
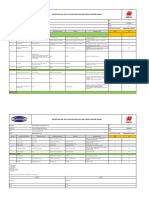
Blasting & Coating Procedure For Fabricated Steel Structure
Blasting & Coating Procedure For Fabricated Steel Structure
You might also like
- Blasting and Painting Inspection and Test PlanDocument3 pagesBlasting and Painting Inspection and Test PlanNnamdi Amadi80% (5)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Chem IA 2Document8 pagesChem IA 2mukund1027100% (2)
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- 36 - Painting Procedure - Rev0Document21 pages36 - Painting Procedure - Rev0Duc ThinNo ratings yet
- Job Specification Shop & Field PaintingDocument47 pagesJob Specification Shop & Field PaintingVikash TiwariNo ratings yet
- Holiday Testing ProcedureDocument1 pageHoliday Testing ProcedureSyed Zakiuddin100% (2)
- Painting Quality Control Plan SampleDocument19 pagesPainting Quality Control Plan SampleJaun Viviers0% (1)
- Pt. Duta Utama Tehnik Abadi: Blasting & PaintingDocument3 pagesPt. Duta Utama Tehnik Abadi: Blasting & Paintingmarifa tullahNo ratings yet
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Quality Systems Manual Method Statement: Steel Structure Fireproof Paint Application (Hensotherm 2Ks)Document8 pagesQuality Systems Manual Method Statement: Steel Structure Fireproof Paint Application (Hensotherm 2Ks)Lloyd Mari0% (1)
- Surface PreparationDocument4 pagesSurface PreparationjasmineammaNo ratings yet
- Study On The Stoichiometry and Reaction Products of Extra Virgin Olive Oil OzonationDocument5 pagesStudy On The Stoichiometry and Reaction Products of Extra Virgin Olive Oil OzonationAlexiss Chavez-De la Mora100% (1)
- Firefighter II Candidate Handbook - 2 PDFDocument22 pagesFirefighter II Candidate Handbook - 2 PDFf.BNo ratings yet
- Quality Plan 1325-27 Rev 02 - Blasting PaintingDocument10 pagesQuality Plan 1325-27 Rev 02 - Blasting Paintingsuriya100% (1)
- Procedure of Apcs-113cDocument8 pagesProcedure of Apcs-113cNoman AhmedNo ratings yet
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- O - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingDocument10 pagesO - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingMDhana SekarNo ratings yet
- Surface Preparation & Coating Application RecordDocument2 pagesSurface Preparation & Coating Application RecordANIL PLAMOOTTILNo ratings yet
- TDS Aqua SealerDocument2 pagesTDS Aqua SealerFaiz Zainudin100% (1)
- ITP Steel Structure Rev.01Document2 pagesITP Steel Structure Rev.01Imam SyarifudinNo ratings yet
- Blasting & Painting ProcedureDocument10 pagesBlasting & Painting ProcedurepraksahNo ratings yet
- ITP Inspection and Test Plan 6MODocument2 pagesITP Inspection and Test Plan 6MOAS DevNo ratings yet
- Leak Test Procedure of Atmospheric VesselDocument9 pagesLeak Test Procedure of Atmospheric VesselRicardo NapitupuluNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- Procedure For Surface PreparationDocument10 pagesProcedure For Surface PreparationEric MagnayeNo ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- Blasting PaintingDocument3 pagesBlasting PaintingAthirah AkhmaNo ratings yet
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNo ratings yet
- Inspection and Test Plan For Pipe Rack and Piping Painting WorksDocument2 pagesInspection and Test Plan For Pipe Rack and Piping Painting WorksRanjan KumarNo ratings yet
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
- Blasting Painting Procedure For Structural Steel Rev 00Document17 pagesBlasting Painting Procedure For Structural Steel Rev 00Praful N KNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- Condensate Tank WELDING LOGDocument6 pagesCondensate Tank WELDING LOGhasan shahriarNo ratings yet
