Download as pdf or txt
You might also like
- Lesson Plan For Teaching GrammarDocument9 pagesLesson Plan For Teaching Grammarruszita75% (4)
- Manual I5006.zf - en PDFDocument140 pagesManual I5006.zf - en PDFBaşarŞenNo ratings yet
- Roll Bending Springback EffectDocument6 pagesRoll Bending Springback Effectayamdelicious100% (1)
- Design and Analysis of Geometrical Parameters Influencing On Curvic CouplingDocument5 pagesDesign and Analysis of Geometrical Parameters Influencing On Curvic CouplingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Lab10 Tensile TestDocument12 pagesLab10 Tensile TestNur Syamiza Zamri100% (2)
- Inviting Guests On A StageDocument1 pageInviting Guests On A StageShreyas Pai100% (9)
- Calculus (Differentiation and Integration)Document15 pagesCalculus (Differentiation and Integration)Shreyas Pai100% (1)
- 7 Great SQL Interview Questions and Answers - ToptalDocument11 pages7 Great SQL Interview Questions and Answers - Toptallife2005No ratings yet
- Design and Construction of A Torsion Fatigue Machine: Torsion Fatigue Tests On Two Industrial Aluminum AlloysDocument15 pagesDesign and Construction of A Torsion Fatigue Machine: Torsion Fatigue Tests On Two Industrial Aluminum AlloysAyberk TürkNo ratings yet
- Design and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentsDocument6 pagesDesign and Clamping Force Analysis of Vacuum Fixture To Machine Aerospace ComponentssaaNo ratings yet
- A Review On Springback Effect in Sheet Metal Forming ProcessDocument7 pagesA Review On Springback Effect in Sheet Metal Forming ProcessantonytechnoNo ratings yet
- Analysis of Fatigue Fracture of Tank Wagon Railway Axles: Cosmin LocoveiDocument5 pagesAnalysis of Fatigue Fracture of Tank Wagon Railway Axles: Cosmin LocoveiZoser KalengayiNo ratings yet
- Determination of Stress Concentration FactorsDocument5 pagesDetermination of Stress Concentration FactorsEduardo Felippe de SouzaNo ratings yet
- Tribology of Hydraulic Seals For PDFDocument21 pagesTribology of Hydraulic Seals For PDFRichard De Medeiros CastroNo ratings yet
- Modeling and Simulation of The Orthogonal Cut by Using The Law of DamageDocument4 pagesModeling and Simulation of The Orthogonal Cut by Using The Law of DamageHayderyNo ratings yet
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocument5 pagesSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60No ratings yet
- Fem-Aided Experimental Determination of Fatigue Properties of Thermomechanically Processed 34crnimo6 SteelDocument4 pagesFem-Aided Experimental Determination of Fatigue Properties of Thermomechanically Processed 34crnimo6 SteelNiku PascaNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Springbacks Metal On RollformingDocument10 pagesSpringbacks Metal On RollformingagungNo ratings yet
- EWEC Copenhagen 2001-FlangeBoltFatigueDocument4 pagesEWEC Copenhagen 2001-FlangeBoltFatigueMarcWorldNo ratings yet
- CompositeDocument11 pagesCompositelikith333No ratings yet
- Bhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachDocument5 pagesBhatkar (2015) - Finite Element Analysis of Crane Hook and Optimization Using Taguchi ApproachGogyNo ratings yet
- Damage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingDocument8 pagesDamage Initiation Mechanism in Rubber Sheet Composites During The Static LoadingMa RcoNo ratings yet
- Hollow Shaft Making ProcessDocument7 pagesHollow Shaft Making ProcessfujinyuanNo ratings yet
- Prediction of Fatigue Failure in A Camshaft Using The Crack MethodDocument9 pagesPrediction of Fatigue Failure in A Camshaft Using The Crack MethodDiego PovedaNo ratings yet
- Metals 10 01056Document16 pagesMetals 10 01056Rizwan TonoyNo ratings yet
- Analysis of Residual Stresses in Wire Drawing ProcessesDocument4 pagesAnalysis of Residual Stresses in Wire Drawing ProcessesRodrigo MedeirosNo ratings yet
- Thesis On Fretting Fatigue in Railway AxlesDocument6 pagesThesis On Fretting Fatigue in Railway Axlespamelasmithlittlerock100% (2)
- Materials Lab. (0944374) Lab. Report: TotalDocument10 pagesMaterials Lab. (0944374) Lab. Report: TotalMohammed AL-MaaitahNo ratings yet
- 13.15 B - Presentation - Forces Experienced by Winch Drums and Reels Systems PDFDocument26 pages13.15 B - Presentation - Forces Experienced by Winch Drums and Reels Systems PDFarturomNo ratings yet
