Download as pdf or txt
You might also like
- C125 SB 830825023 ENG 65parameterDocument159 pagesC125 SB 830825023 ENG 65parameterRicardoRuizReynaNo ratings yet
- Teleperm XP y Teleperm XS - ComunicaciónDocument12 pagesTeleperm XP y Teleperm XS - Comunicaciónkerusacba_2011No ratings yet
- Automation of Cement Industries: Anil Kumar Udugu, Dr. Anand KhareDocument5 pagesAutomation of Cement Industries: Anil Kumar Udugu, Dr. Anand KharePhillip007No ratings yet
- IJREATV1I6038Document5 pagesIJREATV1I6038ambresh mirajkarNo ratings yet
- ABB Power Plant AutomationDocument8 pagesABB Power Plant Automationooszachooo100% (1)
- Your Benefit: Optimal UseDocument6 pagesYour Benefit: Optimal UserifqysiagianNo ratings yet
- RTU560 EnglishDocument16 pagesRTU560 EnglishrhomadonaNo ratings yet
- SPPA-T3000 Distributed Control SystemDocument9 pagesSPPA-T3000 Distributed Control SystemMohamed HassanNo ratings yet
- Embedded Image Processing On Raspberry Pi ConnecteDocument10 pagesEmbedded Image Processing On Raspberry Pi ConnecteThong NguyenNo ratings yet
- The Benchmark in Controls - Technical HighlightsDocument16 pagesThe Benchmark in Controls - Technical HighlightsNAYEEM100% (1)
- Advance Optima Analyzer 50 24 01EN FinalDocument12 pagesAdvance Optima Analyzer 50 24 01EN FinalJoeyNo ratings yet
- SPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationDocument16 pagesSPPA-T3000 Control System The Benchmark in Controls: Siemens Power & Process AutomationTiar FatihNo ratings yet
- 4.3 Control Center Upgrading: B. J. GeddesDocument15 pages4.3 Control Center Upgrading: B. J. GeddesAngel RamosNo ratings yet
- Your Benefit: Optimal UseDocument6 pagesYour Benefit: Optimal Usethuy duong leNo ratings yet
- Dipa b10272 00prozessleitsystemsimaticpcs7enus 144Document32 pagesDipa b10272 00prozessleitsystemsimaticpcs7enus 144Ratnesh SinghNo ratings yet
- TM 1703Document78 pagesTM 1703waltdisneyyNo ratings yet
- A Water Pumping Control System With A Programmable Logic Controller (PLC) PDFDocument8 pagesA Water Pumping Control System With A Programmable Logic Controller (PLC) PDFsunnyday32No ratings yet
- Pacsystems Rsti Ep Cpe115 Ds Gfa2153aDocument2 pagesPacsystems Rsti Ep Cpe115 Ds Gfa2153aAnandNo ratings yet
- Process Control WWTP2Document5 pagesProcess Control WWTP2Arima KouseiNo ratings yet
- Oil & Gas Floating Production SolutionsDocument24 pagesOil & Gas Floating Production SolutionsMikel IglesiasNo ratings yet
- 05 PACWorld TUA09 PaperDocument5 pages05 PACWorld TUA09 PaperfischerbastNo ratings yet
- Use Case: Proactively Managing End-To-End 2G/3G/4G RAN HealthDocument2 pagesUse Case: Proactively Managing End-To-End 2G/3G/4G RAN HealthUlysseNo ratings yet
- SICAM TM System Data Sheet - 018125328Document78 pagesSICAM TM System Data Sheet - 018125328jakelingonzalezNo ratings yet
- Janitza Umg96rm PN enDocument16 pagesJanitza Umg96rm PN enSpardha GuptaNo ratings yet
- Control System 3Document36 pagesControl System 3RajeevSangamNo ratings yet
- Managing Change in An Open Process Control EnvironmentDocument10 pagesManaging Change in An Open Process Control EnvironmentJames IzquierdoNo ratings yet
- Gea S1210Document2 pagesGea S1210Noé ChungaNo ratings yet
- Cement FOR CONSTRUCTIONDocument7 pagesCement FOR CONSTRUCTIONIsaiah JohnNo ratings yet
