Download as pdf or txt
You might also like
- Bob Marley A Biography - David V. Moskowitz PDFDocument148 pagesBob Marley A Biography - David V. Moskowitz PDFMihaela ZăvoianuNo ratings yet
- Gymnastic Bodies Fundamentals GuideDocument17 pagesGymnastic Bodies Fundamentals GuideGianniNo ratings yet
- Viscosity Bergman Sutton SPE 110194 PA PDocument0 pagesViscosity Bergman Sutton SPE 110194 PA PWayne Monnery100% (1)
- Beggs (SPE 5434) Estimating The Viscosity of Crude Oil SystemsDocument2 pagesBeggs (SPE 5434) Estimating The Viscosity of Crude Oil SystemsOnur Deniz Narin100% (1)
- Ungerer, Philippe - Tavitian, Bernard - Boutin, Anne-Applications of Molecular Simulation in The Oil and Gas Industry - Monte Carlo Methods-Editions Technip (2005) PDFDocument310 pagesUngerer, Philippe - Tavitian, Bernard - Boutin, Anne-Applications of Molecular Simulation in The Oil and Gas Industry - Monte Carlo Methods-Editions Technip (2005) PDFanellbmcNo ratings yet
- Offshore Engineer-February 2015Document84 pagesOffshore Engineer-February 2015ilkerkozturk100% (2)
- Survey Questionnaire - 21st Century SkillsDocument2 pagesSurvey Questionnaire - 21st Century SkillsJhun Lerry Manalo Tayan100% (3)
- The Geology of GhanaDocument44 pagesThe Geology of GhanaEmmanuel Daanoba Sunkari0% (1)
- Faculty of Commerce Bachelor of CommerceDocument28 pagesFaculty of Commerce Bachelor of CommercemawandeNo ratings yet
- SPE 69420 Oil Mixture Viscosity Behavior: Use in Pipeline DesignDocument8 pagesSPE 69420 Oil Mixture Viscosity Behavior: Use in Pipeline DesignGee San TayNo ratings yet
- SPE 78324 Reliable Wax Predictions For Flow Assurance: Infochem Computer Services LTDDocument11 pagesSPE 78324 Reliable Wax Predictions For Flow Assurance: Infochem Computer Services LTDVinh PhamthanhNo ratings yet
- Correlations For Fluid Physical Property Prediction: 968 Journal of Petroleum TechnologyDocument3 pagesCorrelations For Fluid Physical Property Prediction: 968 Journal of Petroleum TechnologyHassaanAhmedNo ratings yet
- New Viscosity Correlations For Dead Crude OilsDocument7 pagesNew Viscosity Correlations For Dead Crude OilsMartín Diego MastandreaNo ratings yet
- A New Viscosity Model For Petroleum Fluids With High Asphaltenes ContentDocument23 pagesA New Viscosity Model For Petroleum Fluids With High Asphaltenes ContentAbraham SilesNo ratings yet
- Compositional Gradients in Petroleum ReservoirsDocument17 pagesCompositional Gradients in Petroleum Reservoirsnwosu_dixonNo ratings yet
- Developing Correlations For The Properties of Petroleum Fuels and Their FractionsDocument13 pagesDeveloping Correlations For The Properties of Petroleum Fuels and Their Fractionsmurdanetap957No ratings yet
- Bubble Point Pressure Correlation: A. LasaterDocument3 pagesBubble Point Pressure Correlation: A. LasaterHomayoun NajafiNo ratings yet
- New Derived Correlations For Libyan Crude OilDocument13 pagesNew Derived Correlations For Libyan Crude OilMustafa SharradNo ratings yet
- Al Besharah1989Document9 pagesAl Besharah1989Sugat SrivastavaNo ratings yet
- Applications of The Coefficient of Isothermal Compressibility To Various Reservoir Situations With New Correlations For Each SituationDocument7 pagesApplications of The Coefficient of Isothermal Compressibility To Various Reservoir Situations With New Correlations For Each SituationVinod KumarNo ratings yet
- Wax Definition and Thermodynamic ModellingDocument27 pagesWax Definition and Thermodynamic ModellingGoku200No ratings yet
- ViscosityDocument2 pagesViscosityworkover5No ratings yet
- Jurnal ExergyDocument12 pagesJurnal ExergydodyNo ratings yet
- Loufllgria: An Improved Correlation For Compressed Liquid Densities of Hydrocarbons. Part 2. MixturesDocument15 pagesLoufllgria: An Improved Correlation For Compressed Liquid Densities of Hydrocarbons. Part 2. MixturesPrasad patgaonkarNo ratings yet
