
So-Pro: Solar Process Heat
So-Pro: Solar Process Heat
You might also like
- ALLEN - Sustainable Engineering Concepts, Design, and Case StudiesDocument228 pagesALLEN - Sustainable Engineering Concepts, Design, and Case Studiesadam100% (1)
- Camel Intro 2Document34 pagesCamel Intro 2Inventor SolidworksNo ratings yet
- Northwest Minnesota Regional Construction and Demolition Waste Management Feasibility Assessment - Update PDFDocument21 pagesNorthwest Minnesota Regional Construction and Demolition Waste Management Feasibility Assessment - Update PDFShannon GeisenNo ratings yet
- NR 5 Chilled Beam ApplicationDocument75 pagesNR 5 Chilled Beam ApplicationLaurentiuNo ratings yet
- Air Pollution Control Engineering 2nd - Noel de Nevers-Páginas-407-408Document2 pagesAir Pollution Control Engineering 2nd - Noel de Nevers-Páginas-407-408Paola Jhandyrha Incio Rivera0% (2)
- Design and Simulation of Solar Powered Vapour Compression Refrigeration SystemDocument7 pagesDesign and Simulation of Solar Powered Vapour Compression Refrigeration SystemRohan BhairavkarNo ratings yet
- Heat Pumps - Technology GuideDocument44 pagesHeat Pumps - Technology Guideilieoniciuc100% (1)
- APN069 ParkingGarage WEB 1 8 15Document8 pagesAPN069 ParkingGarage WEB 1 8 15Rafael Leonardo GomezNo ratings yet
- Technical Data PRIHODADocument32 pagesTechnical Data PRIHODAAlex PotaNo ratings yet
- Chilled Beams in Heating: Design Criteria and Case StudyDocument8 pagesChilled Beams in Heating: Design Criteria and Case StudyarjantinNo ratings yet
- Apachesim Ve 2014 Session B Training Notes PDFDocument30 pagesApachesim Ve 2014 Session B Training Notes PDFKa Hung LeungNo ratings yet
- Title ASHRAE Design Guide For Air Curtains Author: Leon - Wang@concordia - CaDocument2 pagesTitle ASHRAE Design Guide For Air Curtains Author: Leon - Wang@concordia - CaVikram MurthyNo ratings yet
- Ngineering ATA: Temperature & Altitude Effects On FansDocument3 pagesNgineering ATA: Temperature & Altitude Effects On FansMohamed TahounNo ratings yet
- HVAC Chapters 1 5Document57 pagesHVAC Chapters 1 5Mcilwaine Dela CruzNo ratings yet
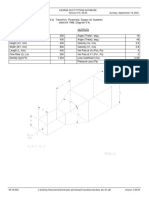
- (SR4-2) Transition, Pyramidal, Supply Air Systems (Idelchik 1986, Diagram 5-4) Inputs OutputsDocument20 pages(SR4-2) Transition, Pyramidal, Supply Air Systems (Idelchik 1986, Diagram 5-4) Inputs Outputscollins014100% (1)
- UPONOR Technical Guidelines Industrial UfhDocument32 pagesUPONOR Technical Guidelines Industrial Ufhbadmike71No ratings yet
- Using VAV Systems To Limit Humidity at Part LoadDocument5 pagesUsing VAV Systems To Limit Humidity at Part LoadTonyChuangNo ratings yet
- ASHRAE STANDARD 15 Applied To Packaged, Split and VRF Systems PDFDocument6 pagesASHRAE STANDARD 15 Applied To Packaged, Split and VRF Systems PDFhabebeNo ratings yet
- High Performance Axial Fans: Model RA - Standard and High TemperatureDocument8 pagesHigh Performance Axial Fans: Model RA - Standard and High Temperaturerijothomasv777No ratings yet
- Building Heat Loss Building Heat Gain: 1000Xbtu/H 1000Xbtu/H 1000Xbtu/HDocument69 pagesBuilding Heat Loss Building Heat Gain: 1000Xbtu/H 1000Xbtu/H 1000Xbtu/HFarid FarjadNo ratings yet
- Hdpsychart Generic ManualDocument87 pagesHdpsychart Generic Manualwalnasp1No ratings yet