- BHCS18711F EX2100 Factsheet - R1Document2 pagesBHCS18711F EX2100 Factsheet - R1imant197812gmail.comNo ratings yet
- Successfully Designing Integrated Substations: NtroductionDocument12 pagesSuccessfully Designing Integrated Substations: NtroductionHassanNo ratings yet
- New Ways To Increase Productivity With Smart Systems (White Paper)Document12 pagesNew Ways To Increase Productivity With Smart Systems (White Paper)Deddy TandraNo ratings yet
- 800 X ADocument16 pages800 X Abigsteve9088No ratings yet
- Prepared By: DR - Ahmed BaalehDocument14 pagesPrepared By: DR - Ahmed Baalehscribdkhatn100% (1)
- Pacsystems Rx3I Controller: Intelligent PlatformsDocument4 pagesPacsystems Rx3I Controller: Intelligent PlatformsZouhair IguerhzifenNo ratings yet
- All N E W Transistor: Electronic Data Processing SystemDocument6 pagesAll N E W Transistor: Electronic Data Processing SystemCharles Michael ProvinceNo ratings yet
- Beckhoff Process IndustryDocument32 pagesBeckhoff Process IndustryNurdeny PribadiNo ratings yet
- Link PLC To Lims - TmoDocument3 pagesLink PLC To Lims - TmoKan Sang MokNo ratings yet
- Siemens SW Siemens Opcenter Execution Electronics Fs - tcm27-65265Document5 pagesSiemens SW Siemens Opcenter Execution Electronics Fs - tcm27-65265Tin NguyenNo ratings yet
- Omc 2021 042Document11 pagesOmc 2021 042Chris LimNo ratings yet
- Maximize Profitability and Operational Efficiency With Ecostruxure Process ExpertDocument12 pagesMaximize Profitability and Operational Efficiency With Ecostruxure Process ExpertHossam T GalalNo ratings yet
- Centum VP BatchDocument5 pagesCentum VP BatchFachrurroziAsNo ratings yet
- Brochure-Pacsystem High AvailabilityDocument8 pagesBrochure-Pacsystem High Availabilityazhan77No ratings yet
- İngilisDocument5 pagesİngilisnurlan.babanliNo ratings yet
- DAT PowerControl ENDocument4 pagesDAT PowerControl ENPedro Velozo100% (1)
- GE-Challenges and Lessons Learned From The Design and Implementation of An IEC 61850-90-5 Based Synchrophasor System-Georgia Tech Conference (GOOD)Document10 pagesGE-Challenges and Lessons Learned From The Design and Implementation of An IEC 61850-90-5 Based Synchrophasor System-Georgia Tech Conference (GOOD)Gustavo AguayoNo ratings yet
- Remote-Tuning - Case Study of PI Controller For The First-Order-Plus-Dead-Time SystemsDocument23 pagesRemote-Tuning - Case Study of PI Controller For The First-Order-Plus-Dead-Time SystemsAnonymous WkbmWCa8MNo ratings yet
- Profinet and Profibus - Equal or Sequel For Process Automation?Document4 pagesProfinet and Profibus - Equal or Sequel For Process Automation?LuisNo ratings yet
- AuditingDocument8 pagesAuditingIamchyNo ratings yet
- Material Flow in Flexible Production SystemsDocument4 pagesMaterial Flow in Flexible Production SystemsRoiniță LilianaNo ratings yet
- Abb PDFDocument6 pagesAbb PDFashammoudaNo ratings yet
- Siemens Teleperm Manuals and GuidesDocument17 pagesSiemens Teleperm Manuals and GuidesMuhammad Syaifulhaq100% (1)
- Control de Bombas PLC - MainDocument8 pagesControl de Bombas PLC - MainGabo DuarNo ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Rtu560 Datasheet Deabb125506Document16 pagesRtu560 Datasheet Deabb125506alejogomez200No ratings yet
- Pro Control 800Document16 pagesPro Control 800Poep PieNo ratings yet
