Download as pdf or txt
You might also like
- Shigley Mechanical Engineering Design 9th Edition Solutions Si Units PDFDocument5 pagesShigley Mechanical Engineering Design 9th Edition Solutions Si Units PDFMayonkFound ation0% (3)
- Ridder RW45 Motor Gearbox 1-Phase (3-Wire) : Product ManualDocument16 pagesRidder RW45 Motor Gearbox 1-Phase (3-Wire) : Product ManualrublasterNo ratings yet
- ASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitDocument23 pagesASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitKhemaraj PathmalingamNo ratings yet
- WWW Aws OrgDocument8 pagesWWW Aws OrgAkshay GaikwadNo ratings yet
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- International Standard: Low-Voltage Electrical Installations - VerificationDocument8 pagesInternational Standard: Low-Voltage Electrical Installations - VerificationArjay TolentinoNo ratings yet
- Weldability Test For Thin Sheet MaterialsDocument6 pagesWeldability Test For Thin Sheet MaterialsAnonymous FHkX0ANo ratings yet
- Corrosion Science: ArticleinfoDocument9 pagesCorrosion Science: ArticleinfoalbertoNo ratings yet
- Hydrogen Embrittlement of An Interstitia PDFDocument6 pagesHydrogen Embrittlement of An Interstitia PDFArdu StuffNo ratings yet
- Stainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripDocument8 pagesStainless Chromium-Nickel Steel-Clad Plate, Sheet, and StripJosé Ramón GutierrezNo ratings yet
- Welding Symbols - An Introduction To Reading DrawingsDocument6 pagesWelding Symbols - An Introduction To Reading DrawingsBolarinwaNo ratings yet
- Esr 2236Document6 pagesEsr 2236MD MDDNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Asme B31.3-2016 CC 181Document3 pagesAsme B31.3-2016 CC 181MubeenNo ratings yet
- TB10 Download Datablad Eng PDFDocument2 pagesTB10 Download Datablad Eng PDFDanny Milton Silva VasquezNo ratings yet
- E2014-Metallographic Laboratory SafetyDocument8 pagesE2014-Metallographic Laboratory SafetyGeorgon MontoyaNo ratings yet
- Licensed by Information Handling Services Licensed by Information Handling ServicesDocument24 pagesLicensed by Information Handling Services Licensed by Information Handling ServicesIlka RaffaelliNo ratings yet
- Fillet Weld Is Too LongDocument2 pagesFillet Weld Is Too Longgashung_luke9300No ratings yet
- Lawrence Ross FAQ 20200629Document31 pagesLawrence Ross FAQ 20200629John RangelNo ratings yet
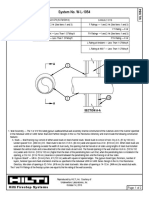
- W L 1054Document2 pagesW L 1054shama093No ratings yet
- Astm A335 PDFDocument2 pagesAstm A335 PDFTeoTyJayNo ratings yet
- A5 5-A5 5M-2006PVDocument5 pagesA5 5-A5 5M-2006PVanonimous2516No ratings yet
- Effect of Heat Treatment On Mechanical PropertiesDocument11 pagesEffect of Heat Treatment On Mechanical Properties4035VAID P KULKARNI SEMECHANo ratings yet
- ANSI AWS A5 (1) .29 Specification For Low Alloy Steel ElectrodesDocument47 pagesANSI AWS A5 (1) .29 Specification For Low Alloy Steel ElectrodescatmanmayNo ratings yet
- Tig ParametersDocument4 pagesTig ParametersMohammed Elmodathir AliNo ratings yet
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182No ratings yet
- Alloy/Steel Bolting Materials For Low-Temperature ServiceDocument7 pagesAlloy/Steel Bolting Materials For Low-Temperature ServiceJosé Ramón GutierrezNo ratings yet
- Astm 787Document6 pagesAstm 787Anderson TeixeiraNo ratings yet
- SSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsDocument5 pagesSSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsPablo Ahumada G.No ratings yet
- Astm A217Document3 pagesAstm A217Whitebeard RagnarokNo ratings yet
- 2015 KOBELCO Defect PDFDocument25 pages2015 KOBELCO Defect PDFayushNo ratings yet
- Stainless Steel Chloride Corrosion PDFDocument8 pagesStainless Steel Chloride Corrosion PDFSaut Maruli Tua SamosirNo ratings yet
- API STD 1104 Sept. 2013 Errata1 April 2014 PDFDocument2 pagesAPI STD 1104 Sept. 2013 Errata1 April 2014 PDFIngenius TeamNo ratings yet