- Fire and Smoke Modelling - The Importance of Using A Suitable Tool - VigneDocument26 pagesFire and Smoke Modelling - The Importance of Using A Suitable Tool - Vignegabriele_vigneNo ratings yet
- Kubilay2015 PDFDocument18 pagesKubilay2015 PDFBorisBerezovsky100% (1)
- Cermak PHD Thesis RC041115Document148 pagesCermak PHD Thesis RC041115stefanoschiavonNo ratings yet
- Cooling Coil SelectionDocument7 pagesCooling Coil SelectionErwin ManalangNo ratings yet
- Commercial Kitchen VentilationDocument59 pagesCommercial Kitchen VentilationSMBEAUTYNo ratings yet
- Water Cooled Chiller Plant With Economiser (VP) : Data CenterDocument10 pagesWater Cooled Chiller Plant With Economiser (VP) : Data CenterFirasNo ratings yet
- Stair Pressurisation Zone Smoke Control SystemsDocument24 pagesStair Pressurisation Zone Smoke Control SystemsAshokNo ratings yet
- Fire Pump Ventilation CalculationDocument1 pageFire Pump Ventilation CalculationjibinNo ratings yet
- Dr. Fixit Newcoat 105 1 PDFDocument3 pagesDr. Fixit Newcoat 105 1 PDFmohdrashidNo ratings yet
- Review of Cooling Load Calculation Methods: Ala HasanDocument15 pagesReview of Cooling Load Calculation Methods: Ala Hasanhermez19100% (1)
- AC V For Fast Food RestaurantsDocument4 pagesAC V For Fast Food Restaurantselijah namomoNo ratings yet
- Vistapro User Guide: 6.0Document40 pagesVistapro User Guide: 6.0Pedro QuintalNo ratings yet
- HVAC Handbook Applications Engineering Manual For Desiccant SystemsDocument72 pagesHVAC Handbook Applications Engineering Manual For Desiccant SystemsMustafa Vatansever100% (1)
- 1-Room Air DistributionDocument30 pages1-Room Air DistributionSatwinder SinghNo ratings yet
- Design and Performance Analysis of Water PDFDocument7 pagesDesign and Performance Analysis of Water PDFDiyar NezarNo ratings yet
- Building Services - ThermodynamicsDocument108 pagesBuilding Services - ThermodynamicsDevansh MehtaNo ratings yet
- Grille Catalogue PDFDocument40 pagesGrille Catalogue PDFAllan Pesimo BalgosNo ratings yet
- Cooling With Absorption ChillerDocument12 pagesCooling With Absorption ChillerTofanBNo ratings yet
- Zoning Reference GuideDocument20 pagesZoning Reference GuideqwincyNo ratings yet
- Unit 7 Air Conditioning SystemsDocument10 pagesUnit 7 Air Conditioning SystemsJohnNo ratings yet
- Product Application Guide: Multiple F An Systems - F Ans in Series and ParallelDocument4 pagesProduct Application Guide: Multiple F An Systems - F Ans in Series and ParallelgonvicNo ratings yet
- Chilled BeamsDocument1 pageChilled BeamsrkibNo ratings yet
- Holyoake Engineering Data PDFDocument24 pagesHolyoake Engineering Data PDFHermawan LesmanaNo ratings yet
- Steam Room Construction & Generator Sizing GuideDocument2 pagesSteam Room Construction & Generator Sizing GuideasdthuNo ratings yet
- Vav Diffuser SDocument16 pagesVav Diffuser SRahul DubeyNo ratings yet
- Thermal Storage With Heat PumpsDocument15 pagesThermal Storage With Heat PumpsIan DaveyNo ratings yet
- Coldstoragepptpragati 150509061348 Lva1 App6891 PDFDocument39 pagesColdstoragepptpragati 150509061348 Lva1 App6891 PDFmahesh bandaraNo ratings yet
- Heat Wheel: Mohammad Yusuf 13PKB380Document10 pagesHeat Wheel: Mohammad Yusuf 13PKB380Haider Ali100% (1)
