Download as xls, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Complaint - ConcubinageDocument3 pagesComplaint - Concubinagemagaabogasya88% (8)
- Astm E564Document5 pagesAstm E564Julio Cesar ValdiviesoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Live Video DatingDocument11 pagesLive Video DatingPhuc Pham XuanNo ratings yet
- Individual Performance Commitment and Review FormDocument4 pagesIndividual Performance Commitment and Review FormRidzsr Dharhaidher100% (1)
- Practical Exercises SpreadsheetsDocument13 pagesPractical Exercises SpreadsheetsRogie Basatan50% (2)
- Standard Process ParametersDocument16 pagesStandard Process ParametersMazumder ApuNo ratings yet
- 07.yarn Quality StandradDocument1 page07.yarn Quality StandradMazumder ApuNo ratings yet
- Autocone Machine Performance ReportDocument2 pagesAutocone Machine Performance ReportMazumder ApuNo ratings yet
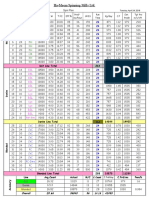
- Outpace Spinning Mills Ltd. Outpace Spinning Mills LTD.: From-Production Dept From - Production DeptDocument2 pagesOutpace Spinning Mills Ltd. Outpace Spinning Mills LTD.: From-Production Dept From - Production DeptMazumder ApuNo ratings yet
- Spin PlanDocument2 pagesSpin PlanMazumder Apu100% (1)
- Process Parameter Check ListDocument2 pagesProcess Parameter Check ListMazumder ApuNo ratings yet
- Outpace Spinning Mills Limited Change Slip For SimplexDocument1 pageOutpace Spinning Mills Limited Change Slip For SimplexMazumder ApuNo ratings yet
- Outpace & R.A. Spinning Mills LTD.: Autocone Machine Performance ReportDocument2 pagesOutpace & R.A. Spinning Mills LTD.: Autocone Machine Performance ReportMazumder ApuNo ratings yet
- Store Requisition ReportDocument1 pageStore Requisition ReportMazumder ApuNo ratings yet
- Outpace & R.A Spinning Mills LTD.: Gate Pass For Sample DeliveryDocument2 pagesOutpace & R.A Spinning Mills LTD.: Gate Pass For Sample DeliveryMazumder ApuNo ratings yet
- Breaker Drawing Hank TestDocument4 pagesBreaker Drawing Hank TestMazumder ApuNo ratings yet
- Bad Cross Roving FormatDocument4 pagesBad Cross Roving FormatMazumder ApuNo ratings yet
- Outpace & R.A Spinning Mills LTD: 1 Yds and 5 Yds CV% CheckDocument3 pagesOutpace & R.A Spinning Mills LTD: 1 Yds and 5 Yds CV% CheckMazumder ApuNo ratings yet
- Outpace Spinning Mills Limited Change Slip For Drawing: Process Lot NoDocument1 pageOutpace Spinning Mills Limited Change Slip For Drawing: Process Lot NoMazumder ApuNo ratings yet
- Outpace Spinning Mills LTD.: Daily Simplex ReportDocument2 pagesOutpace Spinning Mills LTD.: Daily Simplex ReportMazumder ApuNo ratings yet
- Outpace Spinning Mills LTD.: Quality Department Daily Ring Frame Check L/S R/S L/SDocument4 pagesOutpace Spinning Mills LTD.: Quality Department Daily Ring Frame Check L/S R/S L/SMazumder ApuNo ratings yet
- Auto Cone BoardDocument2 pagesAuto Cone BoardMazumder ApuNo ratings yet
- Autocone Setting Check FormatDocument4 pagesAutocone Setting Check FormatMazumder ApuNo ratings yet
- Outpace Spinning Mills LTD.: Yarn Transfer RecordDocument1 pageOutpace Spinning Mills LTD.: Yarn Transfer RecordMazumder ApuNo ratings yet
- Bale Weighment Report SheetDocument1 pageBale Weighment Report SheetMazumder ApuNo ratings yet
- F CA-RemoteMaintenance LowRes PDFDocument6 pagesF CA-RemoteMaintenance LowRes PDFMazumder ApuNo ratings yet
- Process Cleaning CheckDocument4 pagesProcess Cleaning CheckMazumder ApuNo ratings yet