- Module 2 Lecture 5 Forming Analysis-SlabMethodDocument7 pagesModule 2 Lecture 5 Forming Analysis-SlabMethodsunilsharma853380No ratings yet
- Finite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using AbaqusDocument9 pagesFinite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using Abaqusklomps_jrNo ratings yet
- 1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyDocument11 pages1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyAbhrajit ChattopadhyayNo ratings yet
- Turbin SkyDocument9 pagesTurbin SkyalexmechdesignerNo ratings yet
- Fatigue of Grouted Joint ConnectionsDocument5 pagesFatigue of Grouted Joint Connectionsscrane@No ratings yet
- TMM4160 Fracture Mechanics Abaqus Project Report: Joakim Johnsen - Joakij@stud - Ntnu.no 3 October 2010Document12 pagesTMM4160 Fracture Mechanics Abaqus Project Report: Joakim Johnsen - Joakij@stud - Ntnu.no 3 October 2010mailnewaz9677No ratings yet
- S460 Fatigue PropertiesDocument6 pagesS460 Fatigue PropertiesIstvan WunderlichNo ratings yet
- 08 Notch SensitivityDocument8 pages08 Notch SensitivityamokhtaNo ratings yet
- Karafillis 1992Document19 pagesKarafillis 1992Deep AhireNo ratings yet
- A Material Model For Transversely Anisotropic Crushable Foam in Ls-DynaDocument12 pagesA Material Model For Transversely Anisotropic Crushable Foam in Ls-DynaakuoxaiNo ratings yet
- Analysis of Residual Stresses Induced by Mechanical Shot Peening Processes Using The X-Ray Diffraction Technique and Finite Element Method of 2024-T351 Aluminum AlloyDocument5 pagesAnalysis of Residual Stresses Induced by Mechanical Shot Peening Processes Using The X-Ray Diffraction Technique and Finite Element Method of 2024-T351 Aluminum Alloybilash mehediNo ratings yet
- Structural Analysis of Multi-Plate ClutchDocument5 pagesStructural Analysis of Multi-Plate ClutchseventhsensegroupNo ratings yet
- Investigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisDocument15 pagesInvestigation of Cold Extrusion of Aluminum AA 2024 Alloy Using Finite Element AnalysisZ R BhattiNo ratings yet
- 1.steam Turbine Rotor GroovesDocument7 pages1.steam Turbine Rotor GroovesRaheem JunaidiNo ratings yet
- 1 s2.0 S221201731630069X MainDocument8 pages1 s2.0 S221201731630069X MainRidho Bela NegaraNo ratings yet
- Tension TestDocument7 pagesTension TestmanmathkNo ratings yet
- Structural Analysis of Crane HookDocument5 pagesStructural Analysis of Crane HookAkesh KakarlaNo ratings yet
- Analysis of A Plate With A Circular Hole by Fem: January 2013Document7 pagesAnalysis of A Plate With A Circular Hole by Fem: January 2013kr0999351No ratings yet
- Paper-Rotating Bending Machine For High Cycle Fatigue TestingDocument7 pagesPaper-Rotating Bending Machine For High Cycle Fatigue TestingAlcidney Valério ChavesNo ratings yet
- Development of Industrial Sheet Metal FoDocument9 pagesDevelopment of Industrial Sheet Metal Fogomeseds2023No ratings yet
- Fatigue Analysis of Powertrain PDFDocument6 pagesFatigue Analysis of Powertrain PDFanteoprivatoNo ratings yet
- Thesis On Metal CuttingDocument7 pagesThesis On Metal Cuttingaflodtsecumyed100% (1)
- Computer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectDocument33 pagesComputer Modeling and Optimization of Swage Autofrettage Process of A Thick-Walled Cylinder Incorporating Bauschinger EffectBoonsap WitchayangkoonNo ratings yet
- Characterisation of Different Lubricants Concerning The Friction Coefficient in Forging of AA2618Document7 pagesCharacterisation of Different Lubricants Concerning The Friction Coefficient in Forging of AA2618abdul basitNo ratings yet
- Effect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyDocument11 pagesEffect of Friction Stir Welding Parameters On The Residual Stress Distribution of Al2024-T6 AlloyGabriel AguirreNo ratings yet
- Rolling of Steel Plate2Document8 pagesRolling of Steel Plate2Anonymous v6NXZ0No ratings yet
- FM and SM Lab ManualDocument87 pagesFM and SM Lab ManualGeorge OliverNo ratings yet
- Https Attachment - Fbsbx.com File (Pdownload PDFDocument46 pagesHttps Attachment - Fbsbx.com File (Pdownload PDFAshish JainNo ratings yet
- IJREI - Fabrication and Analysis of Spring Testing MachineDocument6 pagesIJREI - Fabrication and Analysis of Spring Testing MachineIjrei JournalNo ratings yet
- Fatigue Testing: Experiment 2Document5 pagesFatigue Testing: Experiment 2Mohd RozairieNo ratings yet