- Nexus User-Oriented Integrated Solutions-En Brochure 180308 V4Document32 pagesNexus User-Oriented Integrated Solutions-En Brochure 180308 V4Andrian ArifinNo ratings yet
- 2vaa000792a en p13 1.0 Distributed Control System Sales BrochureDocument8 pages2vaa000792a en p13 1.0 Distributed Control System Sales BrochureSreekanthMylavarapuNo ratings yet
- 10.Data-Driven Design of Fog Computing AidedDocument5 pages10.Data-Driven Design of Fog Computing AidedVenky Naidu BalineniNo ratings yet
- Building Automation: Communication systems with EIB/KNX, LON and BACnetFrom EverandBuilding Automation: Communication systems with EIB/KNX, LON and BACnetNo ratings yet
- Embedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingFrom EverandEmbedded Deep Learning: Algorithms, Architectures and Circuits for Always-on Neural Network ProcessingNo ratings yet
- Main Items BOQ: 1. Control Panel & Panel AccessoriesDocument1 pageMain Items BOQ: 1. Control Panel & Panel AccessoriesTarek KhafagaNo ratings yet
- 6AV21240MC010AX0 Datasheet enDocument10 pages6AV21240MC010AX0 Datasheet enMittal bhaiNo ratings yet
- Spare Items BOM - Per SSDocument1 pageSpare Items BOM - Per SSTarek KhafagaNo ratings yet
- Main Items BOQ Per SS: 4. Ethernet Switch 1. Control Panel & Panel Accessories 2. RTU System 5. Maintenance ToolsDocument1 pageMain Items BOQ Per SS: 4. Ethernet Switch 1. Control Panel & Panel Accessories 2. RTU System 5. Maintenance ToolsTarek KhafagaNo ratings yet
- Water PlantDocument1 pageWater PlantTarek KhafagaNo ratings yet
- Panels & Accessories: (Document Subtitle)Document1 pagePanels & Accessories: (Document Subtitle)Tarek KhafagaNo ratings yet
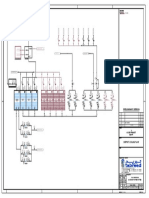
- Tab Ept Acud DCP P&id-03 r00Document1 pageTab Ept Acud DCP P&id-03 r00Tarek KhafagaNo ratings yet
- Floor Standing, 2000x1200x500: MCD20125R5Document2 pagesFloor Standing, 2000x1200x500: MCD20125R5Tarek KhafagaNo ratings yet
- Inst 9 - Electrical & Control Equipment Demshly-2Document1 pageInst 9 - Electrical & Control Equipment Demshly-2Tarek KhafagaNo ratings yet
- Industrial Relays of Small Dimensions: Contact DataDocument10 pagesIndustrial Relays of Small Dimensions: Contact DataTarek KhafagaNo ratings yet
- 4.5.1 RSB1A160RD InterfaceRelayDocument1 page4.5.1 RSB1A160RD InterfaceRelayTarek KhafagaNo ratings yet
- DC Voltmeter: DCV-10 / 10A / 10C / 10S / 10CS / 11 / 11A / 11C / 11S / 11CS User Manual and Menu MapDocument28 pagesDC Voltmeter: DCV-10 / 10A / 10C / 10S / 10CS / 11 / 11A / 11C / 11S / 11CS User Manual and Menu MapTarek KhafagaNo ratings yet
- Filter Fan Air Flow 110 m3/hDocument1 pageFilter Fan Air Flow 110 m3/hTarek KhafagaNo ratings yet
- WWW - Schneider-Electric - Us: Specifications Contact Characteristics Insulation CharacteristicsDocument2 pagesWWW - Schneider-Electric - Us: Specifications Contact Characteristics Insulation CharacteristicsTarek KhafagaNo ratings yet
- Alkancit 2Document3 pagesAlkancit 2Tarek KhafagaNo ratings yet
- EN EN Power Supplies PDFDocument72 pagesEN EN Power Supplies PDFTarek KhafagaNo ratings yet
- Travel Risk Map 2018Document2 pagesTravel Risk Map 2018Tarek KhafagaNo ratings yet
- z2gb Dag-MDocument4 pagesz2gb Dag-MTarek KhafagaNo ratings yet