- AISE Anchor Bolt Details PDFDocument1 pageAISE Anchor Bolt Details PDFYash PaulNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Tigweldarc Alloys: Certification of TestsDocument1 pageTigweldarc Alloys: Certification of TestsArunNo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- H2S Corrosion 304 Vs 316Document10 pagesH2S Corrosion 304 Vs 316DigitalMastersTXNo ratings yet
- Iso 1011Document58 pagesIso 1011CüneytNo ratings yet
- Mil STD 2154Document44 pagesMil STD 2154Amar MohammedNo ratings yet
- Hot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 MannessmanDocument3 pagesHot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 Mannessmandnageshm4n244No ratings yet
- Machine and Coil Chain: Standard Specification ForDocument4 pagesMachine and Coil Chain: Standard Specification ForDarwin DarmawanNo ratings yet
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pages5 - Section 14 - Arc Welding Consumablesrizkialia12No ratings yet
- Atmosphere Reentry of A Hydrazine TankDocument11 pagesAtmosphere Reentry of A Hydrazine TankdroberNo ratings yet
- Astm A 278 - A 278M - 01 (2015)Document4 pagesAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếNo ratings yet
- Mil F 18240DDocument19 pagesMil F 18240DrjbelgauNo ratings yet
- Handbook On Clothing - 2nd EdDocument321 pagesHandbook On Clothing - 2nd Edcharliethwaites100% (1)
- Fiberglass Reinforced Thermoset PlasticDocument9 pagesFiberglass Reinforced Thermoset PlasticJesús Alberto Díaz CostaNo ratings yet
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocument11 pagesG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandNo ratings yet
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaNo ratings yet
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Document51 pagesMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNo ratings yet
- Ansi SPS 1.1Document28 pagesAnsi SPS 1.1DedeNo ratings yet
- Astm A1008 CRC Crs PDFDocument9 pagesAstm A1008 CRC Crs PDFArul Edwin VijayNo ratings yet
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNo ratings yet
- Introduction To Non-Destructive TestingDocument34 pagesIntroduction To Non-Destructive Testingegy pure100% (1)
- Astm A529 1975Document4 pagesAstm A529 1975dharlanuctcomNo ratings yet
- Propiedades Mecanicas - FastenerDocument4 pagesPropiedades Mecanicas - FastenerEHT pipe100% (1)
- Hex Bolt Head MarkingsDocument5 pagesHex Bolt Head MarkingscarangoretrepoNo ratings yet
- ASTM & SAE Grade Markings For Bolts and ScrewsDocument2 pagesASTM & SAE Grade Markings For Bolts and ScrewsDavid D'AgostinoNo ratings yet
- Properties and Grades of FastenersDocument3 pagesProperties and Grades of Fastenerschez ezNo ratings yet
- Properties and Grades of FastenersDocument4 pagesProperties and Grades of Fastenerschez ezNo ratings yet
- Concrete Repair SpecificationDocument113 pagesConcrete Repair SpecificationGopi KrishnanNo ratings yet
- Aluminium Manufacturers - 02Document3 pagesAluminium Manufacturers - 02Gopi KrishnanNo ratings yet
- Pages From Cocrete-978-3-89958-086-0.volltext - FreiDocument18 pagesPages From Cocrete-978-3-89958-086-0.volltext - FreiGopi KrishnanNo ratings yet
- P1.5 PLK BRG Cmu - Hollow Core Floor Plank Bearing On Interior Masonry Wall PDFDocument1 pageP1.5 PLK BRG Cmu - Hollow Core Floor Plank Bearing On Interior Masonry Wall PDFGopi KrishnanNo ratings yet
- Steel Grade: General InformationDocument2 pagesSteel Grade: General InformationGopi KrishnanNo ratings yet
- Structural Steel S235 S275 S355 Chemical Composition Mechanical Properties and Common ApplicationsDocument5 pagesStructural Steel S235 S275 S355 Chemical Composition Mechanical Properties and Common ApplicationsGopi KrishnanNo ratings yet
- Tata Steel Is - 26MnB5 HR - Data Sheet enDocument2 pagesTata Steel Is - 26MnB5 HR - Data Sheet enGopi KrishnanNo ratings yet
