Download as xls, pdf, or txt
You might also like
- MS Manhole ChambersDocument24 pagesMS Manhole ChambersAbdul Muneer PalapraNo ratings yet
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan GuruNo ratings yet
- NDE Procedures: Authorized byDocument4 pagesNDE Procedures: Authorized byEdAlm100% (1)
- Positive Recall ProcedureDocument6 pagesPositive Recall ProcedureSiva RamNo ratings yet
- Working ITPDocument4 pagesWorking ITPStephen BoodooNo ratings yet
- R057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor PackageDocument10 pagesR057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor Packagedharwin100% (1)
- R057-Ac-It-003 (C) - Inspection and Test Plan For Skid StructureDocument14 pagesR057-Ac-It-003 (C) - Inspection and Test Plan For Skid StructuredharwinNo ratings yet
- Safe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallDocument1 pageSafe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallHarun Akkaya100% (1)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa Baba100% (1)
- ELT-01-CQ-PC-XXXX Welding Consumables Receiving, Storage and HandlingDocument11 pagesELT-01-CQ-PC-XXXX Welding Consumables Receiving, Storage and HandlingjorgekarlosprNo ratings yet
- A.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingDocument7 pagesA.3.10 JP152-300-DQP-05.81-90014-02 Gross Leak TestingJabel Oil Services Technical DPT100% (1)
- Dokumen - Tips - Project Packing and Preservation ProcedureDocument27 pagesDokumen - Tips - Project Packing and Preservation ProceduremohdfaridabubakarNo ratings yet
- Itp PipingDocument18 pagesItp PipingBayu Reza Fauzi100% (1)
- Occpl: Hydro & Pneumatic Test ProcedureDocument3 pagesOccpl: Hydro & Pneumatic Test ProcedureNupesh katreNo ratings yet
- Qap HPCLDocument13 pagesQap HPCLdarshan100% (1)
- Nde Map & Nde Procedure (Sudah Di Revisi)Document4 pagesNde Map & Nde Procedure (Sudah Di Revisi)Hardika SambilangNo ratings yet
- A-Qac-Pro-730-38930 Rev ADocument10 pagesA-Qac-Pro-730-38930 Rev ARamzi ZoghlamiNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- QCP 10 Hydrotest and Flushing ProcedureDocument15 pagesQCP 10 Hydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Positive Material Identification Procedure (PMI)Document13 pagesPositive Material Identification Procedure (PMI)SANUNo ratings yet
- Inspection & Test Plan TankDocument3 pagesInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- Construction Leak Test ProcedureDocument9 pagesConstruction Leak Test Procedurezack zeeart100% (1)
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimuntheNo ratings yet
- Welding Surveillance ReportDocument15 pagesWelding Surveillance ReportTuấn PhạmNo ratings yet
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFDocument7 pagesShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTNo ratings yet
- Snoop Leak Test LiquidDocument6 pagesSnoop Leak Test Liquidaldi_crisNo ratings yet
- TEP-1265561-P99-0003 Material Receiving and Traceability ProcedureDocument14 pagesTEP-1265561-P99-0003 Material Receiving and Traceability ProcedureTadaya Kasahara100% (2)
- ITP - Erection and Testing of AG and UG Welded PipingDocument10 pagesITP - Erection and Testing of AG and UG Welded PipingVasilica BArbarasaNo ratings yet
- Procedure For LPT TestDocument4 pagesProcedure For LPT Testdyke_enggNo ratings yet
- F.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselDocument6 pagesF.sq-p.002 Rev. 0 Procedure For Existing Pressure VesselIksan Adityo MulyoNo ratings yet
- G. Std. ITP For Pipeline Job PDFDocument4 pagesG. Std. ITP For Pipeline Job PDFAnonymous 4e7GNjzGW100% (1)
- Rotating Itp 1Document4 pagesRotating Itp 1abdul aziz100% (1)
- Sample RBI ReportDocument4 pagesSample RBI ReportSyed Mahmud Habibur RahmanNo ratings yet
- Iqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Document54 pagesIqwq Ce1092 Qpqac 00 0002 - 0 Quality Control Procedure for Piping管道质量控制程序Ali Majeed100% (1)
- MRB IndexDocument1 pageMRB IndexVishnuGKNo ratings yet
- ITP SampleDocument6 pagesITP SampleMat RidhanNo ratings yet
- STD-InSP-0004 (Material Identification Proceudre)Document3 pagesSTD-InSP-0004 (Material Identification Proceudre)airbroomNo ratings yet