- HL04 Non-Incendive Barrier Terminal BlockDocument2 pagesHL04 Non-Incendive Barrier Terminal Blocklin2m3No ratings yet
- Light 3 QPDocument10 pagesLight 3 QPMuhammad KalimNo ratings yet
- Engineering Encyclopedia: Local Area Network (LAN) TechnologiesDocument59 pagesEngineering Encyclopedia: Local Area Network (LAN) TechnologiesLogeswaran AppaduraiNo ratings yet
- Silence RemovalDocument3 pagesSilence RemovalJulsNo ratings yet
- HI-8444, HI-8445, HI-8448: Quad / Octal ARINC 429 Line ReceiversDocument10 pagesHI-8444, HI-8445, HI-8448: Quad / Octal ARINC 429 Line ReceiversVarshaNo ratings yet
- IAC 77 Type RelayDocument36 pagesIAC 77 Type RelayJoe JohnsonNo ratings yet
- ScadaDocument420 pagesScadaVictor Farias GuerreroNo ratings yet
- EN Genetec HID Global VertX EVO V2000 Specifications SheetDocument2 pagesEN Genetec HID Global VertX EVO V2000 Specifications Sheetmihai_damian_2No ratings yet
- Dual Channel Sepp Power Amplifier: Ics For Audio Common UseDocument8 pagesDual Channel Sepp Power Amplifier: Ics For Audio Common UseserviallendeNo ratings yet
- CM5112 en SKF Aptitude Analyst Plot Icons Hot Keys ChartDocument2 pagesCM5112 en SKF Aptitude Analyst Plot Icons Hot Keys ChartRED DRAGO100% (1)
- Paper Enhanced FracN PLL PN ModellingDocument17 pagesPaper Enhanced FracN PLL PN ModellingSalali 15No ratings yet
- Current and Voltage: Q I DQ I DT QT ItDocument20 pagesCurrent and Voltage: Q I DQ I DT QT ItPraneetha InumarthiNo ratings yet
- Crown Micro Tech 600 1200 2400 Operation ManualDocument28 pagesCrown Micro Tech 600 1200 2400 Operation ManualŞahin AşkarNo ratings yet
- Aplab - DC PSDocument2 pagesAplab - DC PSsghoshNo ratings yet
- CPMT 1311 Introduction To Computer MaintenanceDocument3 pagesCPMT 1311 Introduction To Computer MaintenanceashenafiNo ratings yet
- Signal Analysis of Photovoltaic Systems For Multilevel CybersecurDocument26 pagesSignal Analysis of Photovoltaic Systems For Multilevel Cybersecurejay.d04No ratings yet
- VLSI ExpertDocument15 pagesVLSI Expertprabhakar reddyNo ratings yet
- Operation and Supply ChainDocument34 pagesOperation and Supply ChainAqib LatifNo ratings yet
- Source Degeneration TheoryDocument9 pagesSource Degeneration TheoryAbhishek KumarNo ratings yet
- TPE 40-230/2-S 3 380-480 DN 40 9 15 1960 On RequestDocument13 pagesTPE 40-230/2-S 3 380-480 DN 40 9 15 1960 On RequestbassouadNo ratings yet
- ELE754 Course OutlineDocument4 pagesELE754 Course Outlineknighthood4allNo ratings yet
- Project DroneDocument10 pagesProject DroneJulius Ronaldo Betanov0% (1)
- Lo-4 - em (PMMC)Document4 pagesLo-4 - em (PMMC)D I Y ANo ratings yet
- X3N-H0404 SpecificationDocument13 pagesX3N-H0404 SpecificationMiguel Esteban VillalobosNo ratings yet
- EN ManualDocument32 pagesEN Manualantonio vukeNo ratings yet
- Terminale Di Pesatura D440IS (Est.02/14) Istruzioni Di SicurezzaDocument18 pagesTerminale Di Pesatura D440IS (Est.02/14) Istruzioni Di SicurezzaaswinraveendranNo ratings yet
- Rish Delta EnergyDocument8 pagesRish Delta EnergyDevin Carlos100% (1)
- BDW42 NPN, BDW46, Bdw47 PNP Darlington Complementary Silicon Power TransistorsDocument7 pagesBDW42 NPN, BDW46, Bdw47 PNP Darlington Complementary Silicon Power TransistorsNilton sergio gomes linsNo ratings yet
- Almag WP-20221304Document4 pagesAlmag WP-20221304RUBEN ESTEBAN RODRIGUEZ BARRERANo ratings yet