- Fatigue Crack Paths in A Welded Structure: J. MartinssonDocument8 pagesFatigue Crack Paths in A Welded Structure: J. MartinssonDetroja PunitNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Finite Elements for Truss and Frame Structures: An Introduction Based on the Computer Algebra System MaximaFrom EverandFinite Elements for Truss and Frame Structures: An Introduction Based on the Computer Algebra System MaximaNo ratings yet
- Modeling and Stress Analysis of Crankshaft Using Fem Package AnsysDocument7 pagesModeling and Stress Analysis of Crankshaft Using Fem Package AnsysShreyas PaiNo ratings yet
- Correlation of Roller Burnishing Surface Effects With Local Contact ParametersDocument8 pagesCorrelation of Roller Burnishing Surface Effects With Local Contact ParametersShreyas PaiNo ratings yet
- Design and Construction of A Structure For A Three Point Bending TestDocument13 pagesDesign and Construction of A Structure For A Three Point Bending TestIñigoNo ratings yet
- Company Profile of Pama PersadaDocument2 pagesCompany Profile of Pama PersadairsyadjamaludinNo ratings yet
- MC DonaldDocument65 pagesMC DonaldNeha MishraaNo ratings yet
- Temporary Sream and Wetland CrossingDocument139 pagesTemporary Sream and Wetland CrossingFranklin GarciaNo ratings yet
- Inhibition of Methicillin-Resistant StaphylococcusDocument7 pagesInhibition of Methicillin-Resistant Staphylococcusdaniel_siitompulNo ratings yet
- Air Compressor Basic ConceptsDocument32 pagesAir Compressor Basic Conceptsjkahamed100% (11)
- Section 3 Illumination RevisedDocument40 pagesSection 3 Illumination Revisedtesyon korjoNo ratings yet
- Basic IUPAC Organic Nomenclature PolyenesDocument2 pagesBasic IUPAC Organic Nomenclature PolyenesMary Joy Lindo BarrogaNo ratings yet
- Signing Document in CM - SECP vs. Innovative Investment Bank (CO No. 46 of 2010)Document3 pagesSigning Document in CM - SECP vs. Innovative Investment Bank (CO No. 46 of 2010)Azhar RanaNo ratings yet
- Datron PRC-BC4 Multiple Battery Charger - Operator and Technical ManualDocument28 pagesDatron PRC-BC4 Multiple Battery Charger - Operator and Technical ManualAlexander J RokowetzNo ratings yet
- Mechanical Environmental Studies EST 22447 Unit Test 1Document12 pagesMechanical Environmental Studies EST 22447 Unit Test 1Arvind YadavNo ratings yet
- A Doll's House - Problem Play and TitleDocument3 pagesA Doll's House - Problem Play and Titlethexgrind683No ratings yet
- Sample CV For Purchase ManagerDocument3 pagesSample CV For Purchase ManagerVijay Kumar100% (1)
- Surfaces Overview: Open Nozzle - SLDPRTDocument10 pagesSurfaces Overview: Open Nozzle - SLDPRTdhaNo ratings yet
- Project Based Learning And: Authentic AssessmentDocument52 pagesProject Based Learning And: Authentic Assessmentnancie8No ratings yet
- List of DictionariesDocument38 pagesList of DictionariesSaraPhoenixNo ratings yet
- Definition of Research, Characteristics of Research, Research Process and Functions of Research Definition of ResearchDocument2 pagesDefinition of Research, Characteristics of Research, Research Process and Functions of Research Definition of ResearchNinda SNo ratings yet
- COMPUTER ARCHITECTURE AND ORGANIZATION 11th Feb 2024Document4 pagesCOMPUTER ARCHITECTURE AND ORGANIZATION 11th Feb 2024Ddamulira CharlesNo ratings yet
- Lista de Precios 03 de DiciembreDocument33 pagesLista de Precios 03 de DiciembreRafael Kotty Cab TuzNo ratings yet
- Minnesota Timberwolves (17-28) vs. Indiana Pacers (22-22) : Probable StartersDocument23 pagesMinnesota Timberwolves (17-28) vs. Indiana Pacers (22-22) : Probable Starterstiwari_anunay1689No ratings yet
- Q1 Science 9 Module 3Document31 pagesQ1 Science 9 Module 3apudcrizarcellNo ratings yet
- CV - Moges Alemu (Plant Manager)Document8 pagesCV - Moges Alemu (Plant Manager)MogesNo ratings yet
- GR 19 (MND)Document6 pagesGR 19 (MND)arorayash603No ratings yet
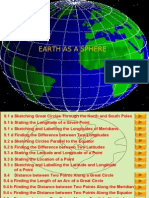
- Earth As A SphereDocument96 pagesEarth As A SphereMarlina MohamedNo ratings yet
- Offshore CNY Best Practice Guidelines For ConsultationDocument28 pagesOffshore CNY Best Practice Guidelines For Consultationargus-kerberNo ratings yet
- Angle Closure GlaucomaDocument289 pagesAngle Closure GlaucomaWilson100% (1)
- Roles and Characteristics of Problem Solving in The Mathematics Curriculum: A ReviewDocument19 pagesRoles and Characteristics of Problem Solving in The Mathematics Curriculum: A ReviewSarahNo ratings yet