
United States Patent Office: Ch-Ch-On
United States Patent Office: Ch-Ch-On
You might also like
- Perfume and Flavor Chemicals by Steffen Arctander79 PDFDocument1,487 pagesPerfume and Flavor Chemicals by Steffen Arctander79 PDFLaura Torres Artunduaga100% (4)
- Organic Syntheses Collective Volume 3Document1,060 pagesOrganic Syntheses Collective Volume 3caltexas100% (5)
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Us 2731492Document3 pagesUs 2731492ayuniNo ratings yet
- Acetyl Salicylate PDFDocument3 pagesAcetyl Salicylate PDFtechkasambaNo ratings yet
- Us4371456 PDFDocument3 pagesUs4371456 PDFGraciaVelitarioNo ratings yet
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDocument3 pagesUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioNo ratings yet
- Paten Asm Astat Dari Asetaldehid TH1975Document4 pagesPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaNo ratings yet
- US4133786Document5 pagesUS4133786Ilham Kiki ShahilaNo ratings yet
- Church 1951Document8 pagesChurch 1951Evan DulayNo ratings yet
- US3624147 PatentDocument3 pagesUS3624147 PatentSantiago BorgesNo ratings yet
- Acetaldehyde Methods 2520of 2520 ProductionDocument6 pagesAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- United States Patent To: Erpenbach Et AlDocument6 pagesUnited States Patent To: Erpenbach Et AlDian Agung SatyanagaraNo ratings yet
- Estudio de La CumarinaDocument5 pagesEstudio de La CumarinaMarco Antonio MorenoNo ratings yet
- Chapter - 2 Process DescriptionDocument11 pagesChapter - 2 Process DescriptionSomak SahujiNo ratings yet
- Patente ButanonaDocument6 pagesPatente ButanonaAgustina VaiNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- 2020 SampleRecommendationDocument3 pages2020 SampleRecommendationDauda Baba0% (1)
- Ethyl AcrylateDocument4 pagesEthyl AcrylateFirdaus ImamNo ratings yet
- US2783235Document2 pagesUS2783235Antonio García BoadellaNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument6 pages(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- Ace T AldehydeDocument3 pagesAce T AldehydeDaphne AntoninoNo ratings yet
- Synthesis of Carbovir and Abacavir From A Carbocyclic PrecursorDocument8 pagesSynthesis of Carbovir and Abacavir From A Carbocyclic PrecursorDANNA SOFIA SANCHEZ CAMACHONo ratings yet
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- Bruson, H. A., (1948) Journal of The American Chemical Society, 70 (8), 2809-2809.Document1 pageBruson, H. A., (1948) Journal of The American Chemical Society, 70 (8), 2809-2809.manuel querolNo ratings yet
- US2343534 (Proses Sulit)Document4 pagesUS2343534 (Proses Sulit)aris_nurhidayatNo ratings yet
- Topical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertDocument6 pagesTopical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertAnonymous b9fcR5No ratings yet
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaNo ratings yet
- Process For Ethyl Acetate ProductionDocument9 pagesProcess For Ethyl Acetate ProductionMuhammad Yanuar AnantaNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- AcetaldehydeDocument3 pagesAcetaldehydevalentina alzateNo ratings yet
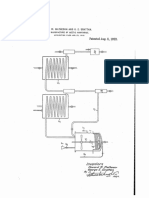
- ,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanDocument3 pages,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanrzgarNo ratings yet
- Thioglycolic Acid ProductionDocument2 pagesThioglycolic Acid Productionfake77No ratings yet
- CHAPTER 2 Manuf.Document9 pagesCHAPTER 2 Manuf.Sapna RanaNo ratings yet
- Ba Patent 1Document6 pagesBa Patent 1Firdaus ImamNo ratings yet
- Produccion de Acido Acetico A Partir de La Oxidacion de EtilenoDocument6 pagesProduccion de Acido Acetico A Partir de La Oxidacion de EtilenoBrayan CortésNo ratings yet