- Dynamics of Primary and Secondary Chilled Water SystemsDocument13 pagesDynamics of Primary and Secondary Chilled Water SystemsBen MusimaneNo ratings yet
- Literature Study On Literature Study On Building Services Building ServicesDocument41 pagesLiterature Study On Literature Study On Building Services Building ServicesAmey DeshmukhNo ratings yet
- Mech3005 Lab1112 Fancoil PDFDocument5 pagesMech3005 Lab1112 Fancoil PDFbilal almelegy100% (1)
- Ventilare Si Desfumare Parcaje - ModelDocument220 pagesVentilare Si Desfumare Parcaje - ModelalanatoraNo ratings yet
- Aircraft Flying Project (PRINT OUT)Document24 pagesAircraft Flying Project (PRINT OUT)Priyanka KumariNo ratings yet
- HRW SelectionDocument2 pagesHRW SelectionGohdsNo ratings yet
- Solar Dessicant Air Conditioning PosterDocument1 pageSolar Dessicant Air Conditioning PosterAmit PrakashNo ratings yet
- AHRI Standard 885-2008 Duct Discharge Calculation SpreadsheetDocument19 pagesAHRI Standard 885-2008 Duct Discharge Calculation SpreadsheetjoNo ratings yet
- R&AC Lecture 30Document17 pagesR&AC Lecture 30Denise Koh Chin HuiNo ratings yet
- Blmding Coal IndstryDocument72 pagesBlmding Coal IndstryhafisNo ratings yet
- Technical Guide For Solar Thermal SystemsDocument197 pagesTechnical Guide For Solar Thermal SystemsArvin ArviniNo ratings yet
- Solar Water Heating Systems CE131Document44 pagesSolar Water Heating Systems CE131Blessed Peter DavidNo ratings yet
- (Download PDF) Solar Heating and Cooling Systems Ioan Sarbu Full Chapter PDFDocument69 pages(Download PDF) Solar Heating and Cooling Systems Ioan Sarbu Full Chapter PDFanwenkraju100% (10)
- Scheffler Dish PDFDocument56 pagesScheffler Dish PDFRasel IslamNo ratings yet
- 20 Environmental Studies May 2024Document15 pages20 Environmental Studies May 2024NIPER BNGNo ratings yet
- Water Sharing Issues in Pakistan Impacts On Inter Provincial RelationsDocument13 pagesWater Sharing Issues in Pakistan Impacts On Inter Provincial RelationsGulshad zehraNo ratings yet
- 000 ZWS 0038 v2.1 R Adding HEC HMS Models To FEWSDocument41 pages000 ZWS 0038 v2.1 R Adding HEC HMS Models To FEWSGustavo AtuncarNo ratings yet
- Environment Eduacation and Water SecurityDocument100 pagesEnvironment Eduacation and Water SecurityAditya HaridasNo ratings yet
- Amata sdr2018 en PDFDocument154 pagesAmata sdr2018 en PDFGalih AnggoroNo ratings yet
- Northern Europe Geography UnitDocument8 pagesNorthern Europe Geography Unitapi-334925134No ratings yet
- CH 4Document97 pagesCH 4Usama ZafarNo ratings yet
- Safety Data Sheet: Product Identifier Multi-Purpose Surface Cleaner - LavenderDocument6 pagesSafety Data Sheet: Product Identifier Multi-Purpose Surface Cleaner - LavenderNot sureNo ratings yet
- Module 1 IntroductionDocument12 pagesModule 1 IntroductionDheeshna DileepNo ratings yet
- Alaska DEC Situation Report For Milepost 133.5 Parks Highway SpillDocument3 pagesAlaska DEC Situation Report For Milepost 133.5 Parks Highway SpillAlaska's News SourceNo ratings yet
- CV Gunawan TanuwidjajaDocument14 pagesCV Gunawan TanuwidjajaGunawan TanuwidjayaNo ratings yet
- (Uts B.inggris) Power PlantDocument12 pages(Uts B.inggris) Power PlantALDI ADITYANo ratings yet
