
Design Optimization of A Venturi PDF
Design Optimization of A Venturi PDF
You might also like
- Booking Confirmation On IRCTC, Train: 14006, 30-Mar-2019, SL, ANVT - EKMADocument2 pagesBooking Confirmation On IRCTC, Train: 14006, 30-Mar-2019, SL, ANVT - EKMAShambhu Mehta100% (4)
- Aldi in Australia Case Study AnalysisDocument22 pagesAldi in Australia Case Study AnalysisBIbee NIpanNo ratings yet
- Iso 8041-1 - 2017Document19 pagesIso 8041-1 - 2017Hi Tech Calibration ServicesNo ratings yet
- LEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionDocument79 pagesLEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionCano EndemoniadoNo ratings yet
- Iso 17359-2011Document34 pagesIso 17359-2011Diego Pérez AlarcónNo ratings yet
- Vibration Specifications Standards Gearboxes With Alarm LimitsDocument40 pagesVibration Specifications Standards Gearboxes With Alarm LimitsHemanth Kumar83% (6)
- New Password 3: A Reading and Vocabulary Text: Linda ButlerDocument1 pageNew Password 3: A Reading and Vocabulary Text: Linda ButlerRastko Manojlovic0% (3)
- Pumpentechnik Schraubenspindelpumpen Magnetic Coupling enDocument2 pagesPumpentechnik Schraubenspindelpumpen Magnetic Coupling enMussardNo ratings yet
- Esab GasEquipment PDFDocument44 pagesEsab GasEquipment PDFGurdeep Sungh AroraNo ratings yet
- Vibration Absorber: The First Technique We Will Learn!Document12 pagesVibration Absorber: The First Technique We Will Learn!فرح تامرNo ratings yet
- Pulley Design - TrackingDocument18 pagesPulley Design - TrackingRuben SalgadoNo ratings yet
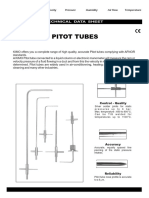
- FT Pitot Type LDocument4 pagesFT Pitot Type LThai VoNo ratings yet
- Vibration Severity StandardDocument2 pagesVibration Severity Standardm_verma21100% (1)
- DIS 20806 Balancing PDFDocument30 pagesDIS 20806 Balancing PDFzaidbismaNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi Wakatobi100% (1)
- Scuffing Test Procedure PDFDocument35 pagesScuffing Test Procedure PDFVelshankar MJ100% (1)
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Document17 pagesAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino Andrian100% (1)
- 1 PDFDocument15 pages1 PDFnicolasNo ratings yet
- Maxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EsDocument2 pagesMaxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EstariqNo ratings yet
- Gear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsDocument14 pagesGear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsShilton SoaresNo ratings yet
- Ads RB 04 0005Document6 pagesAds RB 04 0005Yulius Widiardi PwNo ratings yet
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document12 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)Hussein Blanco Calvete100% (1)
- ODS Analysis - An OverviewDocument10 pagesODS Analysis - An OverviewBarath KumarNo ratings yet
- Figure 1 - Typical FFT Showing Gear MisalignmentDocument4 pagesFigure 1 - Typical FFT Showing Gear MisalignmentDario SesarNo ratings yet
- Iso 2954 2012 en PDFDocument8 pagesIso 2954 2012 en PDFJulio Castillo100% (1)
- Oil Whirl and WhipDocument8 pagesOil Whirl and WhipAsim GillaniNo ratings yet
- Pitting Resistance Rating in AGMA, ISO and BSDocument8 pagesPitting Resistance Rating in AGMA, ISO and BSVarundeep Merugu NethaNo ratings yet