- A01 269Document11 pagesA01 269icingrockNo ratings yet
- Filed June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Document4 pagesFiled June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Ruchita PoilkarNo ratings yet
- 2017CHE008 DetailedProcessDescription1Document17 pages2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNo ratings yet
- US4495107ADocument2 pagesUS4495107AWojciech RedutkoNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- PDDocument2 pagesPDnur_ika_1No ratings yet
- CH3-CH-OH CoohDocument105 pagesCH3-CH-OH CoohAniket GawdeNo ratings yet
- Preparation of Ketene From Glacial Acetic Acid.Document16 pagesPreparation of Ketene From Glacial Acetic Acid.TIm SnyderNo ratings yet
- And 2,5-Dimethyltetrahydrofuran: J. PilgrimDocument3 pagesAnd 2,5-Dimethyltetrahydrofuran: J. PilgrimEdy MorarNo ratings yet
- Arease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andDocument3 pagesArease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andRachmad HermawanNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- A PhenylacetoacetonitrileDocument4 pagesA PhenylacetoacetonitrileNik OthmanNo ratings yet
- UntitledDocument1 pageUntitledamitiffco0% (1)
- US3983180Document7 pagesUS3983180Agustina TriyaniNo ratings yet
- Acrylic 2520acid Methods 2520of 2520 ProductionDocument8 pagesAcrylic 2520acid Methods 2520of 2520 Productionapi-3714811No ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Process-1 - Direct-Esterification - Process DescDocument7 pagesProcess-1 - Direct-Esterification - Process DescaibbycatalanNo ratings yet
- Acetone ProductionDocument2 pagesAcetone ProductionpehweihaoNo ratings yet
- US5723679 Paten MEK 1Document3 pagesUS5723679 Paten MEK 1Lathifa Rahma AstutiNo ratings yet
- Fuels, Chemicals and Materials from the Oceans and Aquatic SourcesFrom EverandFuels, Chemicals and Materials from the Oceans and Aquatic SourcesFrancesca M. KertonNo ratings yet
- Synthesis of Fused Heterocycles, Part 2From EverandSynthesis of Fused Heterocycles, Part 2Gwynn P. EllisNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- BP 2014 IndexDocument74 pagesBP 2014 IndexDeepak ShahNo ratings yet
- Genki 2Document5 pagesGenki 2Gabriela FloareNo ratings yet
- HW 1 SolutionsDocument8 pagesHW 1 SolutionsanyadamsNo ratings yet
- The Chemistry of Hangovers PDFDocument1 pageThe Chemistry of Hangovers PDFSilvio Latini SpahnNo ratings yet
- Cbse Test Paper-03 CLASS - XII CHEMISTRY (Aldehydes, Ketones and Carboxylic Acids) (Answer) Topic:-ConversionsDocument2 pagesCbse Test Paper-03 CLASS - XII CHEMISTRY (Aldehydes, Ketones and Carboxylic Acids) (Answer) Topic:-ConversionsShreyash KolekarNo ratings yet
- LIST OF BSC PROJECTS (UET) PDFDocument13 pagesLIST OF BSC PROJECTS (UET) PDFasharab70No ratings yet
- Protease 2022Document9 pagesProtease 2022Duy PhạmNo ratings yet
- Steam TableDocument77 pagesSteam Tableنزار الدهاميNo ratings yet
- 12th Class Guess Papers 2024 Chemistry ShortDocument7 pages12th Class Guess Papers 2024 Chemistry Shorttahajalil1074No ratings yet
- PD TopicDocument6 pagesPD TopicAnonymous Flh0GZNo ratings yet
- University of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CDocument3 pagesUniversity of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CAn FakeihahNo ratings yet
- AcetaldehydeDocument10 pagesAcetaldehydeDinesh guhanNo ratings yet
- Palatal' In9re Iierrs: United States Patent (191Document12 pagesPalatal' In9re Iierrs: United States Patent (191Anonymous VJFlyRY0No ratings yet
- Science of The Total EnvironmentDocument9 pagesScience of The Total EnvironmentAyesha KhanNo ratings yet
- Alcohols Ethers and Phenol-02 Solved ProblemsDocument13 pagesAlcohols Ethers and Phenol-02 Solved ProblemsRaju SinghNo ratings yet
