Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Dna Replication and Protein Synthesis Lesson PlanDocument10 pagesDna Replication and Protein Synthesis Lesson Planapi-356227663100% (2)
- ASTM D-1895 測定装置Document2 pagesASTM D-1895 測定装置T Aaa0% (1)
- Science As 90948 SurvivalsheetDocument1 pageScience As 90948 Survivalsheetapi-277699810No ratings yet
- 18 silberberg8eISMChapter18 9eDocument68 pages18 silberberg8eISMChapter18 9efgb9qfb7x6No ratings yet
- Repairs To Marine Structures: 18.1 GeneralDocument16 pagesRepairs To Marine Structures: 18.1 Generaly_596688032No ratings yet
- 26Document17 pages26B S Praveen BspNo ratings yet
- Fish Processing Brine PreparationDocument5 pagesFish Processing Brine PreparationAngelBeatZNo ratings yet
- Fisa Purolite MZ 10 - EngDocument5 pagesFisa Purolite MZ 10 - EngTudor TaranuNo ratings yet
- RecentAdvancesinNanodentistry PDFDocument478 pagesRecentAdvancesinNanodentistry PDFMohan Kumar0% (1)
- BTech Semester 1 and 2 PDFDocument19 pagesBTech Semester 1 and 2 PDFtannu hardikNo ratings yet
- Mad Dog Primer Technical SpecificationsDocument3 pagesMad Dog Primer Technical SpecificationsMad Dog Paint ProductsNo ratings yet
- Waz Vs AVAZDocument5 pagesWaz Vs AVAZblasuaNo ratings yet
- GreatwkDocument3 pagesGreatwkkkwjqjwqoqojqNo ratings yet
- Water Quality Monitoring System: Rajnikant Bhandare, Mayur Chhajed, Suyog SonavaneDocument4 pagesWater Quality Monitoring System: Rajnikant Bhandare, Mayur Chhajed, Suyog SonavaneerpublicationNo ratings yet
- Surface Roughness TesterDocument8 pagesSurface Roughness TesterAniketGunjalNo ratings yet
- ColaDet DEF 30Document2 pagesColaDet DEF 30mndmattNo ratings yet
- Basic Log Interpretation - HLSDocument107 pagesBasic Log Interpretation - HLSDavide Boreaneze100% (7)
- Diagnosing and Repairing Carbonation in Concrete Structures PDFDocument7 pagesDiagnosing and Repairing Carbonation in Concrete Structures PDFflucayNo ratings yet
- CaddDocument6 pagesCaddTukai KulkarniNo ratings yet
- Surfaceengineering 171018113450Document26 pagesSurfaceengineering 171018113450HFPDLNo ratings yet
- Year 12 Physics - 2014 - NKNKN 2015 - Remote SensingDocument13 pagesYear 12 Physics - 2014 - NKNKN 2015 - Remote SensingRonaldo TangoNo ratings yet
- Mechanical Engineering Objective Type Questions For ExamsDocument6 pagesMechanical Engineering Objective Type Questions For ExamsMuhammad Hussain BilalNo ratings yet
- Rapeseed Oil and Methyl Ester of Rapeseed Oil As Alternative Fuels For Diesel EnginesDocument10 pagesRapeseed Oil and Methyl Ester of Rapeseed Oil As Alternative Fuels For Diesel Enginesdimon5000No ratings yet
- Biofloc Technology For Super-Intensive Shrimp PDFDocument30 pagesBiofloc Technology For Super-Intensive Shrimp PDFHatem AbdelnabiNo ratings yet
- Msds Sigmadur 520-550 HardenerDocument7 pagesMsds Sigmadur 520-550 HardenereternalkhutNo ratings yet
- Geomembrane) Geotextile Interface Shear Properties As Determined by Inclined Board and Direct Shear Box TestsDocument13 pagesGeomembrane) Geotextile Interface Shear Properties As Determined by Inclined Board and Direct Shear Box Testsjavad khosraviNo ratings yet
- Airflow Pattern StudiesDocument18 pagesAirflow Pattern Studiessainath_84100% (1)
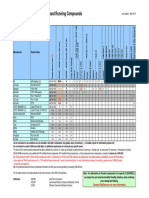
- VAM Recommended Storage Running Compound Tables - Rev May 2014Document1 pageVAM Recommended Storage Running Compound Tables - Rev May 2014saptagunungNo ratings yet
- Advanced Reinforced Concrete DesignDocument3 pagesAdvanced Reinforced Concrete DesignashwinmjoshiNo ratings yet
- Thesis Optical Chemical Sensing SF6 in Switch GearDocument140 pagesThesis Optical Chemical Sensing SF6 in Switch GearVogonJeltzNo ratings yet