- BS en 12952-11 - 2007Document40 pagesBS en 12952-11 - 2007Azima Zalfa AuliyakNo ratings yet
- Iec 61779Document11 pagesIec 61779Nazanin AkramNo ratings yet
- 41.water Cum Foam Monitor-Trailer MountedDocument2 pages41.water Cum Foam Monitor-Trailer MountedSimbu ArasanNo ratings yet
- Gmsi10 Um013 - en PDocument216 pagesGmsi10 Um013 - en PAnonymous XM3KoTUTgNo ratings yet
- HVOF Vs Laser Cladding FINAL SUBMISSIONDocument3 pagesHVOF Vs Laser Cladding FINAL SUBMISSIONJaydenNo ratings yet
- Standards Applicable in ConveyorsDocument4 pagesStandards Applicable in ConveyorsDattamurti001No ratings yet
- En 15614 PDFDocument36 pagesEn 15614 PDFnkpong849005No ratings yet
- AGMA 1010 - Edition F14 August 8 2014 (PTTGC Internal Use Only)Document89 pagesAGMA 1010 - Edition F14 August 8 2014 (PTTGC Internal Use Only)Rerngchai 001ROXNo ratings yet
- Fredric Ehrich: Ehrich, F.F., (Editor) - Handbook of Rotordynamics. 2nd Edition. Krieger Publishing Co., 1999Document2 pagesFredric Ehrich: Ehrich, F.F., (Editor) - Handbook of Rotordynamics. 2nd Edition. Krieger Publishing Co., 1999gavinNo ratings yet
- SKF Microlog Analyzer AX Series: Cmxa 80Document7 pagesSKF Microlog Analyzer AX Series: Cmxa 80Enrique FloresNo ratings yet
- SKF Microlog Accessories CatalogueDocument89 pagesSKF Microlog Accessories CatalogueAlex Porro SeclenNo ratings yet
- Iso 1925 2001 Balancing VocabularyDocument33 pagesIso 1925 2001 Balancing VocabularyAka ShriNo ratings yet
- Sist en 13104 2009 A2 2014Document12 pagesSist en 13104 2009 A2 2014Юрий КостенкоNo ratings yet
- OrbitDocument12 pagesOrbitThair El-KabbaryNo ratings yet
- Screw Compressor Theory 1014Document3 pagesScrew Compressor Theory 1014free_eagle2009100% (1)
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Coupling Design and SelectionDocument11 pagesCoupling Design and SelectionVivek RathodNo ratings yet
- Istec Bookazine Vibration WebDocument77 pagesIstec Bookazine Vibration WebJarot PrakosoNo ratings yet
- Schenck - H 40 Bu: Balancing MachineDocument1 pageSchenck - H 40 Bu: Balancing MachineFlavio Ballio100% (1)
- Vibrosystm Inc. Montreal, Canada: ©vibrosystm 2009. All Rights ReservedDocument143 pagesVibrosystm Inc. Montreal, Canada: ©vibrosystm 2009. All Rights ReservedJavier CasteloNo ratings yet
- Centrifugal Pump Failures During First Year OperationDocument53 pagesCentrifugal Pump Failures During First Year OperationChristian SantillanNo ratings yet
- Asme B73-1 PDFDocument52 pagesAsme B73-1 PDFJoan Camilo PovedaNo ratings yet
- Contamination CodesDocument25 pagesContamination CodesMuhd Ridwan Saroni100% (1)
- API Standards For Mechanical Rotating Machinery: September 2020Document4 pagesAPI Standards For Mechanical Rotating Machinery: September 2020khabiranNo ratings yet
- Elliott Brush Ring Seals: Installation KitDocument2 pagesElliott Brush Ring Seals: Installation Kitfouzi gher100% (1)
- Defect Analysis of Linke Hofmann Busch Bogie FramesDocument10 pagesDefect Analysis of Linke Hofmann Busch Bogie FramesAbhinav JangraNo ratings yet
- 3595 Coal PulverizersDocument18 pages3595 Coal PulverizersRamachandrarao MaddaliNo ratings yet
- 303mills PDFDocument32 pages303mills PDFfaisalNo ratings yet