- 1591174971revised LTGEP 2020-20392Document280 pages1591174971revised LTGEP 2020-20392nobelrNo ratings yet
- Interactive Textbook Environmental ProblemsDocument7 pagesInteractive Textbook Environmental ProblemsHuda AbobakrNo ratings yet
- EnglishDocument3 pagesEnglishvika657vikaNo ratings yet
- Anjajavy Fact Sheet 2022 - 2023Document10 pagesAnjajavy Fact Sheet 2022 - 2023Patrick RavelomanantsoaNo ratings yet
- Life Below WaterDocument6 pagesLife Below WaterLivia GolubencoNo ratings yet
- The History of Urban and Regional Planning in The PhilippinesDocument7 pagesThe History of Urban and Regional Planning in The PhilippinesRonnell Repil100% (1)
- Treadle Pumps Treadle Pumps Treadle Pumps Treadle PumpsDocument6 pagesTreadle Pumps Treadle Pumps Treadle Pumps Treadle PumpsSuraj BhatNo ratings yet
- SP-15-20 Packet.1Document36 pagesSP-15-20 Packet.1Indiana Public Media NewsNo ratings yet
- Washing Machine: Waveactive DrumDocument2 pagesWashing Machine: Waveactive Drumxeon19No ratings yet
- Papers TarnavaDocument182 pagesPapers TarnavagusaNo ratings yet
- Lesson 4A Ecological SuccessionDocument23 pagesLesson 4A Ecological SuccessionMelody DignosNo ratings yet
- Freight CalculatorDocument2 pagesFreight CalculatorAnonymous atBeojaNo ratings yet
- Sustainable Development Goal 6 (SDG 6 or Global Goal 6) Is About - Clean Water and Sanitation For AllDocument3 pagesSustainable Development Goal 6 (SDG 6 or Global Goal 6) Is About - Clean Water and Sanitation For AllKanyka GuptaNo ratings yet
- The Learners Demonstrate An Understanding ofDocument3 pagesThe Learners Demonstrate An Understanding ofJeffrey Selpo BondadNo ratings yet























































































Download as pdf or txt
You might also like
- ALLEN - Sustainable Engineering Concepts, Design, and Case StudiesDocument228 pagesALLEN - Sustainable Engineering Concepts, Design, and Case Studiesadam100% (1)
- Camel Intro 2Document34 pagesCamel Intro 2Inventor SolidworksNo ratings yet
- Northwest Minnesota Regional Construction and Demolition Waste Management Feasibility Assessment - Update PDFDocument21 pagesNorthwest Minnesota Regional Construction and Demolition Waste Management Feasibility Assessment - Update PDFShannon GeisenNo ratings yet
- NR 5 Chilled Beam ApplicationDocument75 pagesNR 5 Chilled Beam ApplicationLaurentiuNo ratings yet
- Air Pollution Control Engineering 2nd - Noel de Nevers-Páginas-407-408Document2 pagesAir Pollution Control Engineering 2nd - Noel de Nevers-Páginas-407-408Paola Jhandyrha Incio Rivera0% (2)
- Design and Simulation of Solar Powered Vapour Compression Refrigeration SystemDocument7 pagesDesign and Simulation of Solar Powered Vapour Compression Refrigeration SystemRohan BhairavkarNo ratings yet
- Heat Pumps - Technology GuideDocument44 pagesHeat Pumps - Technology Guideilieoniciuc100% (1)
- APN069 ParkingGarage WEB 1 8 15Document8 pagesAPN069 ParkingGarage WEB 1 8 15Rafael Leonardo GomezNo ratings yet
- Technical Data PRIHODADocument32 pagesTechnical Data PRIHODAAlex PotaNo ratings yet
- Chilled Beams in Heating: Design Criteria and Case StudyDocument8 pagesChilled Beams in Heating: Design Criteria and Case StudyarjantinNo ratings yet
