Research Article
A Study of Abrasive Jet Machining
Gulshan Kumar1, Monu Kumar2, Kulwinder Singh3, Ravi pal Rana4, Suraj Tiwari5
Abstract
Abrasive jet machining falls under a category of mechanical process or it is an unconventional and non-
traditional manufacturing process. In this machining fine abrasive grades or particles in a jet of inert gas
hit the work piece at very high velocity (usually in the order of 200-400 m/sec). This high velocity of jet of
abrasives causing the material removals from the workpiece in the form of chips. This are very effectively
removes hard or brittle materials. This is use for cutting, cleaning, polishing, au etching. This effectively
work on glass, silicon, tungsten and ceramic because these all under categories of hard and brittle material.
This machining is not suitable for soft materials like aluminum, rubber etc. Because abrasive particles
get plunged into the material, which provide additional operation like cleaning. In abrasive jet machining
varies process parameter such as abrasive, gas, nozzle and velocity of fluid are usual. This paper give u
perfect knowledge about the abrasive jet machining. In this machining varies abrasive are aluminium
oxides and silicon carbide. This is under a category of conventional abrasive. In some new machine cubic
boron and diamonds used
Keywords: Abrasive jet machining, friability, material removal rate, abrasive standoff distance
Introduction
In abrasive jet machining, final shape of the product or workpiece is for make into desired shape by high velocity
definition are suggested by various author about the abrasive jet machining. The abrasive particles coming from the
nozzle strike the surface of the workpiece with vary high velocity usually 200-400m/sec. The distance of abrasive particles
is 0.025mm and air is discharges at several atmospheres pressure [1]. The abrasives are of shape sharp edges. When
the sharp shape of abrasive strikes the workpiece, it removes the material in the form of small chip or discontinuous
chip. Because hard material always produces a discontinuous chip when it is under cutting operation. The sharp edge
of the abrasive after cutting operation converts in spherical shape and do not use again because its cutting capacity
reduces. The various process parameter that are used in abrasive jet machining which are discussed in this paper.
The various definition of abrasive jet machining given by various author. Abrasive are widely used on various machine
process, and it effectively produce holes of intricate shape and provide close tolerances that are regularly for producing
the engineering components [2]. Abrasives jet machining is a non-traditional manufacturing process that is include the
cleaning of surface, sand blasting and cutting etc. [3]. AJM also known as pencil blasting, abrasive micro blasting [4].
Abrasive jet machining is an efficient non-traditional process for machining brittle and hard material and heat sensitive
materials, in which material is removal from the work surfaces by mechanical erosion. Mechanical erosion caused by
imparting of high velocity abrasive particles mixed with compressed air [5].
Mechanism
various author suggest mechanisms used in abrasive machining. Finnie [6] suggest that mechanism of material removal
for ductile material is by plastic deformation and fracture. Mechanism of MRR is mainly depend upon the flow rate and
size of abrasive particles [7]. Standoff distance effect the MRR and penetration rates.
1, 2, 3, 4, 5
Students, Mechanical Engineering, GNA University, Phagwara, Punjab, India.
Correspondence: Gulshan Kumar, Mechanical Engineering, GNA University, Phagwara, Punjab, India.
E-mail Id: gulshankumar2695@gmail.com
Orcid Id: http://orcid.org/0000-0003-3040-237X
How to cite this article: Kumar G, Kumar M, Singh K et al. A Study of Abrasive Jet Machining. J Adv Res Appl Mech Compu Fluid
Dyna. 2017; 4(3): 9-14.
E ISSN: 2349-7661 l P ISSN: 2394-7055
© ADR Journals 2017. All Rights Reserved.
Kumar G et al. J. Adv. Res. Appl. Mech. Compu. Fluid Dyna. 2017; 4(3)
Figure 1.Abrasive Jet Machining
C. N. Insulli [8] material is removed from the surface of shape of the abrasive flow rate and pressure and velocity of
workpiece by the impingement of the abrasive particles carrier gas. The abrasive particles are irregular in shape and
of very fine in shape. These abrasive particles move with consist of short edges which perform the cutting operation.
a very high velocity through the nozzle along with the
high stream of gas. When the abrasive particles having Effect of various parameter on material removal rate
sharp edges strike the brittle and hard material with a high
velocity, it makes dents into the material and again strike Before discussing the process parameter first we understand
the workpiece it the material from the workpiece. The wear what are process parameter. Process parameter are that
out particles is carried away from the workpiece by the air parameter which are control by manually during the
or gas. The MRR of abrasive jet machining [9] Rahul Jain. machining operation. Such as the abrasive flow rate, velocity
of fluid, gas, geometry of nozzle.
