
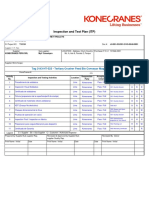
ITP Contoh
ITP Contoh
You might also like
- Insulation Inspection ReportDocument2 pagesInsulation Inspection ReportKarthik100% (1)
- Form Wps Saw BlankDocument1 pageForm Wps Saw BlankHamid Taghipour ArmakiNo ratings yet
- Bowin Service Manual (Ceiling Led)Document28 pagesBowin Service Manual (Ceiling Led)Marcelo TaboadaNo ratings yet
- 1K 2K In-Chassis MaintenanceDocument76 pages1K 2K In-Chassis MaintenanceLiviu Neda100% (1)
- 7.insulation SeminarDocument55 pages7.insulation SeminarvgNo ratings yet
- 17.no Deviation CertificateDocument1 page17.no Deviation Certificatedox4useNo ratings yet
- Spesifikasi Painting PT INCODocument17 pagesSpesifikasi Painting PT INCOtitieNo ratings yet
- Design Change Request Form 2013-08 Rev 2Document5 pagesDesign Change Request Form 2013-08 Rev 2Amjid AliNo ratings yet
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- Introduce NDTDocument12 pagesIntroduce NDTGandika PutraNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- 349 Tender Stud Bolt PDFDocument32 pages349 Tender Stud Bolt PDFsolid_impactNo ratings yet
- Inspection Record For Site WeldingDocument1 pageInspection Record For Site WeldingCinek_cin100% (1)
- SP059 Pipeline Sleeve Design - 2Document31 pagesSP059 Pipeline Sleeve Design - 2PabloCesarCamargoNo ratings yet
- Method of Corrosion MappingDocument14 pagesMethod of Corrosion MappingNur Abdillah SiddiqNo ratings yet
- PREn - Pitting Resistance Equivalent NumberDocument2 pagesPREn - Pitting Resistance Equivalent NumberJacinto Gomez EmbolettiNo ratings yet
- 2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoatDocument3 pages2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoathaharameshNo ratings yet
- ITP Expoxy Bonded Pipeline TripatraDocument16 pagesITP Expoxy Bonded Pipeline TripatraparwotoNo ratings yet
- CoP - 28.0 - Hot Work Operations (Eg. Welding and Cutting)Document16 pagesCoP - 28.0 - Hot Work Operations (Eg. Welding and Cutting)jegede babatundeNo ratings yet
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- DNV OS-F101 - 2013-10 Submarine Pipeline SystemsDocument372 pagesDNV OS-F101 - 2013-10 Submarine Pipeline Systemsseantbt100% (1)
- 122 Norwegian Oil and Gas Recommended Guidelines For The Mangement of Life ExtensionDocument20 pages122 Norwegian Oil and Gas Recommended Guidelines For The Mangement of Life ExtensionPar MadNo ratings yet
- Cacat Radiografi Pada Film (RI Lev - II 2)Document108 pagesCacat Radiografi Pada Film (RI Lev - II 2)RohimNo ratings yet
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- Quality Assurance & Standards in Lifting Equipment Inspection, Examination & TestingDocument21 pagesQuality Assurance & Standards in Lifting Equipment Inspection, Examination & Testingikponmwonsa100% (1)
- Procedure For UtDocument12 pagesProcedure For UtMohammad SyeduzzamanNo ratings yet
- Asme Sec 9Document12 pagesAsme Sec 9ckkashyap0007No ratings yet
- Itp For All MaterialsDocument59 pagesItp For All MaterialsTauqueerAhmad100% (2)
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Document12 pagesTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoNo ratings yet
- 13.plant Integrity Management Services ExternalDocument32 pages13.plant Integrity Management Services ExternalGanesh PatilNo ratings yet
- ITP FOR SKID COMPRESSOR (Rev.0)Document14 pagesITP FOR SKID COMPRESSOR (Rev.0)Richard AdolfNo ratings yet
- Casting Material WCBDocument8 pagesCasting Material WCBYusri WyeuserieyNo ratings yet
- Brazing Procedure 1Document5 pagesBrazing Procedure 1Tina MillerNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- Check List of Column VerticalityDocument11 pagesCheck List of Column VerticalityyuwantoniNo ratings yet