- Production of Acetaldehyde From Acetic AcidDocument289 pagesProduction of Acetaldehyde From Acetic Acidyigitilgaz100% (2)
- 2nd YEAR Short Question RedDocument9 pages2nd YEAR Short Question RedNosha FatimaNo ratings yet
- Unit 4 FinalDocument83 pagesUnit 4 FinalShivNo ratings yet
- Ethanol EN 10176290035Document5 pagesEthanol EN 10176290035pacocurroNo ratings yet
- Overall CHP 7 and 12Document4 pagesOverall CHP 7 and 12faheemNo ratings yet
- The Reaction of Acetaldehyde With MethanolDocument6 pagesThe Reaction of Acetaldehyde With MethanolHugo WizenbergNo ratings yet
- MSDS VamDocument23 pagesMSDS VamganeshNo ratings yet
- CP504 PPT Set 03 DeterminationOfKineticParameters EnzymeReactions OKDocument83 pagesCP504 PPT Set 03 DeterminationOfKineticParameters EnzymeReactions OKAli DandamunNo ratings yet
- Dr. Hisham Zein Elabdin: Alcohols Ethyl Alcohol (Ethanol)Document11 pagesDr. Hisham Zein Elabdin: Alcohols Ethyl Alcohol (Ethanol)Asia AlhkeemNo ratings yet
- Acetic AnhydrideDocument117 pagesAcetic AnhydrideEsquivel EmilioNo ratings yet
- Kimia Dasar Ii (Kimia Organik) : Dosen Pengampu: Tirza Hanum Ribut Sugiharto Samsu U. Nurdin Anwika Utami PutriDocument5 pagesKimia Dasar Ii (Kimia Organik) : Dosen Pengampu: Tirza Hanum Ribut Sugiharto Samsu U. Nurdin Anwika Utami Putribang paulNo ratings yet
- List of Classifications by Cancer Sites With Sufficient or Limited Evidence in HumansDocument14 pagesList of Classifications by Cancer Sites With Sufficient or Limited Evidence in HumansLesley Moran100% (1)
- Guidance Chemical Storage PDFDocument22 pagesGuidance Chemical Storage PDFOula HatahetNo ratings yet
- Organic Compounds Containing OxygenDocument18 pagesOrganic Compounds Containing OxygenEzhil MukilNo ratings yet
























































































Download as pdf or txt
You might also like
- Perfume and Flavor Chemicals by Steffen Arctander79 PDFDocument1,487 pagesPerfume and Flavor Chemicals by Steffen Arctander79 PDFLaura Torres Artunduaga100% (4)
- Organic Syntheses Collective Volume 3Document1,060 pagesOrganic Syntheses Collective Volume 3caltexas100% (5)
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Us 2731492Document3 pagesUs 2731492ayuniNo ratings yet
- Acetyl Salicylate PDFDocument3 pagesAcetyl Salicylate PDFtechkasambaNo ratings yet
- Us4371456 PDFDocument3 pagesUs4371456 PDFGraciaVelitarioNo ratings yet
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDocument3 pagesUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioNo ratings yet
- Paten Asm Astat Dari Asetaldehid TH1975Document4 pagesPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaNo ratings yet
- US4133786Document5 pagesUS4133786Ilham Kiki ShahilaNo ratings yet
- Church 1951Document8 pagesChurch 1951Evan DulayNo ratings yet
- US3624147 PatentDocument3 pagesUS3624147 PatentSantiago BorgesNo ratings yet
- Acetaldehyde Methods 2520of 2520 ProductionDocument6 pagesAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- United States Patent To: Erpenbach Et AlDocument6 pagesUnited States Patent To: Erpenbach Et AlDian Agung SatyanagaraNo ratings yet
- Estudio de La CumarinaDocument5 pagesEstudio de La CumarinaMarco Antonio MorenoNo ratings yet
- Chapter - 2 Process DescriptionDocument11 pagesChapter - 2 Process DescriptionSomak SahujiNo ratings yet
- Patente ButanonaDocument6 pagesPatente ButanonaAgustina VaiNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- 2020 SampleRecommendationDocument3 pages2020 SampleRecommendationDauda Baba0% (1)
- Ethyl AcrylateDocument4 pagesEthyl AcrylateFirdaus ImamNo ratings yet
- US2783235Document2 pagesUS2783235Antonio García BoadellaNo ratings yet
