Download as docx, pdf, or txt
You might also like
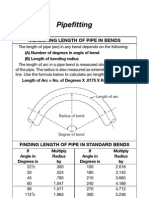
- Measuring Length of Pipe in BendsDocument1 pageMeasuring Length of Pipe in Bendsamacathot06100% (1)
- Miter Bend CalculationDocument4 pagesMiter Bend CalculationRavindra S. Jivani100% (4)
- Bolt Tensioning, Torquing and TighteningDocument11 pagesBolt Tensioning, Torquing and Tighteningpower12580% (5)
- A Study On Sowmiya Spinning Mills at CoimbatoreDocument91 pagesA Study On Sowmiya Spinning Mills at CoimbatoreMeena Sivasubramanian100% (2)
- Production DepartmentDocument37 pagesProduction DepartmentMeena Sivasubramanian100% (1)
- A Study On Ratio Analysis in Tata MotorsDocument63 pagesA Study On Ratio Analysis in Tata MotorsMeena Sivasubramanian100% (3)
- A Study Budget and Budgetary Control System-VinayagaDocument69 pagesA Study Budget and Budgetary Control System-VinayagaMeena SivasubramanianNo ratings yet
- Swaraj Tractor in Full ReportDocument57 pagesSwaraj Tractor in Full ReportMeena Sivasubramanian50% (2)
- CNH Spec DWGB105 - Specifying General TolerancesDocument10 pagesCNH Spec DWGB105 - Specifying General TolerancesJoe Scopelite100% (4)
- Pipe Spec ComparisonDocument2 pagesPipe Spec ComparisonKazi Anwarul Azim SohelNo ratings yet
- Pipe Schedule ChartDocument16 pagesPipe Schedule ChartSamir ChaudharyNo ratings yet
- ตารางเหล็กDocument163 pagesตารางเหล็กMaster Tower100% (1)
- Welding ConsumablesDocument128 pagesWelding ConsumablesAsad Bin Ala Qatari100% (1)
- JIS Seamless PipeDocument8 pagesJIS Seamless PipeJay PanalanginNo ratings yet
- Conveyor Idler and PulleyDocument1 pageConveyor Idler and PulleymkpqNo ratings yet
- Steam Traps SIPDocument71 pagesSteam Traps SIPAqeel Bisma100% (1)
- Spiral Arc Welding PipesDocument44 pagesSpiral Arc Welding PipesomdkhaleelNo ratings yet
- ASTM A335 Pipe SpecificationsDocument4 pagesASTM A335 Pipe SpecificationsDhruv GohelNo ratings yet
- Welding Procedure For PVCDocument4 pagesWelding Procedure For PVCVince Tuyulab0% (1)
- FQP For Flue Gas Duct PipingDocument5 pagesFQP For Flue Gas Duct PipingAshwani DograNo ratings yet
- Sheet For Calculation of Welding ElectrodesDocument4 pagesSheet For Calculation of Welding ElectrodesthehraoNo ratings yet
- Stud Bolts For Flange JIS B2222Document1 pageStud Bolts For Flange JIS B2222Masih BelajarNo ratings yet
- Welding Electrode Filter Metal CalculationDocument3 pagesWelding Electrode Filter Metal CalculationjsvrrajuNo ratings yet
- Fabrication CalculationDocument40 pagesFabrication CalculationRamesh mudunuri100% (1)
- Piping & Piping ComponentsDocument39 pagesPiping & Piping ComponentsRamesh mudunuri100% (1)
- Types of Flanges-Definition of FlangesDocument4 pagesTypes of Flanges-Definition of FlangesindikumaNo ratings yet
- Survey Welding-Standards 09-09-2013Document0 pagesSurvey Welding-Standards 09-09-2013Ioana-Andreea GoagășNo ratings yet
- Adaptive Orbital Pipe Welding - Hamidreza LatifiDocument140 pagesAdaptive Orbital Pipe Welding - Hamidreza LatifiMalcolm DiamondNo ratings yet
- Gauge Accessories - Syphons TypeDocument2 pagesGauge Accessories - Syphons Typecasio662No ratings yet
- MEM 05012C Perform Routine Manual Metal Arc WeldingDocument107 pagesMEM 05012C Perform Routine Manual Metal Arc WeldingroostercockburnNo ratings yet
- Codes and StandardDocument2 pagesCodes and Standarddsukamto01100% (1)
- Example of Cost Calculation in WeldingDocument2 pagesExample of Cost Calculation in Weldingdip_maan100% (2)
- Material Requisition For Bolt and Nuts-Rev0Document5 pagesMaterial Requisition For Bolt and Nuts-Rev0altipatlar100% (1)
- SS Pipe Weld PurgingDocument5 pagesSS Pipe Weld Purging888ddbNo ratings yet
- Destructive Testing of Welds in WPS-PQR PreparationDocument58 pagesDestructive Testing of Welds in WPS-PQR PreparationEfren Ibanez100% (2)
- MM Bolt Spanner Size PDFDocument2 pagesMM Bolt Spanner Size PDFRathinaCk100% (2)
