Download as pdf or txt
You might also like
- The Mixing Process PVCDocument4 pagesThe Mixing Process PVCb1gm3n86% (7)
- The Mixing Process PVCDocument4 pagesThe Mixing Process PVCb1gm3n86% (7)
- TM 5-2410-241-24PDocument640 pagesTM 5-2410-241-24P"Rufus"100% (2)
- 11 ExtrusionDocument60 pages11 Extrusionsuhas deshpande100% (15)
- Twin Screw ExtruderDocument106 pagesTwin Screw ExtruderHassan100% (1)
- Adopting Best Practices in Blown Film ExtrusionDocument16 pagesAdopting Best Practices in Blown Film ExtrusionHafiani HichamNo ratings yet
- Plastics Technology Handbook, Volume 1Document106 pagesPlastics Technology Handbook, Volume 1Momentum Press71% (14)
- Extrusion Blown FilmDocument51 pagesExtrusion Blown Filmmani zendedel100% (2)
- A Guide To Polyolefin Extrusion CoatingDocument61 pagesA Guide To Polyolefin Extrusion CoatingAriane Victoria DantesNo ratings yet
- Plastics Technology Handbook, Volume 2Document135 pagesPlastics Technology Handbook, Volume 2Momentum Press88% (17)
- Advanced Engineering Mathematics 10th EditionDocument134 pagesAdvanced Engineering Mathematics 10th EditionAyan0% (1)
- Maintenance Manual - Telehandlers: GTH-636 GTH-844 GTH-1056 GTH-1256 GTH-1544 GTH-5519Document65 pagesMaintenance Manual - Telehandlers: GTH-636 GTH-844 GTH-1056 GTH-1256 GTH-1544 GTH-5519Rolandas PetkusNo ratings yet
- Amada Wasino LatheDocument16 pagesAmada Wasino LatheDmitryNo ratings yet
- Principles of Single Screw ExtrusionDocument44 pagesPrinciples of Single Screw ExtrusionHugo Wizenberg75% (8)
- Polymer Extrusion Experimental Report: April 2018Document9 pagesPolymer Extrusion Experimental Report: April 2018Mehmet Sarı100% (1)
- Extrusion Die DesignDocument17 pagesExtrusion Die Designkkatarn327No ratings yet
- Extruder Screw Desing Basics PDFDocument54 pagesExtruder Screw Desing Basics PDFAlvaro Fernando Reyes Castañeda100% (6)
- Extrusion 2012Document100 pagesExtrusion 2012Fernando Lotero100% (4)
- AdditivesDocument62 pagesAdditivesMohsin Alam100% (1)
- Powder Injection MouldingDocument45 pagesPowder Injection MouldingAmritanshu SharmaNo ratings yet
- Designing of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveDocument6 pagesDesigning of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveIJRASETPublicationsNo ratings yet
- RIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersDocument3 pagesRIGID PVC EXTRUSION Sigle Vs Twin Screw ExtrudersJuan David Melián Cruz100% (1)
- 2 1 ExtrusionDocument69 pages2 1 ExtrusionSingh Anuj0% (1)
- KCC Brochure Silicone LSRDocument13 pagesKCC Brochure Silicone LSRrendra syamNo ratings yet
- Extrusion Guide BookDocument5 pagesExtrusion Guide BookMario Daniel Conejo67% (3)
- Solid State Shear ExtrusionDocument2 pagesSolid State Shear ExtrusionPey ManNo ratings yet
- Handbook of Polyester Molding Compounds and Molding TechnologyDocument371 pagesHandbook of Polyester Molding Compounds and Molding TechnologySalah HammamiNo ratings yet
- CIT PVC ProcessingDocument45 pagesCIT PVC ProcessingThao Nguyen Van100% (1)
- Extrusion PrinciplesDocument11 pagesExtrusion PrinciplesKrupakar Swamy100% (4)
- Design and Fabrication of Automatic PVC Pipe Cutting MachineDocument6 pagesDesign and Fabrication of Automatic PVC Pipe Cutting MachineGokul Prasad ChettiNo ratings yet
- Plastics Processing Techniques TrainingDocument76 pagesPlastics Processing Techniques Trainingsadananda_pvcNo ratings yet