- United States Patent Office: Patented Mar. 21, 1950Document2 pagesUnited States Patent Office: Patented Mar. 21, 1950alexNo ratings yet
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument6 pages(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- Ace T AldehydeDocument3 pagesAce T AldehydeDaphne AntoninoNo ratings yet
- Synthesis of Carbovir and Abacavir From A Carbocyclic PrecursorDocument8 pagesSynthesis of Carbovir and Abacavir From A Carbocyclic PrecursorDANNA SOFIA SANCHEZ CAMACHONo ratings yet
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- Bruson, H. A., (1948) Journal of The American Chemical Society, 70 (8), 2809-2809.Document1 pageBruson, H. A., (1948) Journal of The American Chemical Society, 70 (8), 2809-2809.manuel querolNo ratings yet
- US2343534 (Proses Sulit)Document4 pagesUS2343534 (Proses Sulit)aris_nurhidayatNo ratings yet
- Topical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertDocument6 pagesTopical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertAnonymous b9fcR5No ratings yet
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaNo ratings yet
- Process For Ethyl Acetate ProductionDocument9 pagesProcess For Ethyl Acetate ProductionMuhammad Yanuar AnantaNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- AcetaldehydeDocument3 pagesAcetaldehydevalentina alzateNo ratings yet
- ,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanDocument3 pages,425,500. Patented Aug. 8, 1922.: H. W., Matheson and G, E, GrattanrzgarNo ratings yet
- Thioglycolic Acid ProductionDocument2 pagesThioglycolic Acid Productionfake77No ratings yet
- CHAPTER 2 Manuf.Document9 pagesCHAPTER 2 Manuf.Sapna RanaNo ratings yet
- Ba Patent 1Document6 pagesBa Patent 1Firdaus ImamNo ratings yet
- Produccion de Acido Acetico A Partir de La Oxidacion de EtilenoDocument6 pagesProduccion de Acido Acetico A Partir de La Oxidacion de EtilenoBrayan CortésNo ratings yet
- A01 269Document11 pagesA01 269icingrockNo ratings yet
- Filed June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Document4 pagesFiled June 18, 1954: Feb. 26, 1957 I, Christoffel. 2,782,918Ruchita PoilkarNo ratings yet
- 2017CHE008 DetailedProcessDescription1Document17 pages2017CHE008 DetailedProcessDescription1Xi Liinett AqkoNo ratings yet
- US4495107ADocument2 pagesUS4495107AWojciech RedutkoNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- PDDocument2 pagesPDnur_ika_1No ratings yet
- CH3-CH-OH CoohDocument105 pagesCH3-CH-OH CoohAniket GawdeNo ratings yet
- Preparation of Ketene From Glacial Acetic Acid.Document16 pagesPreparation of Ketene From Glacial Acetic Acid.TIm SnyderNo ratings yet
- And 2,5-Dimethyltetrahydrofuran: J. PilgrimDocument3 pagesAnd 2,5-Dimethyltetrahydrofuran: J. PilgrimEdy MorarNo ratings yet
- Arease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andDocument3 pagesArease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andRachmad HermawanNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- A PhenylacetoacetonitrileDocument4 pagesA PhenylacetoacetonitrileNik OthmanNo ratings yet
- UntitledDocument1 pageUntitledamitiffco0% (1)
- US3983180Document7 pagesUS3983180Agustina TriyaniNo ratings yet
- Acrylic 2520acid Methods 2520of 2520 ProductionDocument8 pagesAcrylic 2520acid Methods 2520of 2520 Productionapi-3714811No ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Process-1 - Direct-Esterification - Process DescDocument7 pagesProcess-1 - Direct-Esterification - Process DescaibbycatalanNo ratings yet
- Acetone ProductionDocument2 pagesAcetone ProductionpehweihaoNo ratings yet
- US5723679 Paten MEK 1Document3 pagesUS5723679 Paten MEK 1Lathifa Rahma AstutiNo ratings yet