- Dewpoint: Coating & Painting InspectionDocument6 pagesDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- Daily Work Report - Structural Steel Painting: Field AppliedDocument2 pagesDaily Work Report - Structural Steel Painting: Field ApplieddilipNo ratings yet
- Painting Procedure NG SystemsDocument6 pagesPainting Procedure NG SystemsTanveer Rajput EngrNo ratings yet
- Galavnized Steel Coil MTCDocument1 pageGalavnized Steel Coil MTCQingdao Baosen SteelNo ratings yet
- 3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Document2 pages3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Walid Amdouni100% (1)
- Apcs-113a Method StatmentDocument7 pagesApcs-113a Method StatmentNoman AhmedNo ratings yet
- Test: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceDocument6 pagesTest: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceNurmalinda SihombingNo ratings yet
- Itp For Painting WorksDocument28 pagesItp For Painting WorksAhmed saberNo ratings yet
- Barcoill Hardness Test PDFDocument2 pagesBarcoill Hardness Test PDFProkopNo ratings yet
- Method Statement - Painting - R01Document40 pagesMethod Statement - Painting - R01Rawoofuddin Chand100% (1)
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- Apcs 17a 85710Document2 pagesApcs 17a 85710jojo_323No ratings yet
- DPT ProcedureDocument4 pagesDPT ProcedureRohit Attri100% (1)
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- 09-Surface Preparation and Painting RecordDocument1 page09-Surface Preparation and Painting RecordJOSHUA SULLEGUE100% (1)
- Qr-2000-02 - QC Concrete Pour Report Check List FormDocument1 pageQr-2000-02 - QC Concrete Pour Report Check List FormHaekal Ramadhan100% (1)
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterNo ratings yet
- QC Dossier 1Document1 pageQC Dossier 1VishnuGKNo ratings yet
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Daily Painting Inspection Report 01Document1 pageDaily Painting Inspection Report 01Oussama Ben AbbesNo ratings yet
- TGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0Document18 pagesTGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0ngtchungNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 07250-1 FireproofingDocument4 pagesITCC in Riyadh Residential Complex J10-13300 07250-1 FireproofinguddinnadeemNo ratings yet
- Form Sandblast & Painting ReportDocument3 pagesForm Sandblast & Painting ReportKMPE Div PPICNo ratings yet
- Blasting and Coating ProcedureDocument8 pagesBlasting and Coating Procedureaamirsaddiq100% (1)
- Working Procedure Ls1-Ls4Document9 pagesWorking Procedure Ls1-Ls4Tuğrulhan ÖzdemirNo ratings yet
- Procedure Painting Mps Epoxcy - Final - PT KhiDocument12 pagesProcedure Painting Mps Epoxcy - Final - PT KhisinambeladavidNo ratings yet
- Ms For Demin Water Tank Modification Rev 1 Feb. 28 2011lastDocument9 pagesMs For Demin Water Tank Modification Rev 1 Feb. 28 2011lastsharif339100% (1)
- Et WHP02 0000 Mec TPB 1003 - Ar 0001Document60 pagesEt WHP02 0000 Mec TPB 1003 - Ar 0001orea1No ratings yet
- Document Transmittal: SAW-CWCO-TR149 15 January 2013Document8 pagesDocument Transmittal: SAW-CWCO-TR149 15 January 2013Budi IndraNo ratings yet
- Abu Ali project-APCS 1D Using Hempel Paint REV.01 PDFDocument10 pagesAbu Ali project-APCS 1D Using Hempel Paint REV.01 PDFravi ajith100% (1)
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Corrosion Op MondayDocument2 pagesCorrosion Op MondayjasmineammaNo ratings yet
- 30 12 14 Expediting Report GoodrichGasketsDocument2 pages30 12 14 Expediting Report GoodrichGasketsjasmineamma100% (1)
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Expediting Report MIL-18AugDocument3 pagesExpediting Report MIL-18AugjasmineammaNo ratings yet
- Expediting Report MIL-30Sept FINALDocument2 pagesExpediting Report MIL-30Sept FINALjasmineamma100% (1)
- Bolster Engineering Solutions Pvt. LTD.: From TO Expense in Inr Remarks 1 7/10/2016Document1 pageBolster Engineering Solutions Pvt. LTD.: From TO Expense in Inr Remarks 1 7/10/2016jasmineammaNo ratings yet
