Download as pdf or txt
You might also like
- I30 Electric SchemeDocument207 pagesI30 Electric SchemeAnonymous aGlZPjnz75% (4)
- DeNora - Amit SoralDocument29 pagesDeNora - Amit SoralshrutikesavanNo ratings yet
- ZXDU48 B600 (V5.0) - Series DC Power System Product Description - 749199Document55 pagesZXDU48 B600 (V5.0) - Series DC Power System Product Description - 749199Alexander Pischulin100% (4)
- Cathodic PresentDocument51 pagesCathodic Presentravi chandra mavuri100% (1)
- Electrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincDocument6 pagesElectrical Conductivity of Chromate Conversion Coating On Electrodeposited ZincMoeen Iqbal ShahNo ratings yet
- Assignment 1 - NTK PDFDocument2 pagesAssignment 1 - NTK PDFnigus hailuNo ratings yet
- Corrosion Control PDFDocument48 pagesCorrosion Control PDFAnkit SinghNo ratings yet
- WINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionDocument61 pagesWINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionkumarklNo ratings yet
- Electroplating IIDocument53 pagesElectroplating IIGarima UppadhyayNo ratings yet
- Module 4 - Corrosion ProtectionDocument62 pagesModule 4 - Corrosion ProtectionPrashant RajNo ratings yet
- FALLSEM2019-20 CHY1701 ETH VL2019201007055 Reference Material I 06-Sep-2019 Revised Module 4Document73 pagesFALLSEM2019-20 CHY1701 ETH VL2019201007055 Reference Material I 06-Sep-2019 Revised Module 4yuvanNo ratings yet
- Chemistry Project: Problems in Daily Life and Its SolutionDocument32 pagesChemistry Project: Problems in Daily Life and Its Solutionanurag prernaNo ratings yet
- A Seminar On Cathodic Protection TechniquesDocument9 pagesA Seminar On Cathodic Protection TechniquesDevashish JoshiNo ratings yet
- Corrosion Prevention 1-4Document77 pagesCorrosion Prevention 1-4Anonymous nFGwmwv9No ratings yet
- DIsign Against CorrosionDocument72 pagesDIsign Against CorrosionAMAL MATHEWNo ratings yet
- FALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorDocument43 pagesFALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorPlaya 5No ratings yet
- Corrosion ProtectionDocument37 pagesCorrosion Protectionmaaz siddiqueNo ratings yet
- Lecture Cathodic ProtectionDocument23 pagesLecture Cathodic ProtectionNoman RazaNo ratings yet
- VibhanshuDocument21 pagesVibhanshuDevashish JoshiNo ratings yet
- Cathodicandanodicprotection 140208070728 Phpapp02Document15 pagesCathodicandanodicprotection 140208070728 Phpapp02Srikanth SrikantiNo ratings yet
- Lecture - 03 Electroplating and ElectrolessDocument31 pagesLecture - 03 Electroplating and ElectrolessRidho QuluqNo ratings yet
- Electroplating TE SEMINARDocument29 pagesElectroplating TE SEMINARArjun R krishnanNo ratings yet
- ElactroplatingeDocument25 pagesElactroplatingemikieshete89No ratings yet
- Chapter 15 - Coatings-1Document32 pagesChapter 15 - Coatings-1Sumit Ghosh KabboNo ratings yet
- Durability, Oxidation, Corrosion and Degradation: - Laura García - Juan Triviño - Andrés Salazar - Cristian ÁlvarezDocument39 pagesDurability, Oxidation, Corrosion and Degradation: - Laura García - Juan Triviño - Andrés Salazar - Cristian Álvarezestefania0696No ratings yet
- Corrosion Mitigation of Tanks: Chrissy HendersonDocument36 pagesCorrosion Mitigation of Tanks: Chrissy Hendersontania jessica gonzales giraldoNo ratings yet
- C10 CorrosionDocument25 pagesC10 CorrosionDan CobeliNo ratings yet
- Cathodic ProtectionDocument15 pagesCathodic ProtectionmiraNo ratings yet
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeDocument29 pagesName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeNo ratings yet