- Solutions For Long-Term Storage of Electronic Components and CompositionsDocument3 pagesSolutions For Long-Term Storage of Electronic Components and CompositionsJoão Pedro AlmeidaNo ratings yet
- Silo Overpressurisation Guidance PDFDocument27 pagesSilo Overpressurisation Guidance PDFDorian StiopuNo ratings yet
- Vibration Standards For Different Pieces of EquipmentDocument3 pagesVibration Standards For Different Pieces of EquipmentJameel Khan100% (1)
- What Is The Basic Principle of CompressorDocument2 pagesWhat Is The Basic Principle of CompressorannoymouspersonNo ratings yet
- Qian 2006Document8 pagesQian 2006Sarah SimõesNo ratings yet
- Senior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomDocument33 pagesSenior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomconterNo ratings yet
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedFrom EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedNo ratings yet
- Lec 16Document10 pagesLec 16Ismail SakrNo ratings yet
- Lecture 11Document35 pagesLecture 11Ismail SakrNo ratings yet
- Sheet No1Document5 pagesSheet No1Ismail SakrNo ratings yet
- Mechanism of Stall and Surge in A Centrifugal Compressor With A Variable Vaned DiffuserDocument10 pagesMechanism of Stall and Surge in A Centrifugal Compressor With A Variable Vaned DiffuserIsmail SakrNo ratings yet
- Mid Term1 2019Document1 pageMid Term1 2019Ismail SakrNo ratings yet
- Metal Tube Rota Meter-2Document6 pagesMetal Tube Rota Meter-2Ismail SakrNo ratings yet
- Cavitation PDFDocument16 pagesCavitation PDFIsmail SakrNo ratings yet
- Lectures Pumps and Pumping": Prof. T. Koppel Department of Mechanics Tallinn Technical UniversityDocument41 pagesLectures Pumps and Pumping": Prof. T. Koppel Department of Mechanics Tallinn Technical UniversityIsmail SakrNo ratings yet
- Metrics by Vincanne AdamsDocument24 pagesMetrics by Vincanne AdamsDuke University PressNo ratings yet
- Past Year Ebusiness - Pdf.crdownloadDocument5 pagesPast Year Ebusiness - Pdf.crdownloadFatin IzzahNo ratings yet
- Sepak TakrawDocument39 pagesSepak TakrawRandy Gasalao100% (2)
- My Consignment Agreement PDFDocument3 pagesMy Consignment Agreement PDFtamara_arifNo ratings yet
- Footing Design Calculations: DefinitionsDocument31 pagesFooting Design Calculations: DefinitionsMark Roger Huberit IINo ratings yet
- Grade 9 Third Quarterly ExamDocument7 pagesGrade 9 Third Quarterly ExamJohaira AcotNo ratings yet
- Excavation Backfill For UtilitiesDocument13 pagesExcavation Backfill For UtilitiesGHL AdaroNo ratings yet
- Tingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Document6 pagesTingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Ninin KepoNo ratings yet
- 8th Math EM TB 2022Document288 pages8th Math EM TB 2022Ramesh BabuNo ratings yet
- Contoh Formal LetterDocument2 pagesContoh Formal LetterFairos Azmi MarzahNo ratings yet
- Compania de Naveira Nedelka Sa V Tradex Internacional SaDocument3 pagesCompania de Naveira Nedelka Sa V Tradex Internacional SaAbhishek RaiNo ratings yet
- Japan - Land of The Rising SunDocument37 pagesJapan - Land of The Rising Sunvenesh bpNo ratings yet
- My Resume - Kendra SkinnerDocument2 pagesMy Resume - Kendra Skinnerapi-249892098No ratings yet