- Fab Pipe, Miter Bend, Conc ReducerDocument2 pagesFab Pipe, Miter Bend, Conc ReducerNirmal Ghosh80% (10)
- WPQ PDFDocument0 pagesWPQ PDFstanleyNo ratings yet
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Document12 pagesWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- Electrode Consumption PDFDocument1 pageElectrode Consumption PDFharold_bhieNo ratings yet
- FlangeDocument100 pagesFlangeGovindan Krishnamoorthybashyam100% (1)
- What Is Pipe FittingsDocument11 pagesWhat Is Pipe FittingsFaysal Qadeer KhanNo ratings yet
- 03 - GtawDocument20 pages03 - GtawEnache DaniNo ratings yet
- Super Duplex Stainless SteelDocument3 pagesSuper Duplex Stainless SteelNisa_nisheNo ratings yet
- Uni-Seals Product Catalog: Category: GasketDocument18 pagesUni-Seals Product Catalog: Category: GasketdecacarlosNo ratings yet
- Pipe Bends Specification PDFDocument4 pagesPipe Bends Specification PDFToniNo ratings yet
- Pipes Spec & Pipe ClassDocument19 pagesPipes Spec & Pipe Classryo asg5No ratings yet
- Flanges PDFDocument76 pagesFlanges PDFamang101100% (10)
- Underwater-Welding 1 PDFDocument2 pagesUnderwater-Welding 1 PDFsuronocaturatmojoNo ratings yet
- Piping Components EbookDocument45 pagesPiping Components Ebooksrinivasanssc100% (2)
- Piping ComponentsDocument26 pagesPiping ComponentsVarun Patel100% (1)
- Welded Pipe Manufacturing ProcessDocument2 pagesWelded Pipe Manufacturing Processana danNo ratings yet
- Piping Components Guide Rev1Document50 pagesPiping Components Guide Rev1Amit SharmaNo ratings yet
- PIPING PIPING PIPING - Piping-Components-Guide-for-Oil-and-Gas-EngineerDocument92 pagesPIPING PIPING PIPING - Piping-Components-Guide-for-Oil-and-Gas-EngineerIsaac Africana100% (2)
- To Understand The Production of Steel PipeDocument8 pagesTo Understand The Production of Steel PiperameshNo ratings yet
- Welded Pipe ProcessDocument3 pagesWelded Pipe Processana danNo ratings yet
- Steel Pipe and Manufacturing Processes: As Steel Pipes Are Made? (German Comment)Document7 pagesSteel Pipe and Manufacturing Processes: As Steel Pipes Are Made? (German Comment)MaysaraNo ratings yet
- Production of Seamless PipesDocument5 pagesProduction of Seamless PipesSrikanth SrikantiNo ratings yet
- Spiro Gills Fin Tubing BrochureDocument16 pagesSpiro Gills Fin Tubing BrochureSaravanan PeriyasamyNo ratings yet
- Introduction To Welded Pipe ManufacturingDocument6 pagesIntroduction To Welded Pipe Manufacturingana danNo ratings yet
- Pipe Pile: New Jersey Department of Transportation, Brielle, NJDocument9 pagesPipe Pile: New Jersey Department of Transportation, Brielle, NJvirous08100% (1)
- Fundamentals of PipingDocument35 pagesFundamentals of PipingMustafaMahmoudNo ratings yet
- Steel Tube and PipeDocument63 pagesSteel Tube and PipeHasan AhmedNo ratings yet
- Visual Inspection of Seamless PipesDocument20 pagesVisual Inspection of Seamless PipesFasil Paruvanath100% (2)
- SPE 107240 4th-Generation Coiled-Tubing Manufacturing TechnologyDocument3 pagesSPE 107240 4th-Generation Coiled-Tubing Manufacturing Technologymsmsoft90No ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Scope of The StudyDocument2 pagesScope of The StudyMeena Sivasubramanian100% (1)
- Human Resource DepartmentDocument78 pagesHuman Resource DepartmentMeena SivasubramanianNo ratings yet
- Ambethkar PurewayDocument1 pageAmbethkar PurewayMeena SivasubramanianNo ratings yet
- DSM Textile Industry at KarurDocument79 pagesDSM Textile Industry at KarurMeena Sivasubramanian0% (1)
- Organization Study About The Ikon Exports Manufacture and Export of Garments at TirupurDocument65 pagesOrganization Study About The Ikon Exports Manufacture and Export of Garments at TirupurMeena SivasubramanianNo ratings yet
- Mirror Precision Works at CoimbatoreDocument58 pagesMirror Precision Works at CoimbatoreMeena SivasubramanianNo ratings yet
- Objectives of Organization Stud1Document2 pagesObjectives of Organization Stud1Meena Sivasubramanian100% (1)