- Apachesim Ve 2014 Session B Training Notes PDFDocument30 pagesApachesim Ve 2014 Session B Training Notes PDFKa Hung LeungNo ratings yet
- Title ASHRAE Design Guide For Air Curtains Author: Leon - Wang@concordia - CaDocument2 pagesTitle ASHRAE Design Guide For Air Curtains Author: Leon - Wang@concordia - CaVikram MurthyNo ratings yet
- Ngineering ATA: Temperature & Altitude Effects On FansDocument3 pagesNgineering ATA: Temperature & Altitude Effects On FansMohamed TahounNo ratings yet
- HVAC Chapters 1 5Document57 pagesHVAC Chapters 1 5Mcilwaine Dela CruzNo ratings yet
- (SR4-2) Transition, Pyramidal, Supply Air Systems (Idelchik 1986, Diagram 5-4) Inputs OutputsDocument20 pages(SR4-2) Transition, Pyramidal, Supply Air Systems (Idelchik 1986, Diagram 5-4) Inputs Outputscollins014100% (1)
- UPONOR Technical Guidelines Industrial UfhDocument32 pagesUPONOR Technical Guidelines Industrial Ufhbadmike71No ratings yet
- Using VAV Systems To Limit Humidity at Part LoadDocument5 pagesUsing VAV Systems To Limit Humidity at Part LoadTonyChuangNo ratings yet
- ASHRAE STANDARD 15 Applied To Packaged, Split and VRF Systems PDFDocument6 pagesASHRAE STANDARD 15 Applied To Packaged, Split and VRF Systems PDFhabebeNo ratings yet
- High Performance Axial Fans: Model RA - Standard and High TemperatureDocument8 pagesHigh Performance Axial Fans: Model RA - Standard and High Temperaturerijothomasv777No ratings yet
- Building Heat Loss Building Heat Gain: 1000Xbtu/H 1000Xbtu/H 1000Xbtu/HDocument69 pagesBuilding Heat Loss Building Heat Gain: 1000Xbtu/H 1000Xbtu/H 1000Xbtu/HFarid FarjadNo ratings yet
- Hdpsychart Generic ManualDocument87 pagesHdpsychart Generic Manualwalnasp1No ratings yet
- Fire and Smoke Modelling - The Importance of Using A Suitable Tool - VigneDocument26 pagesFire and Smoke Modelling - The Importance of Using A Suitable Tool - Vignegabriele_vigneNo ratings yet
- Kubilay2015 PDFDocument18 pagesKubilay2015 PDFBorisBerezovsky100% (1)
- Cermak PHD Thesis RC041115Document148 pagesCermak PHD Thesis RC041115stefanoschiavonNo ratings yet
- Cooling Coil SelectionDocument7 pagesCooling Coil SelectionErwin ManalangNo ratings yet
- Commercial Kitchen VentilationDocument59 pagesCommercial Kitchen VentilationSMBEAUTYNo ratings yet
- Water Cooled Chiller Plant With Economiser (VP) : Data CenterDocument10 pagesWater Cooled Chiller Plant With Economiser (VP) : Data CenterFirasNo ratings yet
- Stair Pressurisation Zone Smoke Control SystemsDocument24 pagesStair Pressurisation Zone Smoke Control SystemsAshokNo ratings yet
- Fire Pump Ventilation CalculationDocument1 pageFire Pump Ventilation CalculationjibinNo ratings yet
- Dr. Fixit Newcoat 105 1 PDFDocument3 pagesDr. Fixit Newcoat 105 1 PDFmohdrashidNo ratings yet
- Review of Cooling Load Calculation Methods: Ala HasanDocument15 pagesReview of Cooling Load Calculation Methods: Ala Hasanhermez19100% (1)
- AC V For Fast Food RestaurantsDocument4 pagesAC V For Fast Food Restaurantselijah namomoNo ratings yet
- Vistapro User Guide: 6.0Document40 pagesVistapro User Guide: 6.0Pedro QuintalNo ratings yet
- HVAC Handbook Applications Engineering Manual For Desiccant SystemsDocument72 pagesHVAC Handbook Applications Engineering Manual For Desiccant SystemsMustafa Vatansever100% (1)