- Kesadahan AirDocument7 pagesKesadahan Airmuhamad.badar9285No ratings yet
- Case 580n 580sn 580snwt 590sn Service ManualDocument20 pagesCase 580n 580sn 580snwt 590sn Service Manualwilliam100% (39)
- Duration of PenaltiesDocument1 pageDuration of PenaltiesArbee ArquizaNo ratings yet
- Dear Admissions Committee Chat GPT - 1Document1 pageDear Admissions Committee Chat GPT - 1Ganesh PolinaNo ratings yet
- Rajni Vashisht Ashwani TambatDocument10 pagesRajni Vashisht Ashwani Tambatvaibhav bansalNo ratings yet
- A Glossary of The Words and Phrases of Furness North Lancashire 1000216573Document272 pagesA Glossary of The Words and Phrases of Furness North Lancashire 1000216573Mohammad WaseemNo ratings yet
- Digest - Price Vs INNODATADocument3 pagesDigest - Price Vs INNODATAMary Martha Merilo100% (1)
- AnsDocument5 pagesAnsSravani RaoNo ratings yet
- Dr. Shayma'a Jamal Ahmed Prof. Genetic Engineering & BiotechnologyDocument32 pagesDr. Shayma'a Jamal Ahmed Prof. Genetic Engineering & BiotechnologyMariam QaisNo ratings yet
- 12 Siochi Vs GozonDocument10 pages12 Siochi Vs GozonPaolo CruzNo ratings yet
- Basic Computer TerminologyDocument8 pagesBasic Computer TerminologyLarry Garcia100% (1)
- Final Exam Form 1Document12 pagesFinal Exam Form 1ILANGGO KANANNo ratings yet
- DR Faustus A Tragic HeroDocument3 pagesDR Faustus A Tragic HeroRakesh Kumar100% (6)
- Julius Caesar TranslationDocument29 pagesJulius Caesar TranslationLIM KAI YI HCINo ratings yet
































































































Download as pdf or txt
You might also like
- Booking Confirmation On IRCTC, Train: 14006, 30-Mar-2019, SL, ANVT - EKMADocument2 pagesBooking Confirmation On IRCTC, Train: 14006, 30-Mar-2019, SL, ANVT - EKMAShambhu Mehta100% (4)
- Aldi in Australia Case Study AnalysisDocument22 pagesAldi in Australia Case Study AnalysisBIbee NIpanNo ratings yet
- Iso 8041-1 - 2017Document19 pagesIso 8041-1 - 2017Hi Tech Calibration ServicesNo ratings yet
- LEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionDocument79 pagesLEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionCano EndemoniadoNo ratings yet
- Iso 17359-2011Document34 pagesIso 17359-2011Diego Pérez AlarcónNo ratings yet
- Vibration Specifications Standards Gearboxes With Alarm LimitsDocument40 pagesVibration Specifications Standards Gearboxes With Alarm LimitsHemanth Kumar83% (6)
- New Password 3: A Reading and Vocabulary Text: Linda ButlerDocument1 pageNew Password 3: A Reading and Vocabulary Text: Linda ButlerRastko Manojlovic0% (3)
- Pumpentechnik Schraubenspindelpumpen Magnetic Coupling enDocument2 pagesPumpentechnik Schraubenspindelpumpen Magnetic Coupling enMussardNo ratings yet
- Esab GasEquipment PDFDocument44 pagesEsab GasEquipment PDFGurdeep Sungh AroraNo ratings yet
- Vibration Absorber: The First Technique We Will Learn!Document12 pagesVibration Absorber: The First Technique We Will Learn!فرح تامرNo ratings yet
- Pulley Design - TrackingDocument18 pagesPulley Design - TrackingRuben SalgadoNo ratings yet
- FT Pitot Type LDocument4 pagesFT Pitot Type LThai VoNo ratings yet
- Vibration Severity StandardDocument2 pagesVibration Severity Standardm_verma21100% (1)