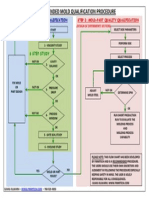
- Mold Qualification FLowchart - FIMMTECH INCDocument1 pageMold Qualification FLowchart - FIMMTECH INCCuco Martinez100% (1)
- Guide To Resin SystemsDocument9 pagesGuide To Resin SystemsDaud Simon A100% (1)
- Calendering PresentationDocument19 pagesCalendering PresentationPassofogoNo ratings yet
- Polyvinyl Chloride Pipe CompositionDocument2 pagesPolyvinyl Chloride Pipe Compositionmacnoms100% (1)
- Cleaning ScrewsDocument6 pagesCleaning ScrewsRodolfoAntonioLeónCárdenasNo ratings yet
- Design of Extrusion HeadsDocument64 pagesDesign of Extrusion HeadsMohamed HassanNo ratings yet
- PolymersDocument35 pagesPolymersYash Awatade100% (1)
- Plastics ExtrusionDocument37 pagesPlastics Extrusionshashanksir80% (5)
- RubberDocument17 pagesRubberJoann DavinaNo ratings yet
- Extrusion InformationDocument29 pagesExtrusion InformationNishant1993100% (1)
- PVCDocument23 pagesPVCYuvaraj YuvarajNo ratings yet
- Exrusion 1Document41 pagesExrusion 1UsMan ZaFarNo ratings yet
- ExtrusionDocument27 pagesExtrusionShreyas ParbatNo ratings yet
- Calander PDFDocument14 pagesCalander PDFansari_poly5264100% (1)
- Filament Winding ProcessDocument1 pageFilament Winding ProcessalmakmenNo ratings yet
- Introduction To Plastics 8 11 09Document147 pagesIntroduction To Plastics 8 11 09orlandoinsaneNo ratings yet
- Books10 ExtrusionDocument5 pagesBooks10 ExtrusionThais G Quinones0% (2)
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- Dynisco Extrusion Handbook C0d23eDocument293 pagesDynisco Extrusion Handbook C0d23eSimas Servutas50% (2)
- How Is PE Made: Polyethylene Plastic Production ProcessDocument3 pagesHow Is PE Made: Polyethylene Plastic Production ProcessHamzah A. LaftaNo ratings yet
- Film ExtrusionDocument16 pagesFilm ExtrusionhatharasingheNo ratings yet
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocument20 pagesEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasNo ratings yet
- Transfer MoldingDocument2 pagesTransfer MoldingAnuj ReddyNo ratings yet
- Extruder Tutorial PDFDocument314 pagesExtruder Tutorial PDFAntonius PrakosaNo ratings yet
- 01Document53 pages01Kaliya PerumalNo ratings yet
- Pelletizing Process PDFDocument8 pagesPelletizing Process PDFAbdulhakeemSolimanNo ratings yet
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- 06ExtrusionProcesses ADocument14 pages06ExtrusionProcesses AramcivmngrNo ratings yet
- Chapter-8 Quality Control Quality AssuranceDocument35 pagesChapter-8 Quality Control Quality AssuranceMei YeeNo ratings yet
- Plastics ExtrusionDocument9 pagesPlastics ExtrusionFITIWINo ratings yet
- A Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesDocument5 pagesA Review On Optimization of Extrusion Process Parameters To Reduce Uneven Wall Thickness in HDPE PipesIJRASETPublicationsNo ratings yet
- Investigation and Optimization of Process Parameters of PVC Fittings by Using Recycled PVCDocument11 pagesInvestigation and Optimization of Process Parameters of PVC Fittings by Using Recycled PVCInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Ijmerr v3n3 25Document8 pagesIjmerr v3n3 25Kanikaa B KaliyaNo ratings yet
- Plastics Topics Introduction To ExtrusionDocument15 pagesPlastics Topics Introduction To ExtrusionIshah ahamed KaziNo ratings yet