- 1-Room Air DistributionDocument30 pages1-Room Air DistributionSatwinder SinghNo ratings yet
- Design and Performance Analysis of Water PDFDocument7 pagesDesign and Performance Analysis of Water PDFDiyar NezarNo ratings yet
- Building Services - ThermodynamicsDocument108 pagesBuilding Services - ThermodynamicsDevansh MehtaNo ratings yet
- Grille Catalogue PDFDocument40 pagesGrille Catalogue PDFAllan Pesimo BalgosNo ratings yet
- Cooling With Absorption ChillerDocument12 pagesCooling With Absorption ChillerTofanBNo ratings yet
- Zoning Reference GuideDocument20 pagesZoning Reference GuideqwincyNo ratings yet
- Unit 7 Air Conditioning SystemsDocument10 pagesUnit 7 Air Conditioning SystemsJohnNo ratings yet
- Product Application Guide: Multiple F An Systems - F Ans in Series and ParallelDocument4 pagesProduct Application Guide: Multiple F An Systems - F Ans in Series and ParallelgonvicNo ratings yet
- Chilled BeamsDocument1 pageChilled BeamsrkibNo ratings yet
- Holyoake Engineering Data PDFDocument24 pagesHolyoake Engineering Data PDFHermawan LesmanaNo ratings yet
- Steam Room Construction & Generator Sizing GuideDocument2 pagesSteam Room Construction & Generator Sizing GuideasdthuNo ratings yet
- Vav Diffuser SDocument16 pagesVav Diffuser SRahul DubeyNo ratings yet
- Thermal Storage With Heat PumpsDocument15 pagesThermal Storage With Heat PumpsIan DaveyNo ratings yet
- Coldstoragepptpragati 150509061348 Lva1 App6891 PDFDocument39 pagesColdstoragepptpragati 150509061348 Lva1 App6891 PDFmahesh bandaraNo ratings yet
- Heat Wheel: Mohammad Yusuf 13PKB380Document10 pagesHeat Wheel: Mohammad Yusuf 13PKB380Haider Ali100% (1)
- Dynamics of Primary and Secondary Chilled Water SystemsDocument13 pagesDynamics of Primary and Secondary Chilled Water SystemsBen MusimaneNo ratings yet
- Literature Study On Literature Study On Building Services Building ServicesDocument41 pagesLiterature Study On Literature Study On Building Services Building ServicesAmey DeshmukhNo ratings yet
- Mech3005 Lab1112 Fancoil PDFDocument5 pagesMech3005 Lab1112 Fancoil PDFbilal almelegy100% (1)
- Ventilare Si Desfumare Parcaje - ModelDocument220 pagesVentilare Si Desfumare Parcaje - ModelalanatoraNo ratings yet
- Aircraft Flying Project (PRINT OUT)Document24 pagesAircraft Flying Project (PRINT OUT)Priyanka KumariNo ratings yet
- HRW SelectionDocument2 pagesHRW SelectionGohdsNo ratings yet
- Solar Dessicant Air Conditioning PosterDocument1 pageSolar Dessicant Air Conditioning PosterAmit PrakashNo ratings yet
- AHRI Standard 885-2008 Duct Discharge Calculation SpreadsheetDocument19 pagesAHRI Standard 885-2008 Duct Discharge Calculation SpreadsheetjoNo ratings yet
- R&AC Lecture 30Document17 pagesR&AC Lecture 30Denise Koh Chin HuiNo ratings yet
- Blmding Coal IndstryDocument72 pagesBlmding Coal IndstryhafisNo ratings yet
- Technical Guide For Solar Thermal SystemsDocument197 pagesTechnical Guide For Solar Thermal SystemsArvin ArviniNo ratings yet
- Solar Water Heating Systems CE131Document44 pagesSolar Water Heating Systems CE131Blessed Peter DavidNo ratings yet
- (Download PDF) Solar Heating and Cooling Systems Ioan Sarbu Full Chapter PDFDocument69 pages(Download PDF) Solar Heating and Cooling Systems Ioan Sarbu Full Chapter PDFanwenkraju100% (10)