MRR = K N δ^3
K = constant • Abrasives- commonly used abrasives in manufacturing
N = no. of abrasive particles imparting per unit time are as follows.
d = diameter of abrasive particles • Conventional abrasive- in conventional abrasives
v = velocity of abrasive aluminium oxide and silicon carbide is used.
H = hardness of work material. • Super abrasives- In which cubic baron carbide and
diamond is used.
In AJM, gas (nitrogen or carbon di oxide or air) is supplied
under a very high pressure. After it passed through the In conventional machining process cutting tool material
filter and regulator, it passed to a mixing chamber. Mixing is harder than the workpiece. After a number of use it is
chamber containing the abrasive particles which are re shape on grinding wheel in case of lathe machine. But
vibrating at a very high frequency by the vibration source. in non-conventional machining abrasive are used which
After moving through the mixing chamber, the gas along is harder than cutting tool material used in conventional
with the abrasive particles passes on to a nozzle. Nozzle is manufacturing process. Super abrasives are harder than
made of tungsten carbide and diameter of about 0.45mm. the conventional abrasives, but its cost is high. In spite
The nozzle tip distance is used in abrasive jet machining is of hardness of abrasive, another important property of
0.81mm. the various further which influence the material abrasives is its friability. Friability is the ability of abrasive
rate, geometry of cut, surface roughness and nozzle wear growing to fracture (breakdown) into smaller pieces. This
rate are standoff distance, composition, strength, size and property gives the abrasive self-sharping fractures [9].
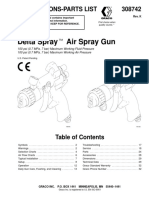
Figure 2.Mixing ratio and Abrasive mass flow rate dependence of mrr
E ISSN: 2349-7661 l P ISSN: 2394-7055 10
J. Adv. Res. Appl. Mech. Compu. Fluid Dyna. 2017; 4(3) Kumar G et al.
Abrasive are found in nature are made by synthetically now rate of the gas, when the fraction of mass of abrasives in
a day. Abrasive found in nature are as follow. the flowing gas increases, the material removal rate of
firstly increases, but further mass of abrasives in the jet
Energy increases, it reaches a maximum and then falls.
Corundum (alumina)
Quartz Mixing ratio = volume of flow rate abrasives / volume flow
Diamond rate of gas
Sand stone.
When we increase mass flow rate of abrasives particles
Diamond is common abrasives that produced by the beyond a particles limit. It will result in a decreases the
industry as well as obtained from the nature. Corundum available energy for cutting action and automatically the
which is obtained from the nature, but now a day this are material removal rate [10]
manufactured from bauxite artificial abrasives.
Gas
• Silicon carbide (sic)
• Aluminium oxide MRR directly influences by the air or gas pressure. Material
• Artificial diamond. removal rate is directly proportional to the air or gas
pressure. [11] composition of gas also effects the MRR.
These are the abrasives also use in grinding wheel. No High pressure of gas or high velocity of gas obviously causes
mind diameter of abrasive is normally used is 10-15 µm a low material removal rate.
in abrasive jet machining. Abrasives particles are not used
again and again because of the following reasons. Nozzle
• Cutting capacity decreases after the one application. The nozzle is the most important element in the AJM.
Sharp edges of the abrasive are eliminated. Abrasives grains strikes the workpiece after it is passed
• Surface roughness is poor when we use abrasives again through nozzle. Nozzle is always in contact with the
and again. abrasives grains. Nozzle increases the velocity of abrasives
particles.