- To Whom So Ever It May Concern: PARTS PRIVATE LIMITED " at Coimbatore For A Period of 24.04.2017 To 10.06.2017. AsDocument1 pageTo Whom So Ever It May Concern: PARTS PRIVATE LIMITED " at Coimbatore For A Period of 24.04.2017 To 10.06.2017. AsMeena SivasubramanianNo ratings yet
- A.elthosh Nero AirDocument1 pageA.elthosh Nero AirMeena SivasubramanianNo ratings yet
- TESTDocument5 pagesTESTMeena SivasubramanianNo ratings yet
- A Study On Just in Time Nicrome Leather Processing Industry at ChennaiDocument103 pagesA Study On Just in Time Nicrome Leather Processing Industry at ChennaiMeena SivasubramanianNo ratings yet
- Chapter I IntroductionDocument10 pagesChapter I IntroductionMeena SivasubramanianNo ratings yet
- Chapter V ConclusionDocument2 pagesChapter V ConclusionMeena SivasubramanianNo ratings yet
- Food Fish Processing 10-Q2-Week 2Document10 pagesFood Fish Processing 10-Q2-Week 2IlY-MyraTorresDeJesusNo ratings yet
- The Australian Welding Guide PDFDocument220 pagesThe Australian Welding Guide PDFThành Nguyễn Xuân100% (1)
- Sop For General Cleaning and House Keeping.Document6 pagesSop For General Cleaning and House Keeping.Musyoka UrbanusNo ratings yet
- Sealed Air Instapack QuickDocument2 pagesSealed Air Instapack QuickopenblueNo ratings yet
- Applications of ElectrolysisDocument3 pagesApplications of ElectrolysisShahidan Latif100% (1)
- Wuxi Anber Machine Co., LTD.: Pile CageDocument1 pageWuxi Anber Machine Co., LTD.: Pile CageSyedNo ratings yet
- Runner SystemDocument4 pagesRunner SystemManoj KumarNo ratings yet
- In Creating These Paper Craft Models We Use 110kg Kent Paper StockDocument3 pagesIn Creating These Paper Craft Models We Use 110kg Kent Paper Stockpingon4xNo ratings yet
- Copper Pipe Installation ChecklistDocument6 pagesCopper Pipe Installation Checklistsantosh yadavNo ratings yet
- Oval Head Semi Tubular RivetsDocument1 pageOval Head Semi Tubular RivetstrandangbkNo ratings yet
- Manufacturing of SteelDocument2 pagesManufacturing of SteelSamuel AntobamNo ratings yet
- HL710Document21 pagesHL710SERGIO CARDENAS CASTILLO100% (1)
- Weld Overlay Procedure For WN Flange 2'' #900 RTJDocument8 pagesWeld Overlay Procedure For WN Flange 2'' #900 RTJFerdie OS100% (1)
- PFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDocument3 pagesPFT-213-2K SF: Polyfloor Epoxy Top Coat Solvent FreeDodi Tri WibowoNo ratings yet
- Hss Grades PDFDocument3 pagesHss Grades PDFAnonymous yshOO0tEjKNo ratings yet
- New G 2300 Manual 03Document12 pagesNew G 2300 Manual 03Jasmine VaaltynNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Document2 pagesAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNo ratings yet
- Additive Manufacturing SIMTechDocument5 pagesAdditive Manufacturing SIMTechliuxc000No ratings yet
- DI-EDC-PTP-553-004 REV. A - SUPPORT C1-A, C1-B & C1-C - ApprDocument2 pagesDI-EDC-PTP-553-004 REV. A - SUPPORT C1-A, C1-B & C1-C - ApprMc Dowell CampangNo ratings yet
- Aaepl: TDC No. AAEPL/RM/lDocument2 pagesAaepl: TDC No. AAEPL/RM/lSandip PandeNo ratings yet
- Smaw List of Equipment Tesda-Op-Co-01-F13Document3 pagesSmaw List of Equipment Tesda-Op-Co-01-F13Manilyn GaranganaoNo ratings yet
- 01 Membrane Basics-Kurian - Compatibility ModeDocument35 pages01 Membrane Basics-Kurian - Compatibility Modepriyankathejesh1126No ratings yet
- 9SMnPb28 DatasheetDocument3 pages9SMnPb28 DatasheetVipul SharmaNo ratings yet
- Gmaw WQTDocument23 pagesGmaw WQTDera LesmanaNo ratings yet
- 1 Manufacturing TechnologyDocument2 pages1 Manufacturing TechnologyNarasimha Murthy InampudiNo ratings yet
- Solderability Testing Protocols Component Re-Tinning Methods 21st Century SmtaDocument6 pagesSolderability Testing Protocols Component Re-Tinning Methods 21st Century Smtamunnizza64No ratings yet
- 3G Rev-0-D1 - 2 - AL-PQRDocument2 pages3G Rev-0-D1 - 2 - AL-PQRAhmed GomaaNo ratings yet
- Acristar ShieldDocument1 pageAcristar ShieldChristinaNo ratings yet