- DIS 20806 Balancing PDFDocument30 pagesDIS 20806 Balancing PDFzaidbismaNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi Wakatobi100% (1)
- Scuffing Test Procedure PDFDocument35 pagesScuffing Test Procedure PDFVelshankar MJ100% (1)
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Document17 pagesAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino Andrian100% (1)
- 1 PDFDocument15 pages1 PDFnicolasNo ratings yet
- Maxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EsDocument2 pagesMaxseal Direct Solenoid-Operated Control Valve For Hazardous Areas Ex EstariqNo ratings yet
- Gear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsDocument14 pagesGear Coupling Misalignment Induced Forces & Their Effects On Machinery VibrationsShilton SoaresNo ratings yet
- Ads RB 04 0005Document6 pagesAds RB 04 0005Yulius Widiardi PwNo ratings yet
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document12 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)Hussein Blanco Calvete100% (1)
- ODS Analysis - An OverviewDocument10 pagesODS Analysis - An OverviewBarath KumarNo ratings yet
- Figure 1 - Typical FFT Showing Gear MisalignmentDocument4 pagesFigure 1 - Typical FFT Showing Gear MisalignmentDario SesarNo ratings yet
- Iso 2954 2012 en PDFDocument8 pagesIso 2954 2012 en PDFJulio Castillo100% (1)
- Oil Whirl and WhipDocument8 pagesOil Whirl and WhipAsim GillaniNo ratings yet
- Pitting Resistance Rating in AGMA, ISO and BSDocument8 pagesPitting Resistance Rating in AGMA, ISO and BSVarundeep Merugu NethaNo ratings yet
- BS en 12952-11 - 2007Document40 pagesBS en 12952-11 - 2007Azima Zalfa AuliyakNo ratings yet
- Iec 61779Document11 pagesIec 61779Nazanin AkramNo ratings yet
- 41.water Cum Foam Monitor-Trailer MountedDocument2 pages41.water Cum Foam Monitor-Trailer MountedSimbu ArasanNo ratings yet
- Gmsi10 Um013 - en PDocument216 pagesGmsi10 Um013 - en PAnonymous XM3KoTUTgNo ratings yet
- HVOF Vs Laser Cladding FINAL SUBMISSIONDocument3 pagesHVOF Vs Laser Cladding FINAL SUBMISSIONJaydenNo ratings yet
- Standards Applicable in ConveyorsDocument4 pagesStandards Applicable in ConveyorsDattamurti001No ratings yet
- En 15614 PDFDocument36 pagesEn 15614 PDFnkpong849005No ratings yet
- AGMA 1010 - Edition F14 August 8 2014 (PTTGC Internal Use Only)Document89 pagesAGMA 1010 - Edition F14 August 8 2014 (PTTGC Internal Use Only)Rerngchai 001ROXNo ratings yet
- Fredric Ehrich: Ehrich, F.F., (Editor) - Handbook of Rotordynamics. 2nd Edition. Krieger Publishing Co., 1999Document2 pagesFredric Ehrich: Ehrich, F.F., (Editor) - Handbook of Rotordynamics. 2nd Edition. Krieger Publishing Co., 1999gavinNo ratings yet
- SKF Microlog Analyzer AX Series: Cmxa 80Document7 pagesSKF Microlog Analyzer AX Series: Cmxa 80Enrique FloresNo ratings yet
- SKF Microlog Accessories CatalogueDocument89 pagesSKF Microlog Accessories CatalogueAlex Porro SeclenNo ratings yet
- Iso 1925 2001 Balancing VocabularyDocument33 pagesIso 1925 2001 Balancing VocabularyAka ShriNo ratings yet
- Sist en 13104 2009 A2 2014Document12 pagesSist en 13104 2009 A2 2014Юрий КостенкоNo ratings yet
- OrbitDocument12 pagesOrbitThair El-KabbaryNo ratings yet