- Procedure Qualification ReportDocument5 pagesProcedure Qualification ReportDieu TranNo ratings yet
- F07-Visual Inspection Report NEWDocument1 pageF07-Visual Inspection Report NEWmohd as shahiddin jafriNo ratings yet
- Visit Report - 325 Dated 25.09.18Document3 pagesVisit Report - 325 Dated 25.09.18Vinay YadavNo ratings yet
- Iqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Document17 pagesIqwq-ce1092-Mpere-00-0001 - 1 Static Equipement Installation Plan (Tank)Ali MajeedNo ratings yet
- Hydrostatic Test ProcedureDocument8 pagesHydrostatic Test ProcedureNenad TomicNo ratings yet
- ITPDocument1 pageITPVenkatesh PethurajNo ratings yet
- Indian Oil Corporation Limited (Pipeline Divn.) Patna-Motihari-Baitalpur-PipelineDocument30 pagesIndian Oil Corporation Limited (Pipeline Divn.) Patna-Motihari-Baitalpur-Pipelinesaravanakkumar boominathanNo ratings yet
- ITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFDocument29 pagesITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFBlade ChannelTvNo ratings yet
- Inspection & Test Plan: For Non Slam Check Valve (Axial Type)Document4 pagesInspection & Test Plan: For Non Slam Check Valve (Axial Type)Jeroan AyamNo ratings yet
- 1798-305-RC-0-B Packing ProcedureDocument28 pages1798-305-RC-0-B Packing ProcedureBrain AliveNo ratings yet
- J910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.ADocument18 pagesJ910-DH02-P10ZEN-040007 - (AHF) Field ITP For Bund Wall Work For Ash Handling Facilities - Rev.Arudi sarifudinNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document14 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Materiale Inspection Report QAQc Form - 01 (Joint Fit Up)Document2 pagesMateriale Inspection Report QAQc Form - 01 (Joint Fit Up)AliDadKhanNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- B Qac Pro 210 39161 ADocument12 pagesB Qac Pro 210 39161 AZaidiNo ratings yet
- Pt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesDocument0 pagesPt. Alfa Valves Indonesia: Production General Process Flow Chart of ValvesZoebairNo ratings yet
- ONS-09-0-PR-5254 - R3 ITP For Atmospheric Tank Work - AFCDocument34 pagesONS-09-0-PR-5254 - R3 ITP For Atmospheric Tank Work - AFCshankarmech04@gmail.comNo ratings yet
- Npe SD Sqe Pip Ax4303 0009 Pad Leak TestDocument7 pagesNpe SD Sqe Pip Ax4303 0009 Pad Leak TestYulian Adhriansyah100% (1)
- Nspection Eport: EneralDocument3 pagesNspection Eport: Eneralberbin josNo ratings yet
- Iso9001 AsmeDocument2 pagesIso9001 AsmeAnonymous wKvJXBJ2iNo ratings yet
- Procedure For Vacuum Box TestingDocument3 pagesProcedure For Vacuum Box TestingZakirUllahNo ratings yet
- CPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingDocument18 pagesCPP-NA2-PM-PLN-0015 Procedure For Hydrostatic TestingAdil Ijaz100% (1)
- R057-AC-IT-004 (C) - ITP For Air Dryer VesselDocument16 pagesR057-AC-IT-004 (C) - ITP For Air Dryer Vesseldharwin0% (1)
- Cleaning and Repair Boiler and Shoot Blower Scope of Works and SupplyDocument1 pageCleaning and Repair Boiler and Shoot Blower Scope of Works and SupplydharwinNo ratings yet
- Mechanical Calculation FOR Air Receiver Tank 1000 L TAG NO: RTQ AR 1000Document105 pagesMechanical Calculation FOR Air Receiver Tank 1000 L TAG NO: RTQ AR 1000dharwinNo ratings yet
- Wire Rope - Sling Inspection ReportDocument2 pagesWire Rope - Sling Inspection ReportdharwinNo ratings yet
- Flange Input CalcDocument12 pagesFlange Input CalcdharwinNo ratings yet
- Lifting Lug CalcDocument4 pagesLifting Lug CalcdharwinNo ratings yet
- Cover T-1Document1 pageCover T-1dharwinNo ratings yet
- Electrical Wire - Plug Inspection RecordDocument2 pagesElectrical Wire - Plug Inspection RecorddharwinNo ratings yet
- Content Penyederhanaan Izin Subsektor MigasDocument3 pagesContent Penyederhanaan Izin Subsektor MigasdharwinNo ratings yet
- Commissioning Start-Up Request Form 2016 03Document3 pagesCommissioning Start-Up Request Form 2016 03dharwinNo ratings yet
- Hardness Certificate SampleDocument3 pagesHardness Certificate SampledharwinNo ratings yet
- Mechanical Engineering Training Calendar 2015Document4 pagesMechanical Engineering Training Calendar 2015dharwinNo ratings yet