- CMEM01016FUDocument13 pagesCMEM01016FUmoracs1975No ratings yet
- Beggs and Robinson 1977 SPE-5434-PADocument2 pagesBeggs and Robinson 1977 SPE-5434-PAAnonymous AeU5z0ei7MNo ratings yet
- Teja 1980 BDocument5 pagesTeja 1980 BGabriel NguyenNo ratings yet
- Viscosity of Crude OilsDocument6 pagesViscosity of Crude OilsMD Redwan IslamNo ratings yet
- Effect of Molecular Structure On Burning Velocity: H,-D,, HD-DDocument12 pagesEffect of Molecular Structure On Burning Velocity: H,-D,, HD-DEduardoNo ratings yet
- Acentric Factor For HCDocument3 pagesAcentric Factor For HCnpskalyanNo ratings yet
- Application of The Van Der Waals Equation of State To Polymers I. CorrelationDocument28 pagesApplication of The Van Der Waals Equation of State To Polymers I. CorrelationFernando HenriqueNo ratings yet
- Calculo de P-V CoeficienteDocument8 pagesCalculo de P-V CoeficienteDANIEL ZORRONo ratings yet
- EVALUATIONPVTPROPERTIESMEDocument13 pagesEVALUATIONPVTPROPERTIESMEP CgNo ratings yet
- Mahmood 1996Document16 pagesMahmood 1996Mahmoud MohamedNo ratings yet
- Shortcut DistillationDocument4 pagesShortcut DistillationNguyễn Tiến DũngNo ratings yet
- Calculation Mixture Viscosities: J. Buddenberg' C. R. WilkeDocument3 pagesCalculation Mixture Viscosities: J. Buddenberg' C. R. WilkejesiNo ratings yet
- 658 1405 1 SMDocument16 pages658 1405 1 SMIdrissa BaNo ratings yet
- Riazi Daubert 1980Document6 pagesRiazi Daubert 1980Jeiel FrançaNo ratings yet
- Kris Nang Kura 2006Document7 pagesKris Nang Kura 2006malek malakiNo ratings yet
- SPE/PS-CIM/CHOA 97907 PS2005-407 Assessment and Development of Heavy-Oil Viscosity CorrelationsDocument9 pagesSPE/PS-CIM/CHOA 97907 PS2005-407 Assessment and Development of Heavy-Oil Viscosity CorrelationsalbcaseNo ratings yet
- The Exergy of Crude Oil Mixtures and Petroleum Fractions: Calculation and ApplicationDocument9 pagesThe Exergy of Crude Oil Mixtures and Petroleum Fractions: Calculation and ApplicationAlvin PhươngNo ratings yet
- Vle Written Report 2Document19 pagesVle Written Report 2api-408316181No ratings yet
- Compositional SimulationDocument61 pagesCompositional SimulationCorey McKeonNo ratings yet
- Determinacion de La Composicion PNADocument5 pagesDeterminacion de La Composicion PNACarlos VazquezNo ratings yet
- Rajagopal Id317 Equifase2009Document6 pagesRajagopal Id317 Equifase2009rajabrasilNo ratings yet
- Viscosity Correlations For Gulf of Mexico OilDocument10 pagesViscosity Correlations For Gulf of Mexico OilOluwatosinImisioluwaAjiboyeNo ratings yet
- Viscosity IndexDocument9 pagesViscosity Indexromadhinho50% (2)
- New P V T Correlations For Libyan CrudesDocument12 pagesNew P V T Correlations For Libyan CrudesAbdulrhman .H ElburkyNo ratings yet
- Costald 06-82Document6 pagesCostald 06-82boyd.george@bp.com100% (1)
- Reservoir Properties CorrelationDocument33 pagesReservoir Properties CorrelationNiaz HussanNo ratings yet
- Costald 07-79Document11 pagesCostald 07-79boyd.george@bp.com100% (1)
- TREYBAL (7) 64B GaffneyDocument8 pagesTREYBAL (7) 64B GaffneyBladimir H GarciaNo ratings yet
- Experiment 8 - Falling Sphere Viscometer ExperimentDocument5 pagesExperiment 8 - Falling Sphere Viscometer ExperimentAhmed NabilNo ratings yet
- Research PaperDocument10 pagesResearch PaperEngr Ali RazaNo ratings yet
- 195 Master 195 100 HighlightedDocument4 pages195 Master 195 100 Highlightedcowlover55No ratings yet
- Distillation Lec 2Document12 pagesDistillation Lec 2Omer IbrahimNo ratings yet
- Equilibrium Vaporization Ratios Hydrocarbon MixturDocument6 pagesEquilibrium Vaporization Ratios Hydrocarbon MixturAlex O. Figuera S.No ratings yet