- Scheffler Dish PDFDocument56 pagesScheffler Dish PDFRasel IslamNo ratings yet
- 20 Environmental Studies May 2024Document15 pages20 Environmental Studies May 2024NIPER BNGNo ratings yet
- Water Sharing Issues in Pakistan Impacts On Inter Provincial RelationsDocument13 pagesWater Sharing Issues in Pakistan Impacts On Inter Provincial RelationsGulshad zehraNo ratings yet
- 000 ZWS 0038 v2.1 R Adding HEC HMS Models To FEWSDocument41 pages000 ZWS 0038 v2.1 R Adding HEC HMS Models To FEWSGustavo AtuncarNo ratings yet
- Environment Eduacation and Water SecurityDocument100 pagesEnvironment Eduacation and Water SecurityAditya HaridasNo ratings yet
- Amata sdr2018 en PDFDocument154 pagesAmata sdr2018 en PDFGalih AnggoroNo ratings yet
- Northern Europe Geography UnitDocument8 pagesNorthern Europe Geography Unitapi-334925134No ratings yet
- CH 4Document97 pagesCH 4Usama ZafarNo ratings yet
- Safety Data Sheet: Product Identifier Multi-Purpose Surface Cleaner - LavenderDocument6 pagesSafety Data Sheet: Product Identifier Multi-Purpose Surface Cleaner - LavenderNot sureNo ratings yet
- Module 1 IntroductionDocument12 pagesModule 1 IntroductionDheeshna DileepNo ratings yet
- Alaska DEC Situation Report For Milepost 133.5 Parks Highway SpillDocument3 pagesAlaska DEC Situation Report For Milepost 133.5 Parks Highway SpillAlaska's News SourceNo ratings yet
- CV Gunawan TanuwidjajaDocument14 pagesCV Gunawan TanuwidjajaGunawan TanuwidjayaNo ratings yet
- (Uts B.inggris) Power PlantDocument12 pages(Uts B.inggris) Power PlantALDI ADITYANo ratings yet
- 1591174971revised LTGEP 2020-20392Document280 pages1591174971revised LTGEP 2020-20392nobelrNo ratings yet
- Interactive Textbook Environmental ProblemsDocument7 pagesInteractive Textbook Environmental ProblemsHuda AbobakrNo ratings yet
- EnglishDocument3 pagesEnglishvika657vikaNo ratings yet
- Anjajavy Fact Sheet 2022 - 2023Document10 pagesAnjajavy Fact Sheet 2022 - 2023Patrick RavelomanantsoaNo ratings yet
- Life Below WaterDocument6 pagesLife Below WaterLivia GolubencoNo ratings yet
- The History of Urban and Regional Planning in The PhilippinesDocument7 pagesThe History of Urban and Regional Planning in The PhilippinesRonnell Repil100% (1)
- Treadle Pumps Treadle Pumps Treadle Pumps Treadle PumpsDocument6 pagesTreadle Pumps Treadle Pumps Treadle Pumps Treadle PumpsSuraj BhatNo ratings yet
- SP-15-20 Packet.1Document36 pagesSP-15-20 Packet.1Indiana Public Media NewsNo ratings yet
- Washing Machine: Waveactive DrumDocument2 pagesWashing Machine: Waveactive Drumxeon19No ratings yet
- Papers TarnavaDocument182 pagesPapers TarnavagusaNo ratings yet
- Lesson 4A Ecological SuccessionDocument23 pagesLesson 4A Ecological SuccessionMelody DignosNo ratings yet
- Freight CalculatorDocument2 pagesFreight CalculatorAnonymous atBeojaNo ratings yet
- Sustainable Development Goal 6 (SDG 6 or Global Goal 6) Is About - Clean Water and Sanitation For AllDocument3 pagesSustainable Development Goal 6 (SDG 6 or Global Goal 6) Is About - Clean Water and Sanitation For AllKanyka GuptaNo ratings yet
- The Learners Demonstrate An Understanding ofDocument3 pagesThe Learners Demonstrate An Understanding ofJeffrey Selpo BondadNo ratings yet