Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- IIW Diploma - WPE1 Course NotesDocument300 pagesIIW Diploma - WPE1 Course NotesBilly Tan100% (12)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- John Deere 318 BibleDocument440 pagesJohn Deere 318 BibleJ B100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Method Statement - D200 Expressway Crossing by HDD and Pipe Ramming - EnglishDocument75 pagesMethod Statement - D200 Expressway Crossing by HDD and Pipe Ramming - Englishvinh thieu100% (3)
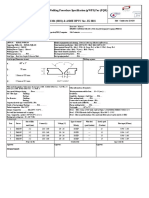
- Welding Procedure For SA-335 P22 PipeDocument2 pagesWelding Procedure For SA-335 P22 PipeBilly Tan0% (3)
- Bok:978 3 319 23362 8Document677 pagesBok:978 3 319 23362 8Dante GarzaNo ratings yet
- SSTC Steel Building Inspection Seminars - Spring 2012Document10 pagesSSTC Steel Building Inspection Seminars - Spring 2012greatsteelNo ratings yet
- Design - Part 4 - Job Knowledge 93Document4 pagesDesign - Part 4 - Job Knowledge 93Billy TanNo ratings yet
- Defects - Solidification Cracking - Job Knowledge 44Document5 pagesDefects - Solidification Cracking - Job Knowledge 44Billy TanNo ratings yet
- A Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Document4 pagesA Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Billy TanNo ratings yet
- Certificate of Calibration: ModelDocument1 pageCertificate of Calibration: ModelBilly TanNo ratings yet
- Ir Thermometer Sn1542000695 2 Mar 2018Document2 pagesIr Thermometer Sn1542000695 2 Mar 2018Billy TanNo ratings yet
- dpvc-09 Petrobras PDFDocument47 pagesdpvc-09 Petrobras PDFBilly TanNo ratings yet
- DACDocument180 pagesDACBilly Tan67% (3)
- UploadedFile 130150889032970873Document175 pagesUploadedFile 130150889032970873Sorescu Radu VasileNo ratings yet
- Nickel Base AlloysDocument2 pagesNickel Base AlloysElMacheteDelHuesoNo ratings yet
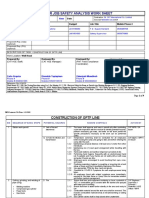
- 14 Construction of Optf LineDocument9 pages14 Construction of Optf LinePangky AbasoloNo ratings yet
- Table 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018Document32 pagesTable 302.3.4 Longitudinal Weld Joint Quality Factor, E: ASME B31.3-2018GabrielNo ratings yet
- JHA Vessel EntryDocument2 pagesJHA Vessel EntryRiyadh SalehNo ratings yet
- Aramco Interview QuestionsDocument7 pagesAramco Interview QuestionsShiju k GovindNo ratings yet
- Welding Processes Handbook by Klas WemanDocument2 pagesWelding Processes Handbook by Klas WemanAmanda Ariesta Aprilia0% (1)
- New Project Report-4Document31 pagesNew Project Report-4Muniru QudusNo ratings yet
- Electrode CalculationDocument2 pagesElectrode CalculationTejas PatelNo ratings yet
- Chapter 1 - OccupationsDocument4 pagesChapter 1 - OccupationsAnonymous dh6DITNo ratings yet
- Of The Nuclear Safety Standards Commission (KTA)Document123 pagesOf The Nuclear Safety Standards Commission (KTA)smallik3No ratings yet
- Senior High School Electronic Class Record: 21st Century Literature From The Philippines and The World (IC)Document47 pagesSenior High School Electronic Class Record: 21st Century Literature From The Philippines and The World (IC)Zypher BlakeNo ratings yet
- PQR REV. 2010a Interactive FormDocument2 pagesPQR REV. 2010a Interactive FormcosmicbunnyNo ratings yet
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Document3 pagesNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniNo ratings yet
- DDR Design Report 37-EndDocument43 pagesDDR Design Report 37-Endapi-544543693No ratings yet
- Ibrahim Nuruddin Katsina Thesis 2012Document306 pagesIbrahim Nuruddin Katsina Thesis 2012Tejveer YadavNo ratings yet
- Welded and Seamless Steel Pipe Piles: Standard Specification ForDocument7 pagesWelded and Seamless Steel Pipe Piles: Standard Specification Forsharon blushteinNo ratings yet
- Ibr Inspection ProtocolDocument4 pagesIbr Inspection ProtocolLipika Gayen100% (1)
- UEE QesDocument4 pagesUEE QesSravan KumarNo ratings yet
- Annexure 16 - Structural SteelDocument12 pagesAnnexure 16 - Structural SteelmasoodNo ratings yet
- Esab Origo Mig 510Document2 pagesEsab Origo Mig 510Khaled MekhamerNo ratings yet
- Project: Bending BrakeDocument3 pagesProject: Bending Brakejose.figueroa@foseco.comNo ratings yet
- Digital Radiography and StandardDocument33 pagesDigital Radiography and StandardAbd Rahman AliasNo ratings yet
- CAMTECH Recommendations On Syllabus For Initial Training Course For SSE-JE - TRSDocument24 pagesCAMTECH Recommendations On Syllabus For Initial Training Course For SSE-JE - TRSmukesh lachhwaniNo ratings yet
- Durability Assessment of Welded Structures Based On Welding Simulation With LS-DYNADocument13 pagesDurability Assessment of Welded Structures Based On Welding Simulation With LS-DYNAAmir IskandarNo ratings yet
- Form InspeksiDocument5 pagesForm InspeksiEdy DataNo ratings yet