- Bolster Engineering Solutions Pvt. LTD.: SR No Place From To Expenses INR RemarksDocument1 pageBolster Engineering Solutions Pvt. LTD.: SR No Place From To Expenses INR RemarksjasmineammaNo ratings yet
- 2E-1103 Final Report Train-2 MI April-2013Document4 pages2E-1103 Final Report Train-2 MI April-2013jasmineammaNo ratings yet
- Piping Class Specification - CNE-001-2006-E-08-M-L-10126Document20 pagesPiping Class Specification - CNE-001-2006-E-08-M-L-10126Mubashir fareedNo ratings yet
- Linnhoff Presentation Cold & Hot Recycling - 2009Document27 pagesLinnhoff Presentation Cold & Hot Recycling - 2009willypraviantoNo ratings yet
- Chemical Handling 1Document21 pagesChemical Handling 1midoNo ratings yet
- Qpedia Mar07 Pressure Drop CalculationsDocument2 pagesQpedia Mar07 Pressure Drop Calculationskriengsak ruangdechNo ratings yet
- Rubber Type: Teknologi KaretDocument13 pagesRubber Type: Teknologi KaretlarasatiNo ratings yet
- Plastic Mixed Reinforced ConcreteDocument10 pagesPlastic Mixed Reinforced ConcreteUmange RanasingheNo ratings yet
- Rootcause Analysis of Discoloration of PDocument11 pagesRootcause Analysis of Discoloration of Phassan ghorbaniNo ratings yet
- Reverse Osmosis SystemsDocument1 pageReverse Osmosis SystemsNaresh KhubaniNo ratings yet
- Oxy Demand Web ExDocument84 pagesOxy Demand Web ExworrieskNo ratings yet
- Mortar Cement BrochureDocument6 pagesMortar Cement BrochureAlbert Valentinus Christy WibowoNo ratings yet
- Multi Pressure Vapour Compression Refrigeration SystemDocument11 pagesMulti Pressure Vapour Compression Refrigeration SystemDeepakNo ratings yet
- A Pre-Concentration and Online Solid Phase Extraction Setup For The LC-MS Analysis of Therapeutic Protein MixturesDocument8 pagesA Pre-Concentration and Online Solid Phase Extraction Setup For The LC-MS Analysis of Therapeutic Protein MixturesReactivos Para-AnalisisNo ratings yet
- VLE With Goalseek TXY Diag Antoine EqnDocument3 pagesVLE With Goalseek TXY Diag Antoine EqnwinkiNo ratings yet
- Building Materials and Technology 1 & 2 MODULE - IDocument156 pagesBuilding Materials and Technology 1 & 2 MODULE - IAr Anil KumarNo ratings yet
- Airforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....Document4 pagesAirforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....MAI_QualityNo ratings yet
- Triethanolamine (Traducción Aminas)Document6 pagesTriethanolamine (Traducción Aminas)Fernando AvilaNo ratings yet
- PSD200912 Meter PG 46 PDFDocument84 pagesPSD200912 Meter PG 46 PDFosamamae100% (1)
- Refrigeration Test RigDocument7 pagesRefrigeration Test Rigshibin874141100% (1)
- Units: Young'S ModulusDocument15 pagesUnits: Young'S ModulusAl BorromeoNo ratings yet
- Frank P Incropera - Fundamentals of Heat and Mass Transfer (2007, John Wiley)Document19 pagesFrank P Incropera - Fundamentals of Heat and Mass Transfer (2007, John Wiley)shahzad aliNo ratings yet
- 02juneDocument33 pages02juneAkshata GhorpadeNo ratings yet
- Iit NotesDocument54 pagesIit NotesAnand BankadNo ratings yet
- Assignment 2 DR Azizul PDFDocument4 pagesAssignment 2 DR Azizul PDFjinNo ratings yet
- Cresols and Xylenols (P-Cresol)Document44 pagesCresols and Xylenols (P-Cresol)Marcus100% (1)
- Chemical Process Calculations - Short TutorialDocument5 pagesChemical Process Calculations - Short TutorialMohammad AtifNo ratings yet
- Alcohols - Organic Chemistry (1) - 3Document12 pagesAlcohols - Organic Chemistry (1) - 3Defaults rulezNo ratings yet
- Table (Thermal Conductivity of Various Materials at 0 C)Document8 pagesTable (Thermal Conductivity of Various Materials at 0 C)seraj ibramemNo ratings yet


































































