- Global Management ChallengeDocument13 pagesGlobal Management ChallengeannadeviNo ratings yet
- Paper-A Survey of Large-Scale Reasoning On The Web of DataDocument53 pagesPaper-A Survey of Large-Scale Reasoning On The Web of DataXiaolin ChengNo ratings yet
- Deed of Sale of A Portion of A Parcel of A Registered Land, Manuela To RONEDocument3 pagesDeed of Sale of A Portion of A Parcel of A Registered Land, Manuela To RONEEarl Russell S PaulicanNo ratings yet
- AMCA 801-01 (R2008) Fans Specification Guidelines PDFDocument61 pagesAMCA 801-01 (R2008) Fans Specification Guidelines PDFR L100% (1)
- Biodiesel B20 - Cummins InformationDocument29 pagesBiodiesel B20 - Cummins InformationIng. Jon MorenoNo ratings yet
- Understanding MemoryDocument23 pagesUnderstanding MemoryAshok KumarNo ratings yet
- Online Booking As A Marketing Strategy: A Survey On Hotels in AntalyaDocument9 pagesOnline Booking As A Marketing Strategy: A Survey On Hotels in AntalyaMuhammed UsmanNo ratings yet
- Acting Pricey: Some Stocks' Rich Valuations Are Sticky, Irrespective of The Market's Exuberance or TurmoilDocument92 pagesActing Pricey: Some Stocks' Rich Valuations Are Sticky, Irrespective of The Market's Exuberance or TurmoilhariNo ratings yet
- Logo GuidelinesDocument5 pagesLogo Guidelinesmitmake02No ratings yet
- Presentation in English For Senior TourismDocument2 pagesPresentation in English For Senior TourismMitra FortunaNo ratings yet
- NEDAL Busbars Technical SpecificationsDocument6 pagesNEDAL Busbars Technical Specificationssanjeev banerjee100% (1)
- Ccc221coalpowerR MDocument58 pagesCcc221coalpowerR Mmfhaleem@pgesco.comNo ratings yet
- Sewerage System NotesDocument34 pagesSewerage System NotesArshdeep Ashu100% (2)
- JO 20221109 NationalDocument244 pagesJO 20221109 NationalMark Leo BejeminoNo ratings yet
- Oracle E-Business (General)Document11 pagesOracle E-Business (General)hydersdNo ratings yet
- 25 Books For SuccessDocument10 pages25 Books For SuccessEl Khattabi AymanNo ratings yet
- Designing Organizational Structure: Specialization and CoordinationDocument47 pagesDesigning Organizational Structure: Specialization and CoordinationNil AydınNo ratings yet
- Modelling and Mapping of Water Erosion Risk by Application of The GIS and PAP/RAC Guidelines in The Watershed of Oued Zgane (Middle Atlas Morocco)Document17 pagesModelling and Mapping of Water Erosion Risk by Application of The GIS and PAP/RAC Guidelines in The Watershed of Oued Zgane (Middle Atlas Morocco)Oualid HakamNo ratings yet
- Arc Hydro For StormwaterDocument24 pagesArc Hydro For Stormwaterمهندس ابينNo ratings yet
- Info Iec62271-111 (Ed1.0) enDocument11 pagesInfo Iec62271-111 (Ed1.0) enrlaureanoNo ratings yet
- CZone Meter Interface User & Installation Manual v2.0Document15 pagesCZone Meter Interface User & Installation Manual v2.0Beltazor HellboyNo ratings yet
- Railway FAQDocument9 pagesRailway FAQvempadareddyNo ratings yet
- PUP Enrollment Payment VoucherDocument3 pagesPUP Enrollment Payment VoucherGel ArceoNo ratings yet
- Winker Motion On CarolloDocument3 pagesWinker Motion On Carolloal_crespoNo ratings yet
- Dental Cone Beam Computed Tomography in Children Clinical Effectiveness and Cancer Risk Due To Radiation Exposure 2019Document6 pagesDental Cone Beam Computed Tomography in Children Clinical Effectiveness and Cancer Risk Due To Radiation Exposure 2019Meris JugadorNo ratings yet