Abrasives flow rate influences by the pressure and flow
Figure 3.Model depicting AJM
Normally wc or sapphire is used. At the end of the nozzle, Standoff & Nozzle tip distance
small hole called orifice is kept cross sectional area of the
orifice is either rectangular or circular. The life of the nozzle These are distance between the nozzle tip and the
is not very long, after a number of uses it is replaced with workpiece. Both are the something. It largely effect on
a new one. Life of the nozzle in abrasive jet machining is the material removal rate in AJM. MRR increases up to
difficult to achieve, but various investigator suggest the certain limit with increases of nozzle tip distance. After
nozzle life. A wc nozzle lasts between 12 hour to 13 hour, that limit, constant MRR is obtained, but further decreases.
whereas a sapphire nozzle lasts for 300 hour approximately.
11 E ISSN: 2349-7661 l P ISSN: 2394-7055
Kumar G et al. J. Adv. Res. Appl. Mech. Compu. Fluid Dyna. 2017; 4(3)
Nozzle tip distance not only effect the material removal optimum performance NTD of 0.25 to 0.75 is provided [11].
rate, it also effect the shape and size (diameter) of cut. For
Figure 4.Effect of Nozel Tip distance
Velocity of fluid (carrier gas) the concept of abrasive jet cutting as a practical alternative
for traditional machine shapes [13]. End seal of Dr Johan
The velocity of the carrier gas also effects on the MRR. to develop a system which eliminate the noise, dust and
With the abrasive particles density, velocity of carrier gas expertise demanded by abrasive jet at that time. In the last
changes. When the abrasive particles density is gradually two decades, heavily deal of research and development in
increased, the exit velocity will go on decreasing. It is due AJM is contributed or provides.
to the fact that fluid kinetic energy is used or utilized for
conveying the abrasive particles. Literature Review
Advantages of AJM In this section, various author gives the result of abrasive jet
machining. Experiment related to MRR by various research
• AJM can cut holes of intricate shapes in hard material has been conducts. Various author gives the influencing
• There is no contact between the tool and the workpiece factor that effects the MRR. R. Bal Subramanian at [14] said
• Surface finish obtained by AJM is very high than that increases the size of particles, the material removal
conventional machining operation rate in near to the centre line of jet drastically increases,
• Power consumption is low but near the periphery material removal rate very less. As
• Capital cost is low the nozzle tip distance increases, material removal rate also
increases when we increase jet velocity near the centre
Limitations of AJM line, MRR near to the centre line of jet increases. But the
MRR nearer to the periphery of the jet decreases. When
• MRR is low
we increase jet velocity, the radius of edge and entry side
• It cannot be best suited for machining soft material
diameter increase. It is also increase the MRR.
• Wear rate of nozzle is high
• Process cause the pollute environment, so that dust Jukti Prasad panday [15] taken the experiment (practical)
collecting system is required on glass work piece using aluminium oxide as an abrasive
powder. To study MRR and over cut, experiment was
Application
done by considering nozzle tip distance and procedure as
• Electronic devices [12] bulter,1980 Wikipedia machining or process parameter. From the experiment,
• Deburring of plastics i.e. gives that both pressure and nozzle tip distance are
• Making on electronic products important for MRR and only pressure as a significant
• Making of nylon and Teflon parts role in over cut. He said that individual optimal setting
• Cutting of thin and fragile component of parameters is taken out to decreases the over cut and
increases the MRR.
Background
Mr. Barker Chandra [16] studied the material removal
This machining technology was first started by Franz to cut rate varied according to the variation in has pressure and
laminated paper tubes in 1968 and as a commercial system hole diameter accordingly to change in standoff distance.
was first introduced I 1983. Abrasive jet was born in 1980 by He gives the various practical on wok piece material glass
the garnet abrasive was abbey to the water stream. In the alumina as a abrasive powder.
easily 1990, Dr. Johan Olsen began to explore and explain
E ISSN: 2349-7661 l P ISSN: 2394-7055 12
J. Adv. Res. Appl. Mech. Compu. Fluid Dyna. 2017; 4(3) Kumar G et al.
Rahul Jain [18] various results have been conducted. Typical decreases various graph as already discussed on this
MRR is 16 cubic mm per minute for cutting glass and concept.
minimum width of cut can be 0.1mm. accuracy of 0.1mm • MRR is directly proportion to the gas pressure. If we
and surface roughness of 0.2µm to 1.5µm size particles increase the gas pressure, MRR also increase and
can be attained. decrease when gas pressure decrease.