- Anodizing Process: BackgroundDocument8 pagesAnodizing Process: BackgroundMohammed HusseinNo ratings yet
- CorrosionDocument30 pagesCorrosionAyush AgarwalNo ratings yet
- NMP 3Document17 pagesNMP 3kalai dossanNo ratings yet
- Anodic Protection: Liquid Environment: Name: Muhammad Emir Rafiansyah Akbar NPM: 2006489193Document30 pagesAnodic Protection: Liquid Environment: Name: Muhammad Emir Rafiansyah Akbar NPM: 2006489193emir akbarNo ratings yet
- Corrosion Module 4Document106 pagesCorrosion Module 4sk10000067No ratings yet
- Abhishek Mishra Arunn Kumar Manish Kumar: Corrosion Control MethodsDocument28 pagesAbhishek Mishra Arunn Kumar Manish Kumar: Corrosion Control MethodsVaibhav GuptaNo ratings yet
- Corrosion in The Oil Industry 1683626672Document51 pagesCorrosion in The Oil Industry 1683626672Rozil AnwarNo ratings yet
- Corrosion Basics Expalained in DepthDocument1 pageCorrosion Basics Expalained in DepthAli Asghar100% (1)
- 21SPTE313 - Lecture 10Document40 pages21SPTE313 - Lecture 10Mohamed SolimanNo ratings yet
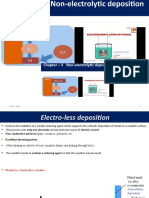
- Chapter - V Non-Electrolytic DepositionDocument68 pagesChapter - V Non-Electrolytic DepositionbirhangebrieNo ratings yet
- Insoluble Anodes: The Next GenerationDocument4 pagesInsoluble Anodes: The Next GenerationEvangelos PapaioannouNo ratings yet
- Galvanic, Concentration and Pitting CorrosionDocument42 pagesGalvanic, Concentration and Pitting CorrosionLeeMayYanNo ratings yet
- MetallizationvDocument54 pagesMetallizationvleekaifyNo ratings yet
- Corrosion Control Methods: Dr. K. Rajendra Kumar Department of Chemistry VIT University Chennai Campus ChennaiDocument47 pagesCorrosion Control Methods: Dr. K. Rajendra Kumar Department of Chemistry VIT University Chennai Campus ChennaiRahul sandireddyNo ratings yet
- Met All Ization VDocument55 pagesMet All Ization VleekaifyNo ratings yet
- Controlofcorrosionofunderwaterpiles 141108155314 Conversion Gate01Document34 pagesControlofcorrosionofunderwaterpiles 141108155314 Conversion Gate01Vinod KumarNo ratings yet
- Corrosion Part 2Document23 pagesCorrosion Part 2ronnie1992No ratings yet
- MCE328 - Pipeline CorrosionDocument74 pagesMCE328 - Pipeline CorrosionM PNo ratings yet
- MEH801 Presentation: Electroplating Wastewater Treatment Techniques: A ReviewDocument28 pagesMEH801 Presentation: Electroplating Wastewater Treatment Techniques: A ReviewAshutosh KumarNo ratings yet
- Corrosion Control Lec 7Document7 pagesCorrosion Control Lec 7hardi.zahir00195198No ratings yet
- Surfacecoating Jawahar 180312111539Document75 pagesSurfacecoating Jawahar 180312111539Mallappa KomarNo ratings yet
- Final Review (Ces) - 1Document42 pagesFinal Review (Ces) - 1Visa Meena2351No ratings yet
- Corrosion Prevention and ControlDocument19 pagesCorrosion Prevention and ControlJosa FatyNo ratings yet
- Corrosion - JUDocument32 pagesCorrosion - JUSWAGATAM BAZNo ratings yet
- Electrochemistry XIDocument30 pagesElectrochemistry XISalma RasyidahNo ratings yet
- CorrosionDocument49 pagesCorrosionkunal sharmaNo ratings yet
- Anodic ProtectionDocument50 pagesAnodic ProtectionEngr Arfan Ali DhamrahoNo ratings yet
- Chemical Stripping of Gold Deposits From Different SubstratesDocument3 pagesChemical Stripping of Gold Deposits From Different Substratessameer sahaanNo ratings yet
- Zinc CoatingsDocument16 pagesZinc CoatingsDavidAlejandroGaonaNo ratings yet
- CorroisionDocument21 pagesCorroisionIrtiza RasulNo ratings yet
- Hoja de Seguridad PilasDocument13 pagesHoja de Seguridad PilasOlimpio Moya EstelaNo ratings yet