- Fuels, Chemicals and Materials from the Oceans and Aquatic SourcesFrom EverandFuels, Chemicals and Materials from the Oceans and Aquatic SourcesFrancesca M. KertonNo ratings yet
- Synthesis of Fused Heterocycles, Part 2From EverandSynthesis of Fused Heterocycles, Part 2Gwynn P. EllisNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- BP 2014 IndexDocument74 pagesBP 2014 IndexDeepak ShahNo ratings yet
- Genki 2Document5 pagesGenki 2Gabriela FloareNo ratings yet
- HW 1 SolutionsDocument8 pagesHW 1 SolutionsanyadamsNo ratings yet
- The Chemistry of Hangovers PDFDocument1 pageThe Chemistry of Hangovers PDFSilvio Latini SpahnNo ratings yet
- Cbse Test Paper-03 CLASS - XII CHEMISTRY (Aldehydes, Ketones and Carboxylic Acids) (Answer) Topic:-ConversionsDocument2 pagesCbse Test Paper-03 CLASS - XII CHEMISTRY (Aldehydes, Ketones and Carboxylic Acids) (Answer) Topic:-ConversionsShreyash KolekarNo ratings yet
- LIST OF BSC PROJECTS (UET) PDFDocument13 pagesLIST OF BSC PROJECTS (UET) PDFasharab70No ratings yet
- Protease 2022Document9 pagesProtease 2022Duy PhạmNo ratings yet
- Steam TableDocument77 pagesSteam Tableنزار الدهاميNo ratings yet
- 12th Class Guess Papers 2024 Chemistry ShortDocument7 pages12th Class Guess Papers 2024 Chemistry Shorttahajalil1074No ratings yet
- PD TopicDocument6 pagesPD TopicAnonymous Flh0GZNo ratings yet
- University of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CDocument3 pagesUniversity of Melbourne Department of Chemical and Biomolecular Engineering 411-102 Chemical Process Analysis Tutorial Sheet CAn FakeihahNo ratings yet
- AcetaldehydeDocument10 pagesAcetaldehydeDinesh guhanNo ratings yet
- Palatal' In9re Iierrs: United States Patent (191Document12 pagesPalatal' In9re Iierrs: United States Patent (191Anonymous VJFlyRY0No ratings yet
- Science of The Total EnvironmentDocument9 pagesScience of The Total EnvironmentAyesha KhanNo ratings yet
- Alcohols Ethers and Phenol-02 Solved ProblemsDocument13 pagesAlcohols Ethers and Phenol-02 Solved ProblemsRaju SinghNo ratings yet
- Production of Acetaldehyde From Acetic AcidDocument289 pagesProduction of Acetaldehyde From Acetic Acidyigitilgaz100% (2)
- 2nd YEAR Short Question RedDocument9 pages2nd YEAR Short Question RedNosha FatimaNo ratings yet
- Unit 4 FinalDocument83 pagesUnit 4 FinalShivNo ratings yet
- Ethanol EN 10176290035Document5 pagesEthanol EN 10176290035pacocurroNo ratings yet
- Overall CHP 7 and 12Document4 pagesOverall CHP 7 and 12faheemNo ratings yet
- The Reaction of Acetaldehyde With MethanolDocument6 pagesThe Reaction of Acetaldehyde With MethanolHugo WizenbergNo ratings yet
- MSDS VamDocument23 pagesMSDS VamganeshNo ratings yet
- CP504 PPT Set 03 DeterminationOfKineticParameters EnzymeReactions OKDocument83 pagesCP504 PPT Set 03 DeterminationOfKineticParameters EnzymeReactions OKAli DandamunNo ratings yet
- Dr. Hisham Zein Elabdin: Alcohols Ethyl Alcohol (Ethanol)Document11 pagesDr. Hisham Zein Elabdin: Alcohols Ethyl Alcohol (Ethanol)Asia AlhkeemNo ratings yet
- Acetic AnhydrideDocument117 pagesAcetic AnhydrideEsquivel EmilioNo ratings yet
- Kimia Dasar Ii (Kimia Organik) : Dosen Pengampu: Tirza Hanum Ribut Sugiharto Samsu U. Nurdin Anwika Utami PutriDocument5 pagesKimia Dasar Ii (Kimia Organik) : Dosen Pengampu: Tirza Hanum Ribut Sugiharto Samsu U. Nurdin Anwika Utami Putribang paulNo ratings yet
- List of Classifications by Cancer Sites With Sufficient or Limited Evidence in HumansDocument14 pagesList of Classifications by Cancer Sites With Sufficient or Limited Evidence in HumansLesley Moran100% (1)
- Guidance Chemical Storage PDFDocument22 pagesGuidance Chemical Storage PDFOula HatahetNo ratings yet
- Organic Compounds Containing OxygenDocument18 pagesOrganic Compounds Containing OxygenEzhil MukilNo ratings yet