• If we increase the standoff distance various shape of
Dr.A.k. Paul et al [19]. Taken the experiment on the influence the cut or geometry of cut is achieved. The NTD not
of pressure of the carrier gas on the MRR in AJM.Experiment effect only the material removal rate, but also the
are developed in porcelain and silicon carbide as a abrasive shape and size of cavity produced.
particles. Experiment are conducted at various pressure. • Velocity of fluid (carrier gas) also of feed the MRR in
It was observed that with increase the grain size, material abrasive jet machine.
removal rate increase and also increase with the nozzle
diameter. MRR also increase with increase of SOD at a In the end, we can say that AJM is very helpful to procedure
particular pressure. desire surface finish, close tolerance than the conventional
manufacturing process. It consumes less time, MRR is
A el- domiaty [20] et al conducted the experiment on high than traditional machining. AJM is very helpful to
drilling of glass with varying thickness by the use of AJM. increase the production rate of industry and reduces the
With the help of this practical he determines machinability difficulty in machining process which are obtained during
under different process parameters. He could do that the conventional machining process.
when we increase the diameter of nozzle, abrasive flow
rate corresponding increase which leads to more material References
removal rate. They developedan experiment and theoretical
analysisto calculate the MRR. 1. Rahul Jain, author of book unconventional
manufacturing process (2011-1-1).
ShripadChopard et al [21]. Said that any material can 2. Dr. Mark J. Jackson and Dr. J. PaulsDavin, editors of
be cut or machined by AJM.ie harder material like steel, machining with abrasives (2011).
titanium laminates flammable materials cut thin stuff or 3. Yasser M. Ali and Jun wangle, author of impact abrasive
thick stuff brittle or fragile material like glass, ceramic, machining (June,2010).
quartz and stone etc. 4. Wikipedia.com.
5. AnuTomy and S Hire math (Dec., 2016).
Zhang et al [22] developed a new method called micro 6. I Finnie, erosion of surface by solid ductile material
abrasive intermittent jet abrasive (MAIJM)in which first (1960).
compressed air is mixed with abrasive is strike on workpiece 7. Rahul Jain, authors of book unconventional
in first cycle and air alone is discharged to remove abrasive manufacturing process (2011-1-1).
particles in hole in second half cycle. 8. C. N. Insulli, abrasive jet machining (1967).
9. Rahul Jain. Author of book unconventional
Ray and Paul [23] gives report that use of sic abrasive manufacturing process (2011-1-1).
particles with grain size 80 micron to 120 microns is very 10. Manjeet Kumar panday(march,2016) effect of abrasive
effective results for machining hard and brittle material flow rate and mixing ratio on MRR.
like porcelain. 11. Mechteacher.com.
Conclusion 12. Butler,1980, Dom brow ski, 1983.
13. TejasPawer, SwapnilWagh, Rohitshinde (deptt. of
According to various books and research paper, lot of mechanical engineering) international journal of
work on the abrasive jet machining has already home.A engineering research and general science volume 3,
new technology come into existence in world. Various issuse3, May-June 2015. ISSN20912730
parameter like abrasive (flow rate, size and shape), nozzle 14. R. Balasubramaniam, Krishan, N. Rama Krishan, a
(standoff distance) velocity of carrier gas, in abrasive jet empirical study on the generation of edge machining in
machining which are distance in this articles. Abrasive AJM external deburring. J. Mater process, technical.99
jet machining involves a number of complex mechanism. (2000) 49.
In short (conclusion) has been explained on the AJM. 15. Jukti Prasad Panday, optimization and effect of
Parameter used in AJM are abrasive flow rate, size and controlling parameter on AJM. International journal
shape of abrasive. The gas pressure, the nozzle, nozzle tip of engineering research and application ISSN: 2248-
distance, velocity of carrier gas. 9622, vol.4, issue(version1), march,2014.