- Jis G 3505 LC W RodsDocument1 pageJis G 3505 LC W RodsRamesh DattaNo ratings yet
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Inspection of Test Plan: Pressure Vessel EquipmentDocument6 pagesInspection of Test Plan: Pressure Vessel Equipmentzvlcar nainNo ratings yet
- Reciprocating Pumps Specification (Plunger)Document16 pagesReciprocating Pumps Specification (Plunger)lombangrurusNo ratings yet
- Punch List: Guy Wire Support Flare Stack System Piping DetailDocument1 pagePunch List: Guy Wire Support Flare Stack System Piping DetailMuhammad SaifNo ratings yet
- PQT Heat Treatment Tms 1Document96 pagesPQT Heat Treatment Tms 1nur wahyu dewi kusrini100% (1)
- GasketsDocument20 pagesGasketsParthiban NagarajanNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Bondstrand 2400 Series Product Data: Uses and ApplicationsDocument4 pagesBondstrand 2400 Series Product Data: Uses and ApplicationsChristopher Kenneth ChoaNo ratings yet
- Sequence of InspectionDocument7 pagesSequence of InspectionRomi Abdul RahmanNo ratings yet
- Inspection and Test Plan (ITP) : Tag 3143-HT-323 - Tertiary Crusher Feed Bin Conveyor Magnet TrolleyDocument1 pageInspection and Test Plan (ITP) : Tag 3143-HT-323 - Tertiary Crusher Feed Bin Conveyor Magnet Trolleymarao0103No ratings yet
- Material Testing - NDTDocument26 pagesMaterial Testing - NDTGilar BagaskoroNo ratings yet
- Pipe Support SpacingDocument2 pagesPipe Support Spacingvenka07No ratings yet
- Lixi Profiler Presentation-MSADocument35 pagesLixi Profiler Presentation-MSAsankaran_muthukumarNo ratings yet
- SafeRad PresentationDocument280 pagesSafeRad PresentationDana GuerreroNo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- Tube To Tubesheet Joint DetailsDocument5 pagesTube To Tubesheet Joint DetailsvaibraineaterNo ratings yet
- Itp Piping WorksDocument7 pagesItp Piping WorksRudi EriantoNo ratings yet
- Ongc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Document7 pagesOngc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Ankit Kumar100% (1)
- Fabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Document3 pagesFabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Rifki HasyaNo ratings yet
- Jsa Installation of Supports and Cable Racks1Document16 pagesJsa Installation of Supports and Cable Racks1loveson709100% (3)
- P1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkDocument4 pagesP1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkEILA545 QAQCNo ratings yet
- Wiley Practitioner's Guide to GAAS 2023: Covering All SASs, SSAEs, SSARSs, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2023: Covering All SASs, SSAEs, SSARSs, and InterpretationsNo ratings yet
- Wiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsNo ratings yet
- See Calculation Support See Calculation SupportDocument1 pageSee Calculation Support See Calculation Supportyoyok isbanuNo ratings yet
- Project PLTMH Tangka Rev 00 Part Name Steer DesignDocument2 pagesProject PLTMH Tangka Rev 00 Part Name Steer Designyoyok isbanuNo ratings yet
- Bevelgearboxes BG Series: D U C NDocument1 pageBevelgearboxes BG Series: D U C Nyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument1 pageDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Weekly Time Sheet: 1 FurnaceDocument3 pagesWeekly Time Sheet: 1 Furnaceyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument1 pageDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Stress CalculationDocument1 pageStress Calculationyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument9 pagesDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Bevelgearboxes BG Series: Bevel Gearbox SelectionDocument1 pageBevelgearboxes BG Series: Bevel Gearbox Selectionyoyok isbanuNo ratings yet