Download as docx, pdf, or txt
You might also like
- Blasting and Painting Inspection and Test PlanDocument3 pagesBlasting and Painting Inspection and Test PlanNnamdi Amadi80% (5)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Chem IA 2Document8 pagesChem IA 2mukund1027100% (2)
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- 36 - Painting Procedure - Rev0Document21 pages36 - Painting Procedure - Rev0Duc ThinNo ratings yet
- Job Specification Shop & Field PaintingDocument47 pagesJob Specification Shop & Field PaintingVikash TiwariNo ratings yet
- Holiday Testing ProcedureDocument1 pageHoliday Testing ProcedureSyed Zakiuddin100% (2)
- Painting Quality Control Plan SampleDocument19 pagesPainting Quality Control Plan SampleJaun Viviers0% (1)
- Pt. Duta Utama Tehnik Abadi: Blasting & PaintingDocument3 pagesPt. Duta Utama Tehnik Abadi: Blasting & Paintingmarifa tullahNo ratings yet
- Fireproofing Check List Quality Control and Inspection Report FormDocument1 pageFireproofing Check List Quality Control and Inspection Report FormAnonymous 4e7GNjzGWNo ratings yet
- Quality Systems Manual Method Statement: Steel Structure Fireproof Paint Application (Hensotherm 2Ks)Document8 pagesQuality Systems Manual Method Statement: Steel Structure Fireproof Paint Application (Hensotherm 2Ks)Lloyd Mari0% (1)
- Surface PreparationDocument4 pagesSurface PreparationjasmineammaNo ratings yet
- Study On The Stoichiometry and Reaction Products of Extra Virgin Olive Oil OzonationDocument5 pagesStudy On The Stoichiometry and Reaction Products of Extra Virgin Olive Oil OzonationAlexiss Chavez-De la Mora100% (1)
- Firefighter II Candidate Handbook - 2 PDFDocument22 pagesFirefighter II Candidate Handbook - 2 PDFf.BNo ratings yet
- Quality Plan 1325-27 Rev 02 - Blasting PaintingDocument10 pagesQuality Plan 1325-27 Rev 02 - Blasting Paintingsuriya100% (1)
- Procedure of Apcs-113cDocument8 pagesProcedure of Apcs-113cNoman AhmedNo ratings yet
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- O - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingDocument10 pagesO - (TOC) - SOP - 011 - R0 - SOP For External Painting and CoatingMDhana SekarNo ratings yet
- Surface Preparation & Coating Application RecordDocument2 pagesSurface Preparation & Coating Application RecordANIL PLAMOOTTILNo ratings yet
- TDS Aqua SealerDocument2 pagesTDS Aqua SealerFaiz Zainudin100% (1)
- ITP Steel Structure Rev.01Document2 pagesITP Steel Structure Rev.01Imam SyarifudinNo ratings yet
- Blasting & Painting ProcedureDocument10 pagesBlasting & Painting ProcedurepraksahNo ratings yet
- ITP Inspection and Test Plan 6MODocument2 pagesITP Inspection and Test Plan 6MOAS DevNo ratings yet
- Leak Test Procedure of Atmospheric VesselDocument9 pagesLeak Test Procedure of Atmospheric VesselRicardo NapitupuluNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- Procedure For Surface PreparationDocument10 pagesProcedure For Surface PreparationEric MagnayeNo ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- Blasting PaintingDocument3 pagesBlasting PaintingAthirah AkhmaNo ratings yet
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNo ratings yet
- Inspection and Test Plan For Pipe Rack and Piping Painting WorksDocument2 pagesInspection and Test Plan For Pipe Rack and Piping Painting WorksRanjan KumarNo ratings yet
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianNo ratings yet
- Blasting Painting Procedure For Structural Steel Rev 00Document17 pagesBlasting Painting Procedure For Structural Steel Rev 00Praful N KNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- Condensate Tank WELDING LOGDocument6 pagesCondensate Tank WELDING LOGhasan shahriarNo ratings yet