- Screw Compressor Theory 1014Document3 pagesScrew Compressor Theory 1014free_eagle2009100% (1)
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Ansi ABMA11Document23 pagesAnsi ABMA11Andres Antonio Moreno CastroNo ratings yet
- Coupling Design and SelectionDocument11 pagesCoupling Design and SelectionVivek RathodNo ratings yet
- Istec Bookazine Vibration WebDocument77 pagesIstec Bookazine Vibration WebJarot PrakosoNo ratings yet
- Schenck - H 40 Bu: Balancing MachineDocument1 pageSchenck - H 40 Bu: Balancing MachineFlavio Ballio100% (1)
- Vibrosystm Inc. Montreal, Canada: ©vibrosystm 2009. All Rights ReservedDocument143 pagesVibrosystm Inc. Montreal, Canada: ©vibrosystm 2009. All Rights ReservedJavier CasteloNo ratings yet
- Centrifugal Pump Failures During First Year OperationDocument53 pagesCentrifugal Pump Failures During First Year OperationChristian SantillanNo ratings yet
- Asme B73-1 PDFDocument52 pagesAsme B73-1 PDFJoan Camilo PovedaNo ratings yet
- Contamination CodesDocument25 pagesContamination CodesMuhd Ridwan Saroni100% (1)
- API Standards For Mechanical Rotating Machinery: September 2020Document4 pagesAPI Standards For Mechanical Rotating Machinery: September 2020khabiranNo ratings yet
- Elliott Brush Ring Seals: Installation KitDocument2 pagesElliott Brush Ring Seals: Installation Kitfouzi gher100% (1)
- Defect Analysis of Linke Hofmann Busch Bogie FramesDocument10 pagesDefect Analysis of Linke Hofmann Busch Bogie FramesAbhinav JangraNo ratings yet
- 3595 Coal PulverizersDocument18 pages3595 Coal PulverizersRamachandrarao MaddaliNo ratings yet
- 303mills PDFDocument32 pages303mills PDFfaisalNo ratings yet
- Solutions For Long-Term Storage of Electronic Components and CompositionsDocument3 pagesSolutions For Long-Term Storage of Electronic Components and CompositionsJoão Pedro AlmeidaNo ratings yet
- Silo Overpressurisation Guidance PDFDocument27 pagesSilo Overpressurisation Guidance PDFDorian StiopuNo ratings yet
- Vibration Standards For Different Pieces of EquipmentDocument3 pagesVibration Standards For Different Pieces of EquipmentJameel Khan100% (1)
- What Is The Basic Principle of CompressorDocument2 pagesWhat Is The Basic Principle of CompressorannoymouspersonNo ratings yet
- Qian 2006Document8 pagesQian 2006Sarah SimõesNo ratings yet
- Senior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomDocument33 pagesSenior Lecturer in Chemical Engineering School of Science and Engineering Teesside University, United KingdomconterNo ratings yet
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedFrom EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedNo ratings yet
- Lec 16Document10 pagesLec 16Ismail SakrNo ratings yet
- Lecture 11Document35 pagesLecture 11Ismail SakrNo ratings yet
- Sheet No1Document5 pagesSheet No1Ismail SakrNo ratings yet
- Mechanism of Stall and Surge in A Centrifugal Compressor With A Variable Vaned DiffuserDocument10 pagesMechanism of Stall and Surge in A Centrifugal Compressor With A Variable Vaned DiffuserIsmail SakrNo ratings yet
- Mid Term1 2019Document1 pageMid Term1 2019Ismail SakrNo ratings yet
- Metal Tube Rota Meter-2Document6 pagesMetal Tube Rota Meter-2Ismail SakrNo ratings yet
- Cavitation PDFDocument16 pagesCavitation PDFIsmail SakrNo ratings yet