- Project PLTMH Tangka Rev 00 Part Name Flow CapacityDocument3 pagesProject PLTMH Tangka Rev 00 Part Name Flow Capacityyoyok isbanuNo ratings yet
- Schedule: Desain Kalkulasi PLTMH TangkaDocument1 pageSchedule: Desain Kalkulasi PLTMH Tangkayoyok isbanuNo ratings yet
- Schedule & Progress S - Curve: Desain Kalkulasi PLTMH TangkaDocument1 pageSchedule & Progress S - Curve: Desain Kalkulasi PLTMH Tangkayoyok isbanuNo ratings yet
- Right Side Wall Side WallDocument8 pagesRight Side Wall Side Wallyoyok isbanuNo ratings yet
- Schedule: Desain Kalkulasi PLTMH Tangka 2018 November December W3 W4 W1 W2Document1 pageSchedule: Desain Kalkulasi PLTMH Tangka 2018 November December W3 W4 W1 W2yoyok isbanuNo ratings yet
- Duplex Tank WeightDocument1 pageDuplex Tank Weightyoyok isbanuNo ratings yet
- 17.HB158 Welding Manual301 V30713Document38 pages17.HB158 Welding Manual301 V30713James DickinsonNo ratings yet
- BMS Interfacing Points ChecklistDocument3 pagesBMS Interfacing Points ChecklistSMW6 Matara (SMW6MTR)100% (1)
- MFG Tooling - 12 Drawing DieDocument10 pagesMFG Tooling - 12 Drawing DieLoveofyouth ReddyNo ratings yet
- Rexroth Hi DR Valves GuideDocument2 pagesRexroth Hi DR Valves GuideJesus OsunaNo ratings yet
- Kamal Shaft PVT LTDDocument8 pagesKamal Shaft PVT LTDMayur LadwaNo ratings yet
- Rain and Ice Control System 2019Document1 pageRain and Ice Control System 2019JOSHUA NAZARIONo ratings yet
- Ajay Industrial Corporation LTD: ISO 9001:2015, EN ISO 14001:2015, OHSAS 18001:2007Document2 pagesAjay Industrial Corporation LTD: ISO 9001:2015, EN ISO 14001:2015, OHSAS 18001:2007Ankit SandhuNo ratings yet
- Pipe FittingsDocument32 pagesPipe FittingsjpmanikandanNo ratings yet
- Thermal Design of Shell & TubeDocument41 pagesThermal Design of Shell & Tubepaulo0701No ratings yet
- Ic Engine SyllabusDocument2 pagesIc Engine SyllabusMadhurjya SaikiaNo ratings yet
- Ensival Moret PRE Pumps (French-English)Document3 pagesEnsival Moret PRE Pumps (French-English)Benicio Joaquín Ferrero BrebesNo ratings yet
- Velagapudi Ramakrishna Siddhartha Engineering College::VijayawadaDocument2 pagesVelagapudi Ramakrishna Siddhartha Engineering College::VijayawadaVenkateshNo ratings yet
- Nozzle Design - Method of CharacteristicsDocument20 pagesNozzle Design - Method of CharacteristicsPandel100% (3)
- Domenico Mundo, PH.D.: Associate ProfessorDocument14 pagesDomenico Mundo, PH.D.: Associate ProfessorRavivarmanNo ratings yet
- Anti Decanting Function-MalaysiaDocument5 pagesAnti Decanting Function-MalaysiaMr. KNo ratings yet
- PCV Unit 4Document5 pagesPCV Unit 4Abhishek SainiNo ratings yet
- PREVENTIVE MAINTENANCE 250 Wheel Loader (Before Release)Document4 pagesPREVENTIVE MAINTENANCE 250 Wheel Loader (Before Release)MyMusic 41No ratings yet
- Steel Design - Tradeoff On Structural SystemDocument71 pagesSteel Design - Tradeoff On Structural SystemEmmanuel Lazo100% (1)
- Lec 32Document7 pagesLec 32110 RCCNo ratings yet
- Engineering Your Projects To SuccessDocument12 pagesEngineering Your Projects To SuccessshrikantbelekarNo ratings yet
- Shear StudDocument7 pagesShear StudcongtubatdaNo ratings yet
- Allison MD/B 300/B 400 Series On-Highway Transmissions Parts CatalogDocument31 pagesAllison MD/B 300/B 400 Series On-Highway Transmissions Parts CatalogZafiro Feliz GalanNo ratings yet
- Triptico. Cinetica de ParticulasDocument2 pagesTriptico. Cinetica de ParticulasMarco GilNo ratings yet
- New Construction Base: 15 ACH50 Seer 15Document18 pagesNew Construction Base: 15 ACH50 Seer 15Sehar RehmanNo ratings yet
- Intso Stso Physics Class Vii Motion and Time Worksheet-6Document3 pagesIntso Stso Physics Class Vii Motion and Time Worksheet-6murali.trichyNo ratings yet
- CAE Lab ManualDocument30 pagesCAE Lab Manualsyampnaidu100% (1)



































































