16. ]Mr. Bhaskar Chandra, a study of effect of process
• When we increase the abrasive flow rate, material parameter of AJM. international journal of engineering
removal rate increase, but after a certain valve it and technology. Vol3, app.504-513, jan.2011.
13 E ISSN: 2349-7661 l P ISSN: 2394-7055
Kumar G et al. J. Adv. Res. Appl. Mech. Compu. Fluid Dyna. 2017; 4(3)
17. A Ghobiety. Effect of particles size distribution vol.3, pp.57-63, Aug.2009.
on surface profile journal of material processing 21. Shripadchopade, Sagerkauthalkar, Dr. pushpendra
technology 209 PP.6067-6077, 2009. Kumar Sharma. International journal of modern
18. Rahul Jain, author of book unconventional engineering research, vol.3, issue 3. May-june.2013.
manufacturing process (2011-1-1). 22. L. Zhang, T. Kuriyagawa, Y. Yasutomi and J. Zhao,
19. [19] Dr. A. k. Paul &R. K. Roy “some studies on Abrasive “Investigation into micro abrasive intermittent jet
jet machining the Journal of theInstitution of Engineers machining,” International Journal of Machine Tools &
(India) Vol 68 part PE 2 November 1987 Manufacture, Vol. 45, pp.873–879, 2005204.
20. A. El-Domiaty, H. M. Abd El-Hafez and M.A. Shaker. 23. P K, Paul A. K. (1987), ―Some Studies on Abrasive Jet
„„Drilling of Glass Sheets by Abrasive Jet Machining. ‟‟ Machining‖, Journal of the Institutions of
World Academy science, Engineering and Technology, 24. Engineers, (India), Vol. 68, PP.27-30204.
E ISSN: 2349-7661 l P ISSN: 2394-7055 14
You might also like
- Studies of MHD PropulsionDocument127 pagesStudies of MHD PropulsionAnghel Andrei Cristian100% (1)
- HES5340 Fluid Mechanics 2, Lab 2 - COMPRESSIBLE FLOW (Converging-Diverging Duct Test) (Semester 2, 2012) by Stephen, P. Y. BongDocument26 pagesHES5340 Fluid Mechanics 2, Lab 2 - COMPRESSIBLE FLOW (Converging-Diverging Duct Test) (Semester 2, 2012) by Stephen, P. Y. BongStephenPYBong63% (8)
- Abrasive Jet MachiningDocument30 pagesAbrasive Jet MachiningMr PotatoNo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Abrasive Jet MachiningDocument9 pagesAbrasive Jet MachiningArko MazumderNo ratings yet
- Abrasive Jet Machining: Dr. Harlal S. Mali, MNIT JaipurDocument12 pagesAbrasive Jet Machining: Dr. Harlal S. Mali, MNIT JaipurAbinash GuptaNo ratings yet
- Abrasive Jet MachiningDocument29 pagesAbrasive Jet MachiningSRIKANTH PATELNo ratings yet
- Unit 11Document28 pagesUnit 11Akash KumarNo ratings yet
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanNo ratings yet
- Abrasive Jet Machining (Ajm) : Pressure Energy of The Carrier Gas or Air To Its Kinetic EnergyDocument20 pagesAbrasive Jet Machining (Ajm) : Pressure Energy of The Carrier Gas or Air To Its Kinetic EnergyMr Yasin Mech StaffNo ratings yet
- Introduction To Non-Traditional - 57 - FDocument57 pagesIntroduction To Non-Traditional - 57 - FramadanNo ratings yet
- AJMDocument20 pagesAJMAkshay MuleNo ratings yet
- UCMP II UnitDocument59 pagesUCMP II Unit18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- 02-Non-Traditional-Machining - 2Document10 pages02-Non-Traditional-Machining - 2Mas ArifinNo ratings yet
- Ajm - 1st Lecture Chapter2Document16 pagesAjm - 1st Lecture Chapter2KAMALJEET SINGHNo ratings yet
- Abrasive Jet MachiningDocument23 pagesAbrasive Jet MachiningLeo Jose100% (1)
- Abrasive Jet MachiningDocument13 pagesAbrasive Jet MachiningParshva KhatadiaNo ratings yet
- Abrasive 1Document16 pagesAbrasive 1Kunal KumarNo ratings yet
- Design and Fabrications of Abrasive Jet Machine: Presented byDocument31 pagesDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiNo ratings yet
