument7 pagesDecovolt - Miniature Circuit BreakerAnonymous 8lxxbNcA0sNo ratings yet
- EMI UL-94 Test For Flammability of Plastic Materials For Parts in Devices and Appliances Technical Note DownloadDocument2 pagesEMI UL-94 Test For Flammability of Plastic Materials For Parts in Devices and Appliances Technical Note DownloadLakshmi PrasannaNo ratings yet
- JIS G 3141 Commercial Cold Rolled SPCC SteelsDocument6 pagesJIS G 3141 Commercial Cold Rolled SPCC SteelsAnonymous 8lxxbNcA0sNo ratings yet
- Shell Morlina 10Document2 pagesShell Morlina 10kakan_sNo ratings yet
- TD 334 1.enDocument2 pagesTD 334 1.enviren72No ratings yet
- Shell Morlina: Versatile Protection Industrial ApplicationsDocument2 pagesShell Morlina: Versatile Protection Industrial ApplicationsAnonymous 8lxxbNcA0sNo ratings yet
- 7 Wastes Isixsigma Magazine 0909 PDFDocument3 pages7 Wastes Isixsigma Magazine 0909 PDFAnonymous 8lxxbNcA0sNo ratings yet
- Die-Springs Saja PDFDocument11 pagesDie-Springs Saja PDFAnonymous 8lxxbNcA0sNo ratings yet
- Shell Morlina: Versatile Protection Industrial ApplicationsDocument2 pagesShell Morlina: Versatile Protection Industrial ApplicationsAnonymous 8lxxbNcA0sNo ratings yet
- SW 500Document28 pagesSW 500Sujit KumarNo ratings yet
- Violet Cough SyrupDocument16 pagesViolet Cough SyrupMrBond666No ratings yet
- Orlando 2022Document15 pagesOrlando 2022ĐazzlerOnYtNo ratings yet
- Social Capital, Civil Society and Development: Francis FukuyamaDocument14 pagesSocial Capital, Civil Society and Development: Francis FukuyamaBruno NeneNo ratings yet
- 1 Quarter TLE 7 Week 7 Lesson: Hazard and Risk in The WorkplaceDocument15 pages1 Quarter TLE 7 Week 7 Lesson: Hazard and Risk in The WorkplaceNazzer NacuspagNo ratings yet
- Case 10 (Post-Operative Pain Management & Complication)Document10 pagesCase 10 (Post-Operative Pain Management & Complication)ReddyNo ratings yet
- A Semi Detailed Lesson Plan in Physical ScienceDocument2 pagesA Semi Detailed Lesson Plan in Physical ScienceHannah Jane AllesaNo ratings yet
- Hold Time Studies 1661741387Document8 pagesHold Time Studies 1661741387Cyclone Pharmaceuticals Pvt Ltd PuneNo ratings yet
- Preventionof HypothermiaDocument2 pagesPreventionof HypothermiarisnayektiNo ratings yet
- Ir Shum Keng Yan - Johnson ControlsDocument16 pagesIr Shum Keng Yan - Johnson ControlsakubestlahNo ratings yet
- Observations vs. Inferences: "You Can Observe A Lot Just by Watching."Document18 pagesObservations vs. Inferences: "You Can Observe A Lot Just by Watching."Teresita CamachoNo ratings yet
- SPE-177971-MS - Processing Formation Test Data To Reduce The Risk Inherent in Capturing Representative Samples in Zones With Highly Varying PermeabilitiesDocument13 pagesSPE-177971-MS - Processing Formation Test Data To Reduce The Risk Inherent in Capturing Representative Samples in Zones With Highly Varying PermeabilitiesSamanta MirandaNo ratings yet
- (379315304) 151221525-Deber-2Document19 pages(379315304) 151221525-Deber-2Daniel Armas100% (3)
- Branches of Forensic ScienceDocument19 pagesBranches of Forensic ScienceSriram ShirkeNo ratings yet
- Thailand Asia RE SPDocument4 pagesThailand Asia RE SPNgah yuenNo ratings yet
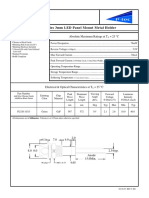
- PL320 Series 3mm LED Panel Mount Metal Holder: Features Absolute Maximum Ratings at T 25 °CDocument1 pagePL320 Series 3mm LED Panel Mount Metal Holder: Features Absolute Maximum Ratings at T 25 °CJajang JajaNo ratings yet
- Xylo Repair ManualDocument2 pagesXylo Repair ManualHARI VISHNU KRISHNAMURTHYNo ratings yet
- Applying Theorems On Triangle Inequalities (Exterior Angle Inequality Theorem)Document3 pagesApplying Theorems On Triangle Inequalities (Exterior Angle Inequality Theorem)leonardoalbor05No ratings yet
- Narasimha StutiDocument21 pagesNarasimha StutiezioNo ratings yet
- Omkar TrustDocument156 pagesOmkar TrustAveline Dsouza100% (2)
- CAN FD: From Theory To PracticeDocument4 pagesCAN FD: From Theory To PracticeChihming HungNo ratings yet
- FOR Approval Specification: Title 32.0" Wuxga TFT LCDDocument36 pagesFOR Approval Specification: Title 32.0" Wuxga TFT LCDСергій НестеровичNo ratings yet
- Projport For Bhog PurDocument26 pagesProjport For Bhog Purpj singhNo ratings yet
- Autopsy Report of Phoenix RiverDocument17 pagesAutopsy Report of Phoenix RiverAnn MirNo ratings yet
- COPD Treatment, DiagnoseDocument8 pagesCOPD Treatment, Diagnoseaghamohsin1No ratings yet
- DVT Case StudyDocument3 pagesDVT Case StudyCrystal B Costa78No ratings yet