Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- As-Built Commercial BLDG.1Document11 pagesAs-Built Commercial BLDG.1John Rom CabadonggaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Crane Runway Beam Design Using CSA S16-14 CodeDocument3 pagesCrane Runway Beam Design Using CSA S16-14 CodesergiooiNo ratings yet
- Project Work Plan and Budget Matrix TemplateDocument2 pagesProject Work Plan and Budget Matrix TemplateSaturday ArtsNo ratings yet
- Hexweb - Honeycomb Attributes and Properties PDFDocument40 pagesHexweb - Honeycomb Attributes and Properties PDFkolle_sdestefaNo ratings yet
- Broch Samcef Mecano PDFDocument4 pagesBroch Samcef Mecano PDFTrường ĐàoNo ratings yet
- Engine Immobiliser System For 2TR-FE: 106 Toyota Tacoma (Em01D0U)Document4 pagesEngine Immobiliser System For 2TR-FE: 106 Toyota Tacoma (Em01D0U)DanielNo ratings yet
- UE37D5000Document191 pagesUE37D5000Alexandru BogdanNo ratings yet
- Gnosis WhitepaperDocument49 pagesGnosis WhitepaperKentNo ratings yet
- A Social Cognitive Theory For Shoppin BehaviorDocument22 pagesA Social Cognitive Theory For Shoppin Behaviorrdu_kg434755No ratings yet
- LM 8102Document2 pagesLM 8102Rico PratamaNo ratings yet
- Full Resume-Jennifer Huynh 2Document5 pagesFull Resume-Jennifer Huynh 2api-242822352No ratings yet
- Aer Conditionat DUCT Midea MTB 24HWN1 Q 24.000 BTU Fisa TehnicaDocument1 pageAer Conditionat DUCT Midea MTB 24HWN1 Q 24.000 BTU Fisa TehnicakiradavidNo ratings yet
- Atal FDPDocument2 pagesAtal FDPnoble aNo ratings yet
- Cotización Base - Files - 411262.archivo.213415Document5 pagesCotización Base - Files - 411262.archivo.213415Brian Parado LeonNo ratings yet
- McomDocument23 pagesMcomkapilchandan0% (1)
- 2011 Year End Capacity Report PDFDocument62 pages2011 Year End Capacity Report PDFadalcayde2514No ratings yet
- Hi-Kal Stock 18-06-17Document5 pagesHi-Kal Stock 18-06-17Игорь Ширенин100% (1)
- OOP Basics - Java Programming TutorialDocument27 pagesOOP Basics - Java Programming TutorialchitranshpandeyNo ratings yet
- Dear Hiring ManagerDocument1 pageDear Hiring ManagerYazid AmraniNo ratings yet
- Creatign A Custom BadiDocument72 pagesCreatign A Custom BadiSriram Suresh MNo ratings yet
- 3 Transgrid Report PDFDocument191 pages3 Transgrid Report PDF98_kingsukNo ratings yet
- Cluster SamplingDocument3 pagesCluster SamplingCokro BirowoNo ratings yet
- Residential House Wiring Using SwitchesDocument4 pagesResidential House Wiring Using SwitchesMurali VZ0% (1)
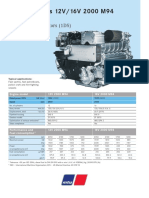
- Mtu 12v&16v2000m94Document2 pagesMtu 12v&16v2000m94ozakyus50% (2)
- Manual Operacion y Maqntto R1600G SEBU7331-01Document196 pagesManual Operacion y Maqntto R1600G SEBU7331-01Ricky Vil100% (1)
- MAN Diesel Turbo RecommendationDocument1 pageMAN Diesel Turbo RecommendationBorislav MoshlevNo ratings yet
- BD Multicolor Fluorochrome SpecsDocument1 pageBD Multicolor Fluorochrome SpecsKatona imreNo ratings yet
- 1200 10 Ceiling & LiningDocument7 pages1200 10 Ceiling & Liningmangeshshinde124No ratings yet
- Materijal Za ReciklazuDocument46 pagesMaterijal Za Reciklazuzadruga1100% (1)