- Me2026 - Unconventional Machining ProcessesDocument77 pagesMe2026 - Unconventional Machining ProcessesRashida BegumNo ratings yet
- Abrasive Jet MachiningDocument5 pagesAbrasive Jet Machiningsudhanshu kumarNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Abrasive Jet MachiningDocument10 pagesAbrasive Jet MachiningFadlanbunglonNo ratings yet
- Abrasive Jet Machining (AJM) : Dr. Venkaiah NDocument24 pagesAbrasive Jet Machining (AJM) : Dr. Venkaiah NAkshay ManiyarNo ratings yet
- PC Me 701Document32 pagesPC Me 701Prabhat RoutNo ratings yet
- AjmDocument22 pagesAjmsuneel kumar rathoreNo ratings yet
- Water Jet MachiningDocument21 pagesWater Jet MachiningDarsh MenonNo ratings yet
- Unit 1 - AMTDocument38 pagesUnit 1 - AMTLavishNo ratings yet
- 1 - AJM Process PDFDocument11 pages1 - AJM Process PDFRaj VeerNo ratings yet
- Abrasive Jet MachiningDocument37 pagesAbrasive Jet MachiningPola Vamsi RahulNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMKurniawan ChaniagoNo ratings yet
- Non Traditional MachiningDocument57 pagesNon Traditional MachiningHARSH MALVIYANo ratings yet
- NMCOE4054ijarseDocument5 pagesNMCOE4054ijarseUsman AhmadNo ratings yet
- Abrasive Jet Machining (AJM) : Material RemovalDocument23 pagesAbrasive Jet Machining (AJM) : Material RemovalHemanth Rama Krishna YernagulaNo ratings yet
- Abrasive Jet Machining (AJM)Document31 pagesAbrasive Jet Machining (AJM)Abhishek KumarNo ratings yet
- Micro Machining Processes: Welcome To The Course ONDocument65 pagesMicro Machining Processes: Welcome To The Course ONAshit RajNo ratings yet
- Abrasive Jet and Water Jet Machining Mp2Document50 pagesAbrasive Jet and Water Jet Machining Mp2Drew LadlowNo ratings yet
- Persentasi B.inggris 2Document17 pagesPersentasi B.inggris 2Mustakim AnsoriNo ratings yet
- 8900-Article Text-15778-1-10-20210711Document5 pages8900-Article Text-15778-1-10-20210711Darko MarjanovicNo ratings yet
- A Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodDocument4 pagesA Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodronNo ratings yet
- Assignment No 01 Abrasive Jet MachineDocument3 pagesAssignment No 01 Abrasive Jet MachineChirag BotkondleNo ratings yet
- Abrasive Flow MachiningDocument12 pagesAbrasive Flow MachiningfhjNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- SujitDocument24 pagesSujitNehul PatilNo ratings yet
- Nozzle Design and Material in Abrasive Jet Machining Process - A ReviewDocument9 pagesNozzle Design and Material in Abrasive Jet Machining Process - A ReviewRajiv RanjanNo ratings yet
- Thesis On Abrasive Jet MachiningDocument4 pagesThesis On Abrasive Jet Machiningfjcz1j5g100% (2)
- (PC Me 701)Document43 pages(PC Me 701)Suvodip MaityNo ratings yet
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineDocument8 pagesA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7No ratings yet
- 1 s2.0 S1755581722000165 MainDocument11 pages1 s2.0 S1755581722000165 MainFabio RustowNo ratings yet
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- USM IntroductionDocument28 pagesUSM IntroductionPuqing JiangNo ratings yet
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningTejas SuratiNo ratings yet
- Introduction To Manufacturing Technology - Lecture 5Document36 pagesIntroduction To Manufacturing Technology - Lecture 5venkat4No ratings yet
- Abrasive Jet Machining (AJM) : A Seminar OnDocument14 pagesAbrasive Jet Machining (AJM) : A Seminar OnAkshatshuklaNo ratings yet