- Crude Oil Viscosity Correlations - A Novel Approach For Upper Assam BasinDocument6 pagesCrude Oil Viscosity Correlations - A Novel Approach For Upper Assam BasinAbhishek BihaniNo ratings yet
- The Total Synthesis of Natural ProductsFrom EverandThe Total Synthesis of Natural ProductsJohn ApSimonNo ratings yet
- Petroleum Engineering: Principles, Calculations, and WorkflowsFrom EverandPetroleum Engineering: Principles, Calculations, and WorkflowsRating: 5 out of 5 stars5/5 (1)
- Group Theory in Quantum Mechanics: An Introduction to Its Present UsageFrom EverandGroup Theory in Quantum Mechanics: An Introduction to Its Present UsageNo ratings yet
- Analytical Characterization Methods for Crude Oil and Related ProductsFrom EverandAnalytical Characterization Methods for Crude Oil and Related ProductsAshutosh K. ShuklaNo ratings yet
- WangyDocument9 pagesWangyanellbmcNo ratings yet
- Stability Analysis of Inclined Stratified Two-Phase Gas-Liquid FlowDocument43 pagesStability Analysis of Inclined Stratified Two-Phase Gas-Liquid FlowanellbmcNo ratings yet
- TubularDocument14 pagesTubularanellbmcNo ratings yet
- Pergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994Document14 pagesPergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994anellbmcNo ratings yet
- Lyrics - More Than AbleDocument2 pagesLyrics - More Than AbleZarita CarranzaNo ratings yet
- 2010 Complete Algop Primary ResultsDocument206 pages2010 Complete Algop Primary ResultsCatherine SnowNo ratings yet
- Ecosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full ChapterDocument67 pagesEcosystem Services From Biodiversity To Society Part 2 1St Edition Bohan Full Chapterharold.eychaner940100% (14)
- Aire - 1 ReinigenDocument25 pagesAire - 1 Reinigengino aldo palomino ludeñaNo ratings yet
- PethaDocument4 pagesPethaJeet RajNo ratings yet
- Pediatric OrthopaedicDocument66 pagesPediatric OrthopaedicDhito RodriguezNo ratings yet
- Mortality RateDocument5 pagesMortality Rateamit kumar dewanganNo ratings yet
- BFI E BrochureADocument6 pagesBFI E BrochureAAnuj JainNo ratings yet
- POYDocument6 pagesPOYChristine KatalbasNo ratings yet
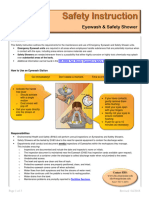
- Eyewash and Safety Shower SiDocument3 pagesEyewash and Safety Shower SiAli EsmaeilbeygiNo ratings yet
- Monitoring Times 1998 03Document116 pagesMonitoring Times 1998 03Benjamin DoverNo ratings yet
- Mail Delivery SubsystemDocument9 pagesMail Delivery SubsystemLu GuessaNo ratings yet
- Steering System (Notes On Tom)Document8 pagesSteering System (Notes On Tom)Vaibhav Vithoba Naik100% (1)
- Amyand's HerniaDocument5 pagesAmyand's HerniamonoarulNo ratings yet
- Module 2Document42 pagesModule 2miles razorNo ratings yet
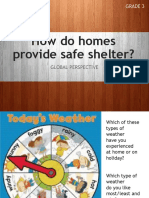
- How Do Homes Provide Safe ShelterDocument10 pagesHow Do Homes Provide Safe ShelterInda KusumawatiNo ratings yet
- Global Guidelines For The Prevention of Surgical Site Infection: An IntroductionDocument8 pagesGlobal Guidelines For The Prevention of Surgical Site Infection: An IntroductionJNUHospital NABHNo ratings yet
- Nkrumah NeocolonialismDocument205 pagesNkrumah Neocolonialismabdelrehman.almNo ratings yet
- British HeritageDocument15 pagesBritish HeritageOksana BulhakovaNo ratings yet
- KunalDocument5 pagesKunalPratik PawarNo ratings yet
- English Essay 2Document6 pagesEnglish Essay 2api-280146957No ratings yet
- ASD PEDS Administration GuidelinesDocument5 pagesASD PEDS Administration GuidelinesInes Arias PazNo ratings yet
- Author Research Paper IntroductionDocument6 pagesAuthor Research Paper Introductiongw08nnfr100% (1)
- The Future of Talent Management: Four Stages of Evolution: An Oracle White Paper June 2012Document19 pagesThe Future of Talent Management: Four Stages of Evolution: An Oracle White Paper June 2012aini amanNo ratings yet
- Case Study1Document5 pagesCase Study1Samiul IslamNo ratings yet