- Lectures Pumps and Pumping": Prof. T. Koppel Department of Mechanics Tallinn Technical UniversityDocument41 pagesLectures Pumps and Pumping": Prof. T. Koppel Department of Mechanics Tallinn Technical UniversityIsmail SakrNo ratings yet
- Metrics by Vincanne AdamsDocument24 pagesMetrics by Vincanne AdamsDuke University PressNo ratings yet
- Past Year Ebusiness - Pdf.crdownloadDocument5 pagesPast Year Ebusiness - Pdf.crdownloadFatin IzzahNo ratings yet
- Sepak TakrawDocument39 pagesSepak TakrawRandy Gasalao100% (2)
- My Consignment Agreement PDFDocument3 pagesMy Consignment Agreement PDFtamara_arifNo ratings yet
- Footing Design Calculations: DefinitionsDocument31 pagesFooting Design Calculations: DefinitionsMark Roger Huberit IINo ratings yet
- Grade 9 Third Quarterly ExamDocument7 pagesGrade 9 Third Quarterly ExamJohaira AcotNo ratings yet
- Excavation Backfill For UtilitiesDocument13 pagesExcavation Backfill For UtilitiesGHL AdaroNo ratings yet
- Tingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Document6 pagesTingkat Kepatuhan Minum Obat Pada Penderita Penyakit Hipertensi Di Puskesmas Kedaung Wetan Kota Tangerang Bulan Juni - Juli Tahun 2021Ninin KepoNo ratings yet
- 8th Math EM TB 2022Document288 pages8th Math EM TB 2022Ramesh BabuNo ratings yet
- Contoh Formal LetterDocument2 pagesContoh Formal LetterFairos Azmi MarzahNo ratings yet
- Compania de Naveira Nedelka Sa V Tradex Internacional SaDocument3 pagesCompania de Naveira Nedelka Sa V Tradex Internacional SaAbhishek RaiNo ratings yet
- Japan - Land of The Rising SunDocument37 pagesJapan - Land of The Rising Sunvenesh bpNo ratings yet
- My Resume - Kendra SkinnerDocument2 pagesMy Resume - Kendra Skinnerapi-249892098No ratings yet
- Kesadahan AirDocument7 pagesKesadahan Airmuhamad.badar9285No ratings yet
- Case 580n 580sn 580snwt 590sn Service ManualDocument20 pagesCase 580n 580sn 580snwt 590sn Service Manualwilliam100% (39)
- Duration of PenaltiesDocument1 pageDuration of PenaltiesArbee ArquizaNo ratings yet
- Dear Admissions Committee Chat GPT - 1Document1 pageDear Admissions Committee Chat GPT - 1Ganesh PolinaNo ratings yet
- Rajni Vashisht Ashwani TambatDocument10 pagesRajni Vashisht Ashwani Tambatvaibhav bansalNo ratings yet
- A Glossary of The Words and Phrases of Furness North Lancashire 1000216573Document272 pagesA Glossary of The Words and Phrases of Furness North Lancashire 1000216573Mohammad WaseemNo ratings yet
- Digest - Price Vs INNODATADocument3 pagesDigest - Price Vs INNODATAMary Martha Merilo100% (1)
- AnsDocument5 pagesAnsSravani RaoNo ratings yet
- Dr. Shayma'a Jamal Ahmed Prof. Genetic Engineering & BiotechnologyDocument32 pagesDr. Shayma'a Jamal Ahmed Prof. Genetic Engineering & BiotechnologyMariam QaisNo ratings yet
- 12 Siochi Vs GozonDocument10 pages12 Siochi Vs GozonPaolo CruzNo ratings yet
- Basic Computer TerminologyDocument8 pagesBasic Computer TerminologyLarry Garcia100% (1)
- Final Exam Form 1Document12 pagesFinal Exam Form 1ILANGGO KANANNo ratings yet
- DR Faustus A Tragic HeroDocument3 pagesDR Faustus A Tragic HeroRakesh Kumar100% (6)
- Julius Caesar TranslationDocument29 pagesJulius Caesar TranslationLIM KAI YI HCINo ratings yet