- Design and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirDocument4 pagesDesign and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirSujit SinghNo ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- 2022 Study On The Modeling Method and Influencing Paramteres of SanblastingDocument19 pages2022 Study On The Modeling Method and Influencing Paramteres of SanblastingJakub GrzelkaNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Thyrotoxic Periodic Paralysis As A Presentation of Thyrotoxicosis: A Case ReportDocument4 pagesThyrotoxic Periodic Paralysis As A Presentation of Thyrotoxicosis: A Case ReportAdvanced Research PublicationsNo ratings yet
- Turmeric - Its Applications in DentistryDocument4 pagesTurmeric - Its Applications in DentistryAdvanced Research PublicationsNo ratings yet
- Multiple Symmetrical Lipomatosis With Involvement of TongueDocument3 pagesMultiple Symmetrical Lipomatosis With Involvement of TongueAdvanced Research PublicationsNo ratings yet
- Celiac Disease With Balanced TranslocationDocument3 pagesCeliac Disease With Balanced TranslocationAdvanced Research PublicationsNo ratings yet
- Different Faces of HIV in A Single Patient: Case StudyDocument3 pagesDifferent Faces of HIV in A Single Patient: Case StudyAdvanced Research PublicationsNo ratings yet
- Pancytopenia in Cytophagic Histiocytic PanniculitisDocument3 pagesPancytopenia in Cytophagic Histiocytic PanniculitisAdvanced Research PublicationsNo ratings yet
- Complete Remission in Newly Diagnosed Type 1 Diabetes Mellitus PatientDocument3 pagesComplete Remission in Newly Diagnosed Type 1 Diabetes Mellitus PatientAdvanced Research Publications100% (1)
- An Epidemiological Cross - Sectional Comparative Study of Morbidity Profile in An Automobile Manufacturing UnitDocument5 pagesAn Epidemiological Cross - Sectional Comparative Study of Morbidity Profile in An Automobile Manufacturing UnitAdvanced Research PublicationsNo ratings yet
- Bilateral Ptosis in An Adult Following Wasp Sting With Spontaneous RecoveryDocument3 pagesBilateral Ptosis in An Adult Following Wasp Sting With Spontaneous RecoveryAdvanced Research PublicationsNo ratings yet
- Vitamin D Supplementation Improves Bone Mineral Density in Patients With HyperthyroidismDocument7 pagesVitamin D Supplementation Improves Bone Mineral Density in Patients With HyperthyroidismAdvanced Research PublicationsNo ratings yet
- Ultrasonography: A Cost - Effective Modality For Diagnosis of Rib Tuberculosis - A Case ReportDocument3 pagesUltrasonography: A Cost - Effective Modality For Diagnosis of Rib Tuberculosis - A Case ReportAdvanced Research PublicationsNo ratings yet
- Disaster Relief Workers: Health IssuesDocument4 pagesDisaster Relief Workers: Health IssuesAdvanced Research PublicationsNo ratings yet
- A Study On Needle Sticks Injury Among Nursing Staff of A Tertiary Care Hospital of HaryanaDocument5 pagesA Study On Needle Sticks Injury Among Nursing Staff of A Tertiary Care Hospital of HaryanaAdvanced Research PublicationsNo ratings yet
- Personal Hygiene and Self-Reported Handwashing Practices Among Food Handlers of A Medical College in DelhiDocument6 pagesPersonal Hygiene and Self-Reported Handwashing Practices Among Food Handlers of A Medical College in DelhiAdvanced Research PublicationsNo ratings yet
- Health Status Among Biscuit Factory Workers in Greater Noida, Uttar Pradesh: A Cross Sectional StudyDocument5 pagesHealth Status Among Biscuit Factory Workers in Greater Noida, Uttar Pradesh: A Cross Sectional StudyAdvanced Research PublicationsNo ratings yet