Download as pdf or txt
You might also like
- Insulation Inspection ReportDocument2 pagesInsulation Inspection ReportKarthik100% (1)
- Form Wps Saw BlankDocument1 pageForm Wps Saw BlankHamid Taghipour ArmakiNo ratings yet
- Bowin Service Manual (Ceiling Led)Document28 pagesBowin Service Manual (Ceiling Led)Marcelo TaboadaNo ratings yet
- 1K 2K In-Chassis MaintenanceDocument76 pages1K 2K In-Chassis MaintenanceLiviu Neda100% (1)
- 7.insulation SeminarDocument55 pages7.insulation SeminarvgNo ratings yet
- 17.no Deviation CertificateDocument1 page17.no Deviation Certificatedox4useNo ratings yet
- Spesifikasi Painting PT INCODocument17 pagesSpesifikasi Painting PT INCOtitieNo ratings yet
- Design Change Request Form 2013-08 Rev 2Document5 pagesDesign Change Request Form 2013-08 Rev 2Amjid AliNo ratings yet
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- Introduce NDTDocument12 pagesIntroduce NDTGandika PutraNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- 349 Tender Stud Bolt PDFDocument32 pages349 Tender Stud Bolt PDFsolid_impactNo ratings yet
- Inspection Record For Site WeldingDocument1 pageInspection Record For Site WeldingCinek_cin100% (1)
- SP059 Pipeline Sleeve Design - 2Document31 pagesSP059 Pipeline Sleeve Design - 2PabloCesarCamargoNo ratings yet
- Method of Corrosion MappingDocument14 pagesMethod of Corrosion MappingNur Abdillah SiddiqNo ratings yet
- PREn - Pitting Resistance Equivalent NumberDocument2 pagesPREn - Pitting Resistance Equivalent NumberJacinto Gomez EmbolettiNo ratings yet
- 2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoatDocument3 pages2.1) Technical Data Sheet - SS-COAT 909-Silver Zinc CoathaharameshNo ratings yet
- ITP Expoxy Bonded Pipeline TripatraDocument16 pagesITP Expoxy Bonded Pipeline TripatraparwotoNo ratings yet
- CoP - 28.0 - Hot Work Operations (Eg. Welding and Cutting)Document16 pagesCoP - 28.0 - Hot Work Operations (Eg. Welding and Cutting)jegede babatundeNo ratings yet
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- DNV OS-F101 - 2013-10 Submarine Pipeline SystemsDocument372 pagesDNV OS-F101 - 2013-10 Submarine Pipeline Systemsseantbt100% (1)
- 122 Norwegian Oil and Gas Recommended Guidelines For The Mangement of Life ExtensionDocument20 pages122 Norwegian Oil and Gas Recommended Guidelines For The Mangement of Life ExtensionPar MadNo ratings yet
- Cacat Radiografi Pada Film (RI Lev - II 2)Document108 pagesCacat Radiografi Pada Film (RI Lev - II 2)RohimNo ratings yet
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- Quality Assurance & Standards in Lifting Equipment Inspection, Examination & TestingDocument21 pagesQuality Assurance & Standards in Lifting Equipment Inspection, Examination & Testingikponmwonsa100% (1)
- Procedure For UtDocument12 pagesProcedure For UtMohammad SyeduzzamanNo ratings yet
- Asme Sec 9Document12 pagesAsme Sec 9ckkashyap0007No ratings yet
- Itp For All MaterialsDocument59 pagesItp For All MaterialsTauqueerAhmad100% (2)
- TCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)Document12 pagesTCM Division: Bull'S Eye Post Weld Heat Treatment (PWHT)J.CarrascoNo ratings yet
- 13.plant Integrity Management Services ExternalDocument32 pages13.plant Integrity Management Services ExternalGanesh PatilNo ratings yet
- ITP FOR SKID COMPRESSOR (Rev.0)Document14 pagesITP FOR SKID COMPRESSOR (Rev.0)Richard AdolfNo ratings yet
- Casting Material WCBDocument8 pagesCasting Material WCBYusri WyeuserieyNo ratings yet
- Brazing Procedure 1Document5 pagesBrazing Procedure 1Tina MillerNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- Check List of Column VerticalityDocument11 pagesCheck List of Column VerticalityyuwantoniNo ratings yet