- Corrosion Final Term 2015 SessionDocument26 pagesCorrosion Final Term 2015 SessionHammad AhmadNo ratings yet
- A Sacrificial AnodeDocument2 pagesA Sacrificial AnodeererNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- 0Document73 pages0brunosamaeian100% (1)
- Power Swing BlockingDocument1 pagePower Swing BlockingAbdul RahmanNo ratings yet
- Marine Electrical SystemDocument26 pagesMarine Electrical SystemOladokun Sulaiman Olanrewaju79% (14)
- VT-HACD-1 - Digital Controller For Electromechanical and Electrohydraulic DrivesDocument44 pagesVT-HACD-1 - Digital Controller For Electromechanical and Electrohydraulic DrivesMateusMendoncaNo ratings yet
- Battery Report - Korean - LeBlancDocument5 pagesBattery Report - Korean - LeBlancAnonymous zbtydHNo ratings yet
- DMC 550Document45 pagesDMC 550Pandu Sandi PratamaNo ratings yet
- 44 45 25 35 PDFDocument264 pages44 45 25 35 PDFDAVID LOPEZNo ratings yet
- Dronacharya Microprocessor - Lab - 17012013Document25 pagesDronacharya Microprocessor - Lab - 17012013virendra.aryaNo ratings yet
- Superheterodyne Radio ReceiverDocument16 pagesSuperheterodyne Radio ReceiverTuanNo ratings yet
- How To Install Cummins Insite 8.5.0.57 Software Driver and Patch For Inline 6 & 7 - OBDII365.com Official BlogDocument13 pagesHow To Install Cummins Insite 8.5.0.57 Software Driver and Patch For Inline 6 & 7 - OBDII365.com Official BlogDenisEcheverri100% (1)
- QuizDocument5 pagesQuizgeetikag_23No ratings yet
- Motorola HT820Document2 pagesMotorola HT820tennis5luvNo ratings yet
- H.V.A.C.-R. Service TechnicianDocument2 pagesH.V.A.C.-R. Service Technicianapi-121390582No ratings yet
- Control Valve ActuatorsDocument31 pagesControl Valve ActuatorsMuhammad ImtiazNo ratings yet
- Properties 2Document2 pagesProperties 2ashwini32No ratings yet
- How To Make Schematic DiagramDocument15 pagesHow To Make Schematic DiagramjackNo ratings yet
- Electrical Current Notes For IgcseDocument90 pagesElectrical Current Notes For IgcseAnmol MalgotraNo ratings yet
- Design, Modeling, and Analysis of A Compact Planar TransformerDocument4 pagesDesign, Modeling, and Analysis of A Compact Planar Transformerигорь сидоренкоNo ratings yet
- Package Information: 9° (All Sides)Document5 pagesPackage Information: 9° (All Sides)MUSIC ELECNo ratings yet
- Final Microwave AntennaDocument13 pagesFinal Microwave AntennaHanilavMoraNo ratings yet
- Bulean AlgebraDocument42 pagesBulean AlgebraIgho SilvaNo ratings yet
- Manual Tecnico de Reparacion de Un Scooter Electrico Como Los BERECO Que Ya Están Disponibles en El Mercado. Visita WWW - Bereco.esDocument43 pagesManual Tecnico de Reparacion de Un Scooter Electrico Como Los BERECO Que Ya Están Disponibles en El Mercado. Visita WWW - Bereco.esJavier Centenera100% (8)
- Condition For Boost ChargeDocument4 pagesCondition For Boost ChargeAssistant Manager PI NishatabadNo ratings yet
- Applications of UPQC For Power Quality Improvement: Yash Pal, A. Swarup, Senior Member, IEEE, and Bhim SinghDocument6 pagesApplications of UPQC For Power Quality Improvement: Yash Pal, A. Swarup, Senior Member, IEEE, and Bhim SinghGuru AnkiNo ratings yet
- Pennbuying, Dual Motor Driver L298 PDFDocument11 pagesPennbuying, Dual Motor Driver L298 PDFbaymax love spideyNo ratings yet
- DV 300 User's Manual Foreword PDF Power Inverter Power SupplyDocument1 pageDV 300 User's Manual Foreword PDF Power Inverter Power Supplyifeanyi youngNo ratings yet
- Hwids - 2012 05 15 - 22 39 34Document7 pagesHwids - 2012 05 15 - 22 39 34RONAL DAMIANO PAREJANo ratings yet