- Convergent Divergent Nozzle: April 2019Document15 pagesConvergent Divergent Nozzle: April 2019شركة الطليعةNo ratings yet
- Process Safety and Environmental Protection: Xiyan Guo, Wei Tan, Liyan Liu, Cenfan Liu, Guorui ZhuDocument8 pagesProcess Safety and Environmental Protection: Xiyan Guo, Wei Tan, Liyan Liu, Cenfan Liu, Guorui ZhuSandro MüllerNo ratings yet
- Tyco Acoustic NozzleDocument2 pagesTyco Acoustic NozzleBryan VertuodasoNo ratings yet
- Nozzles Notes PDFDocument83 pagesNozzles Notes PDFAbubakkar Siddiq83% (6)
- A Novel Spray System Inspired by The Bombardier BeDocument10 pagesA Novel Spray System Inspired by The Bombardier BeGiulli HelenNo ratings yet
- 6.utilisation of Submerged Scraper Conveyors For The Removal of Boiler Bottom AshDocument16 pages6.utilisation of Submerged Scraper Conveyors For The Removal of Boiler Bottom AshmsdoharNo ratings yet
- Utilizing Shotcrete and Gunite For Infrastructure RehabilitationDocument30 pagesUtilizing Shotcrete and Gunite For Infrastructure RehabilitationMurali CkNo ratings yet
- Drum Pumps en p13Document1 pageDrum Pumps en p13michael.panganibanNo ratings yet
- Lab Sheet Jet ImpactDocument8 pagesLab Sheet Jet ImpactAhmad IhyasolihinNo ratings yet
- Delta Spray Air Spray Gun: 308742 Instructions-Parts ListDocument34 pagesDelta Spray Air Spray Gun: 308742 Instructions-Parts ListbbNo ratings yet
- Rocket System: Combustion Instability Modeling at NASADocument40 pagesRocket System: Combustion Instability Modeling at NASAlucignolo71No ratings yet
- JHGFJHDocument3 pagesJHGFJHmartinNo ratings yet
- Enmienda A MSC.1-Circ.1432 (En Vigor A Día 10-05-2017)Document7 pagesEnmienda A MSC.1-Circ.1432 (En Vigor A Día 10-05-2017)AbianNo ratings yet
- Gunclean Toftejorg I65 DDocument55 pagesGunclean Toftejorg I65 Dpetrakou aglaiaNo ratings yet
- Injector Specification: Assembly No: 36011Document1 pageInjector Specification: Assembly No: 36011johnny sabinNo ratings yet
- The Effect of Venturi Design On Jet Pump PerformanceDocument6 pagesThe Effect of Venturi Design On Jet Pump PerformanceJournal 4 ResearchNo ratings yet
- Design and Analysis On Ajm NozzleDocument34 pagesDesign and Analysis On Ajm NozzleRahul KolukuluriNo ratings yet
- Quiz Mesin Non KonvensionlDocument10 pagesQuiz Mesin Non KonvensionlNepal Sipudan SitanggangNo ratings yet
- Gas Turbine Control PhilosophyDocument55 pagesGas Turbine Control Philosophymoosuhaib100% (2)
- Petronas Technical Standards: Liquid-Liquid Separator and 3-Phase SeparatorDocument46 pagesPetronas Technical Standards: Liquid-Liquid Separator and 3-Phase SeparatorBenjamin LeeNo ratings yet
- Possible Solutions To Clogged NozzleDocument1 pagePossible Solutions To Clogged NozzleAsphystraszaNo ratings yet
- E - FM-200 Flow CalcDocument33 pagesE - FM-200 Flow CalcfereszaNo ratings yet
- 3 Facts Every Firefighter Should Know About Nozzle ReactionDocument13 pages3 Facts Every Firefighter Should Know About Nozzle ReactionSuriya DasNo ratings yet
- Me 6604 GDJP Notes Five UnitsDocument146 pagesMe 6604 GDJP Notes Five UnitsAnonymous MfH5TN2anNo ratings yet
- Fanno PDFDocument38 pagesFanno PDFddubokaNo ratings yet
- Gas Turbine MaintenanceDocument47 pagesGas Turbine MaintenanceMohammad Ibnul Hossain100% (2)
- Combustion Handbook - Fundamentals For Power, Marine & Industrial Applications - The Coen & HamworthyDocument555 pagesCombustion Handbook - Fundamentals For Power, Marine & Industrial Applications - The Coen & HamworthyJose Hurtado Ojeda100% (4)
- Fluid Flow MoldDocument41 pagesFluid Flow MoldSimoes JBNo ratings yet