- Tata Steel Is - PalfingerAG Case Study enDocument4 pagesTata Steel Is - PalfingerAG Case Study enGopi KrishnanNo ratings yet
- And Steel Framing: Pressure Treated WoodDocument2 pagesAnd Steel Framing: Pressure Treated WoodGopi KrishnanNo ratings yet
- Eurocodes Plus Icerik ListesiDocument16 pagesEurocodes Plus Icerik ListesiGopi KrishnanNo ratings yet
- University of Kerala University of Kerala University of Kerala University of KeralaDocument2 pagesUniversity of Kerala University of Kerala University of Kerala University of KeralaGopi KrishnanNo ratings yet
- University of Kerala University of Kerala University of Kerala University of KeralaDocument2 pagesUniversity of Kerala University of Kerala University of Kerala University of KeralaGopi KrishnanNo ratings yet
- Yfick IomDocument21 pagesYfick IomJericho EstrellaNo ratings yet
- Fas 18Document17 pagesFas 18LPG Equipment Consulting and ServicesNo ratings yet
- Mae 451 Memo 3 FinalDocument36 pagesMae 451 Memo 3 Finalapi-299086014No ratings yet
- Sieg c1 Micro Lathe Mk2Document24 pagesSieg c1 Micro Lathe Mk2Anonymous f6goFflg3TNo ratings yet
- Ra Res - MHDocument6 pagesRa Res - MHTruong Phuoc TriNo ratings yet
- Lucas-Cav P/ N. OMAP P/n. Application - Verwendung - Application - ApplicazioneDocument12 pagesLucas-Cav P/ N. OMAP P/n. Application - Verwendung - Application - ApplicazioneDaniele AnsaloniNo ratings yet
- Journal of Rock Mechanics and Geotechnical Engineering: Saurabh Rawat, Ashok Kumar GuptaDocument11 pagesJournal of Rock Mechanics and Geotechnical Engineering: Saurabh Rawat, Ashok Kumar GuptaHari RamNo ratings yet
- NordicTrack C2400Document36 pagesNordicTrack C2400Guy ColvinNo ratings yet
- RssDocument1 pageRssgenial72No ratings yet
- EASTMAN D2 Parts Manual PDFDocument16 pagesEASTMAN D2 Parts Manual PDFFelipe VieiraNo ratings yet
- Kioti Daedong DK55 (DK501, DK551) Tractors Service ManualDocument19 pagesKioti Daedong DK55 (DK501, DK551) Tractors Service ManualLisakolyNo ratings yet
- STAUFF-English - Wind Energy ApplicationsDocument11 pagesSTAUFF-English - Wind Energy ApplicationscutekrystalNo ratings yet
- Installation Manual BYD Battery-Box Premium HVS&HVM V1.0 - AU 230512 (1) - 6480286aa41a2 (01-36)Document36 pagesInstallation Manual BYD Battery-Box Premium HVS&HVM V1.0 - AU 230512 (1) - 6480286aa41a2 (01-36)edou mawudoudjiNo ratings yet
- Plant Operation ManualDocument77 pagesPlant Operation ManualMahmoud Abd ElhamidNo ratings yet
- BRUCE MK4 Handling ProcedureDocument81 pagesBRUCE MK4 Handling ProcedureSamo SpontanostNo ratings yet
- Parte Numero JGK-JGTDocument81 pagesParte Numero JGK-JGTdiego yecid millan mendozaNo ratings yet
- Is 1948 1961 R 1996Document21 pagesIs 1948 1961 R 1996Nagaraju Chinta100% (4)
- 11 GB - Cold FormedDocument8 pages11 GB - Cold FormedMarcos AmorimNo ratings yet
- IQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFDocument11 pagesIQWQ-CE1092-QPQAC-00-0008 - 0 -QUALITY CONTROL PROCEDURE FOR STEEL STRUCTURE钢结构安装质量控制程序 PDFAli MajeedNo ratings yet
- Peritrochanteric Nail TechniqueDocument28 pagesPeritrochanteric Nail TechniquePedro Garcia PorcelNo ratings yet
- 2.rigidity ModulusDocument4 pages2.rigidity Modulusmanas100% (1)
- 772 - Wall Penstock - MIDocument15 pages772 - Wall Penstock - MIJohn KurongNo ratings yet
- Weldlok Aluminium GratingDocument24 pagesWeldlok Aluminium GratingRobin Charles SamuelNo ratings yet
- 5BB1 Ives HingesActualDocument1 page5BB1 Ives HingesActualHjalmar Antenor Lopez HerradoraNo ratings yet
- 7.iso Cylinder CatalogueDocument14 pages7.iso Cylinder CatalogueVaijayanti JoshiNo ratings yet
- Toyo Thread Cutting AttachmentDocument12 pagesToyo Thread Cutting Attachmentiril anwarNo ratings yet
- TC-651M Reflex Horn Speaker: DescriptionDocument2 pagesTC-651M Reflex Horn Speaker: Descriptionbobindra71No ratings yet
- Fixture Design For ExcitersDocument24 pagesFixture Design For ExcitersJitendra ItankarNo ratings yet