- Phenguard 930: Description Principal CharacteristicsDocument24 pagesPhenguard 930: Description Principal CharacteristicsdharwinNo ratings yet
- Pile Configuration Table: Actual NorthDocument1 pagePile Configuration Table: Actual NorthdharwinNo ratings yet
- Document Register List: No Department Document No Content Revison Issued DateDocument4 pagesDocument Register List: No Department Document No Content Revison Issued DatedharwinNo ratings yet
- Lnstallation Accessories BHC Series Explosion-Proof Aluminum Alloy BushingsDocument1 pageLnstallation Accessories BHC Series Explosion-Proof Aluminum Alloy BushingsdharwinNo ratings yet
- PHL 500Document4 pagesPHL 500dharwinNo ratings yet
- d301232x012 Flow Bos PDFDocument152 pagesd301232x012 Flow Bos PDFdharwinNo ratings yet
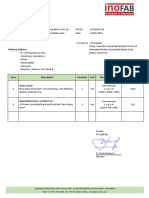
- Packing List: Pt. InofabDocument1 pagePacking List: Pt. InofabdharwinNo ratings yet
- Fittings TB 3Document176 pagesFittings TB 3dharwinNo ratings yet
- Fittings TB 3Document176 pagesFittings TB 3dharwinNo ratings yet
- 04 Manifold HydraulicsDocument29 pages04 Manifold HydraulicsVeena NageshNo ratings yet
- Plumbing Fittings Module 3 PDFDocument37 pagesPlumbing Fittings Module 3 PDFSheila-May Clariño100% (1)
- Design CrimperDocument4 pagesDesign CrimperRomulus Situ MorankNo ratings yet
- Saic RT 2007Document9 pagesSaic RT 2007munnaNo ratings yet
- Emaco Products Catalog 2021Document66 pagesEmaco Products Catalog 2021koum juniorNo ratings yet
- Regulatory DutyDocument30 pagesRegulatory DutyZulqarnain Ul HassanNo ratings yet
- Attachment II - OCTG SoW Large BoreDocument142 pagesAttachment II - OCTG SoW Large Borelucy61c5No ratings yet
- Itr CoatingDocument4 pagesItr Coatingcsc EXPERTISENo ratings yet
- Pressure Releaving StationDocument11 pagesPressure Releaving StationSreejesh Sundaresan100% (1)
- Xfs Sub Surface Dripline Performance ChartsDocument2 pagesXfs Sub Surface Dripline Performance ChartsYASSER SHAALANNo ratings yet
- CXVB Evaporative Condenser: Table of ContentsDocument20 pagesCXVB Evaporative Condenser: Table of ContentsJohnnybacsiNo ratings yet
- Pump Installation Guide LLCDocument12 pagesPump Installation Guide LLCJoanna Lauer-Trąbczyńska100% (1)
- Pneumatic Cylinders: Ø160 To Ø320 MM According To ISO 15552Document24 pagesPneumatic Cylinders: Ø160 To Ø320 MM According To ISO 15552Zoran JankovNo ratings yet
- 254-SCCAD Base 5, 8430 Mexico RD., Ofallon, MO 63366 - MEP DwgsDocument18 pages254-SCCAD Base 5, 8430 Mexico RD., Ofallon, MO 63366 - MEP DwgsMirelNo ratings yet
- Process Piping DraftingDocument3 pagesProcess Piping DraftingtsplinstNo ratings yet
- Methode of Statement of StoreDocument3 pagesMethode of Statement of StoreNikhil ManjrekarNo ratings yet
- Technical English 2.Document32 pagesTechnical English 2.Jhostin AntonioNo ratings yet
- Lifting Lug CalculationsDocument6 pagesLifting Lug CalculationsparhamadkNo ratings yet
- 33 - TDS - Thoro WaterplugDocument3 pages33 - TDS - Thoro WaterplugOgbedande Awo OrunmilaNo ratings yet
- Petropipe Brochure (English)Document16 pagesPetropipe Brochure (English)Nuaym KhalidNo ratings yet
- Sanitary Appliances & FittingsDocument32 pagesSanitary Appliances & FittingsZølfadhli ZamirzaNo ratings yet
- Piping Guide BookDocument15 pagesPiping Guide BookJagankumar100% (1)
- Richpac® Spiral Wound Gask ETDocument13 pagesRichpac® Spiral Wound Gask ETIgor NircaNo ratings yet
- Elverk Whisper InstallationDocument28 pagesElverk Whisper InstallationPer LöfgrenNo ratings yet
- Name: Mohammad Danish: ObjectiveDocument5 pagesName: Mohammad Danish: ObjectiveRaghuraj SrinivasanNo ratings yet
- 1 CH 3Document29 pages1 CH 3mohammed yasharNo ratings yet
- VRF Indoor Unit High Static Pressure Duct (2 Generation DC Series, 50/60Hz)Document2 pagesVRF Indoor Unit High Static Pressure Duct (2 Generation DC Series, 50/60Hz)Giann CarlosNo ratings yet
- 2006-4200-1J-0004 Rev 0 STN-S Pipe Stress Analysis Report Flare Piping System - ApprovedDocument98 pages2006-4200-1J-0004 Rev 0 STN-S Pipe Stress Analysis Report Flare Piping System - ApprovednanoNo ratings yet