- Dewpoint: Coating & Painting InspectionDocument6 pagesDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- Daily Work Report - Structural Steel Painting: Field AppliedDocument2 pagesDaily Work Report - Structural Steel Painting: Field ApplieddilipNo ratings yet
- Painting Procedure NG SystemsDocument6 pagesPainting Procedure NG SystemsTanveer Rajput EngrNo ratings yet
- Galavnized Steel Coil MTCDocument1 pageGalavnized Steel Coil MTCQingdao Baosen SteelNo ratings yet
- 3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Document2 pages3-23 - Painting Works Inspection and Test Plan (PL212533-SP-ETG-5231-00)Walid Amdouni100% (1)
- Apcs-113a Method StatmentDocument7 pagesApcs-113a Method StatmentNoman AhmedNo ratings yet
- Test: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceDocument6 pagesTest: Ambient Temperature (Wet/Dry), Dew Point, Peralatan: Sling Hygrometer, Dew Point Calculator, SurfaceNurmalinda SihombingNo ratings yet
- Itp For Painting WorksDocument28 pagesItp For Painting WorksAhmed saberNo ratings yet
- Barcoill Hardness Test PDFDocument2 pagesBarcoill Hardness Test PDFProkopNo ratings yet
- Method Statement - Painting - R01Document40 pagesMethod Statement - Painting - R01Rawoofuddin Chand100% (1)
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- Apcs 17a 85710Document2 pagesApcs 17a 85710jojo_323No ratings yet
- DPT ProcedureDocument4 pagesDPT ProcedureRohit Attri100% (1)
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- 09-Surface Preparation and Painting RecordDocument1 page09-Surface Preparation and Painting RecordJOSHUA SULLEGUE100% (1)
- Qr-2000-02 - QC Concrete Pour Report Check List FormDocument1 pageQr-2000-02 - QC Concrete Pour Report Check List FormHaekal Ramadhan100% (1)
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterNo ratings yet
- QC Dossier 1Document1 pageQC Dossier 1VishnuGKNo ratings yet
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Daily Painting Inspection Report 01Document1 pageDaily Painting Inspection Report 01Oussama Ben AbbesNo ratings yet
- TGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0Document18 pagesTGT PVCMS Q XXX PR 0012 - Dimensional Procedure B0ngtchungNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 07250-1 FireproofingDocument4 pagesITCC in Riyadh Residential Complex J10-13300 07250-1 FireproofinguddinnadeemNo ratings yet
- Form Sandblast & Painting ReportDocument3 pagesForm Sandblast & Painting ReportKMPE Div PPICNo ratings yet
- Blasting and Coating ProcedureDocument8 pagesBlasting and Coating Procedureaamirsaddiq100% (1)
- Working Procedure Ls1-Ls4Document9 pagesWorking Procedure Ls1-Ls4Tuğrulhan ÖzdemirNo ratings yet
- Procedure Painting Mps Epoxcy - Final - PT KhiDocument12 pagesProcedure Painting Mps Epoxcy - Final - PT KhisinambeladavidNo ratings yet
- Ms For Demin Water Tank Modification Rev 1 Feb. 28 2011lastDocument9 pagesMs For Demin Water Tank Modification Rev 1 Feb. 28 2011lastsharif339100% (1)
- Et WHP02 0000 Mec TPB 1003 - Ar 0001Document60 pagesEt WHP02 0000 Mec TPB 1003 - Ar 0001orea1No ratings yet
- Document Transmittal: SAW-CWCO-TR149 15 January 2013Document8 pagesDocument Transmittal: SAW-CWCO-TR149 15 January 2013Budi IndraNo ratings yet
- Abu Ali project-APCS 1D Using Hempel Paint REV.01 PDFDocument10 pagesAbu Ali project-APCS 1D Using Hempel Paint REV.01 PDFravi ajith100% (1)
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Corrosion Op MondayDocument2 pagesCorrosion Op MondayjasmineammaNo ratings yet
- 30 12 14 Expediting Report GoodrichGasketsDocument2 pages30 12 14 Expediting Report GoodrichGasketsjasmineamma100% (1)
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Expediting Report MIL-18AugDocument3 pagesExpediting Report MIL-18AugjasmineammaNo ratings yet
- Expediting Report MIL-30Sept FINALDocument2 pagesExpediting Report MIL-30Sept FINALjasmineamma100% (1)