- Chapter2 551085e7c38aeDocument8 pagesChapter2 551085e7c38aeJulio CabreraNo ratings yet
- Installation Guide For PVC PipeDocument43 pagesInstallation Guide For PVC Pipeb1gm3nNo ratings yet
- The Early History of PVC PipeDocument2 pagesThe Early History of PVC Pipeb1gm3nNo ratings yet
- The Effects of Sunlight Exposure On PVC PipeDocument1 pageThe Effects of Sunlight Exposure On PVC Pipeb1gm3nNo ratings yet
- Diferencial ScâniaDocument88 pagesDiferencial ScâniatelmorogeriocariolattozinelliNo ratings yet
- Analysing Batch Reactor DataDocument3 pagesAnalysing Batch Reactor DatautpalmtbiNo ratings yet
- HCI Unit 6 ( Final)Document58 pagesHCI Unit 6 ( Final)GENENE TISENo ratings yet
- E CONNECT 12x18 Folded Instructions PRINT 011 JFDocument2 pagesE CONNECT 12x18 Folded Instructions PRINT 011 JFĐiền Huỳnh Đức TrọngNo ratings yet
- An Unique: Vehicle Security SolutionDocument20 pagesAn Unique: Vehicle Security Solutionravi198522No ratings yet
- Silicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsDocument7 pagesSilicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsAbdallah EstambelliNo ratings yet
- Elsevier Results in Physics Journal TemplateDocument2 pagesElsevier Results in Physics Journal TemplateRosa Micaela SerraNo ratings yet
- Draw Wire Sensor: Series SX120Document14 pagesDraw Wire Sensor: Series SX120Amilcar MendozaNo ratings yet
- Ix Phy PDFDocument49 pagesIx Phy PDFAdtNo ratings yet
- Air SeparationDocument18 pagesAir Separationrahul67% (3)
- Tu Hermana La Prostituta SuecaDocument10 pagesTu Hermana La Prostituta SuecaFeadimNo ratings yet
- 12 Gold 4 - C3 EdexcelDocument13 pages12 Gold 4 - C3 EdexcelmareiNo ratings yet
- Chapter 14 - Growth & DevelopmentDocument4 pagesChapter 14 - Growth & DevelopmentGrace LeungNo ratings yet
- 703 01Document124 pages703 01123adpNo ratings yet
- Taller Fisicoquimica TermoDocument6 pagesTaller Fisicoquimica TermoWilo JaraNo ratings yet
- Detailed Notes - Section 06 Thermal Physics - AQA Physics A-LevelDocument9 pagesDetailed Notes - Section 06 Thermal Physics - AQA Physics A-LevelDeepesh SureshNo ratings yet
- Jurnal Literatur Review CTMDocument10 pagesJurnal Literatur Review CTMNafFadhillaNo ratings yet
- Binder - Bind (Globals ) Print 'Setup Complete.'Document4 pagesBinder - Bind (Globals ) Print 'Setup Complete.'Hibba TabeerNo ratings yet
- Artikel 2013 03 Period of AdjustmentDocument7 pagesArtikel 2013 03 Period of AdjustmentAdriano AngelicoNo ratings yet
- The Inverse Problem of The Calculus of Variations: Dmitry V. ZenkovDocument296 pagesThe Inverse Problem of The Calculus of Variations: Dmitry V. ZenkovfigoNo ratings yet
- IMG - 0213 PSME Code 2008 201Document1 pageIMG - 0213 PSME Code 2008 201Hnqr584hNo ratings yet
- Exploiting A New Electrochemical Sensor For Biofilm Monitoring and Water Treatment Optimization (Pavanello Et Al 2011)Document10 pagesExploiting A New Electrochemical Sensor For Biofilm Monitoring and Water Treatment Optimization (Pavanello Et Al 2011)Leo EspositoNo ratings yet
- Pattern MatchingDocument3 pagesPattern MatchingSavi OjhaNo ratings yet
- Exchange Server 2003,2007,2010Document5 pagesExchange Server 2003,2007,2010chandu000No ratings yet
- LG NeON® H BlackDocument4 pagesLG NeON® H BlackAdrian GhermanNo ratings yet
- STK4162IIDocument9 pagesSTK4162IIFredy Reinaldo Rivera MartínezNo ratings yet