- Bolster Engineering Solutions Pvt. LTD.: From TO Expense in Inr Remarks 1 7/10/2016Document1 pageBolster Engineering Solutions Pvt. LTD.: From TO Expense in Inr Remarks 1 7/10/2016jasmineammaNo ratings yet
- Bolster Engineering Solutions Pvt. LTD.: SR No Place From To Expenses INR RemarksDocument1 pageBolster Engineering Solutions Pvt. LTD.: SR No Place From To Expenses INR RemarksjasmineammaNo ratings yet
- 2E-1103 Final Report Train-2 MI April-2013Document4 pages2E-1103 Final Report Train-2 MI April-2013jasmineammaNo ratings yet
- Piping Class Specification - CNE-001-2006-E-08-M-L-10126Document20 pagesPiping Class Specification - CNE-001-2006-E-08-M-L-10126Mubashir fareedNo ratings yet
- Linnhoff Presentation Cold & Hot Recycling - 2009Document27 pagesLinnhoff Presentation Cold & Hot Recycling - 2009willypraviantoNo ratings yet
- Chemical Handling 1Document21 pagesChemical Handling 1midoNo ratings yet
- Qpedia Mar07 Pressure Drop CalculationsDocument2 pagesQpedia Mar07 Pressure Drop Calculationskriengsak ruangdechNo ratings yet
- Rubber Type: Teknologi KaretDocument13 pagesRubber Type: Teknologi KaretlarasatiNo ratings yet
- Plastic Mixed Reinforced ConcreteDocument10 pagesPlastic Mixed Reinforced ConcreteUmange RanasingheNo ratings yet
- Rootcause Analysis of Discoloration of PDocument11 pagesRootcause Analysis of Discoloration of Phassan ghorbaniNo ratings yet
- Reverse Osmosis SystemsDocument1 pageReverse Osmosis SystemsNaresh KhubaniNo ratings yet
- Oxy Demand Web ExDocument84 pagesOxy Demand Web ExworrieskNo ratings yet
- Mortar Cement BrochureDocument6 pagesMortar Cement BrochureAlbert Valentinus Christy WibowoNo ratings yet
- Multi Pressure Vapour Compression Refrigeration SystemDocument11 pagesMulti Pressure Vapour Compression Refrigeration SystemDeepakNo ratings yet
- A Pre-Concentration and Online Solid Phase Extraction Setup For The LC-MS Analysis of Therapeutic Protein MixturesDocument8 pagesA Pre-Concentration and Online Solid Phase Extraction Setup For The LC-MS Analysis of Therapeutic Protein MixturesReactivos Para-AnalisisNo ratings yet
- VLE With Goalseek TXY Diag Antoine EqnDocument3 pagesVLE With Goalseek TXY Diag Antoine EqnwinkiNo ratings yet
- Building Materials and Technology 1 & 2 MODULE - IDocument156 pagesBuilding Materials and Technology 1 & 2 MODULE - IAr Anil KumarNo ratings yet
- Airforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....Document4 pagesAirforce-Navy Aeronautical Standard W-Au Union - Flared Tube .... !0.., 0,1! 0.,orr-L,, 0....MAI_QualityNo ratings yet
- Triethanolamine (Traducción Aminas)Document6 pagesTriethanolamine (Traducción Aminas)Fernando AvilaNo ratings yet
- PSD200912 Meter PG 46 PDFDocument84 pagesPSD200912 Meter PG 46 PDFosamamae100% (1)
- Refrigeration Test RigDocument7 pagesRefrigeration Test Rigshibin874141100% (1)
- Units: Young'S ModulusDocument15 pagesUnits: Young'S ModulusAl BorromeoNo ratings yet
- Frank P Incropera - Fundamentals of Heat and Mass Transfer (2007, John Wiley)Document19 pagesFrank P Incropera - Fundamentals of Heat and Mass Transfer (2007, John Wiley)shahzad aliNo ratings yet
- 02juneDocument33 pages02juneAkshata GhorpadeNo ratings yet
- Iit NotesDocument54 pagesIit NotesAnand BankadNo ratings yet
- Assignment 2 DR Azizul PDFDocument4 pagesAssignment 2 DR Azizul PDFjinNo ratings yet
- Cresols and Xylenols (P-Cresol)Document44 pagesCresols and Xylenols (P-Cresol)Marcus100% (1)
- Chemical Process Calculations - Short TutorialDocument5 pagesChemical Process Calculations - Short TutorialMohammad AtifNo ratings yet
- Alcohols - Organic Chemistry (1) - 3Document12 pagesAlcohols - Organic Chemistry (1) - 3Defaults rulezNo ratings yet
- Table (Thermal Conductivity of Various Materials at 0 C)Document8 pagesTable (Thermal Conductivity of Various Materials at 0 C)seraj ibramemNo ratings yet