- Jis G 3505 LC W RodsDocument1 pageJis G 3505 LC W RodsRamesh DattaNo ratings yet
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Inspection of Test Plan: Pressure Vessel EquipmentDocument6 pagesInspection of Test Plan: Pressure Vessel Equipmentzvlcar nainNo ratings yet
- Reciprocating Pumps Specification (Plunger)Document16 pagesReciprocating Pumps Specification (Plunger)lombangrurusNo ratings yet
- Punch List: Guy Wire Support Flare Stack System Piping DetailDocument1 pagePunch List: Guy Wire Support Flare Stack System Piping DetailMuhammad SaifNo ratings yet
- PQT Heat Treatment Tms 1Document96 pagesPQT Heat Treatment Tms 1nur wahyu dewi kusrini100% (1)
- GasketsDocument20 pagesGasketsParthiban NagarajanNo ratings yet
- Modul Tambahan Kualifikasi Las (KL)Document27 pagesModul Tambahan Kualifikasi Las (KL)Nurhamsyah Susianto0% (1)
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Bondstrand 2400 Series Product Data: Uses and ApplicationsDocument4 pagesBondstrand 2400 Series Product Data: Uses and ApplicationsChristopher Kenneth ChoaNo ratings yet
- Sequence of InspectionDocument7 pagesSequence of InspectionRomi Abdul RahmanNo ratings yet
- Inspection and Test Plan (ITP) : Tag 3143-HT-323 - Tertiary Crusher Feed Bin Conveyor Magnet TrolleyDocument1 pageInspection and Test Plan (ITP) : Tag 3143-HT-323 - Tertiary Crusher Feed Bin Conveyor Magnet Trolleymarao0103No ratings yet
- Material Testing - NDTDocument26 pagesMaterial Testing - NDTGilar BagaskoroNo ratings yet
- Pipe Support SpacingDocument2 pagesPipe Support Spacingvenka07No ratings yet
- Lixi Profiler Presentation-MSADocument35 pagesLixi Profiler Presentation-MSAsankaran_muthukumarNo ratings yet
- SafeRad PresentationDocument280 pagesSafeRad PresentationDana GuerreroNo ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- Tube To Tubesheet Joint DetailsDocument5 pagesTube To Tubesheet Joint DetailsvaibraineaterNo ratings yet
- Itp Piping WorksDocument7 pagesItp Piping WorksRudi EriantoNo ratings yet
- Ongc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Document7 pagesOngc B-22 Field Development Project CONTRACT NO. MR/OW/MM/B-22/19/2008 NPCC Project No. 8118Ankit Kumar100% (1)
- Fabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Document3 pagesFabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Rifki HasyaNo ratings yet
- Jsa Installation of Supports and Cable Racks1Document16 pagesJsa Installation of Supports and Cable Racks1loveson709100% (3)
- P1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkDocument4 pagesP1066-CTD-QAC-ITP-002-B-Inspe... of Structural Steel WorkEILA545 QAQCNo ratings yet
- Wiley Practitioner's Guide to GAAS 2023: Covering All SASs, SSAEs, SSARSs, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2023: Covering All SASs, SSAEs, SSARSs, and InterpretationsNo ratings yet
- Wiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsNo ratings yet
- See Calculation Support See Calculation SupportDocument1 pageSee Calculation Support See Calculation Supportyoyok isbanuNo ratings yet
- Project PLTMH Tangka Rev 00 Part Name Steer DesignDocument2 pagesProject PLTMH Tangka Rev 00 Part Name Steer Designyoyok isbanuNo ratings yet
- Bevelgearboxes BG Series: D U C NDocument1 pageBevelgearboxes BG Series: D U C Nyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument1 pageDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Weekly Time Sheet: 1 FurnaceDocument3 pagesWeekly Time Sheet: 1 Furnaceyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument1 pageDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Stress CalculationDocument1 pageStress Calculationyoyok isbanuNo ratings yet
- Daftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu AirDocument9 pagesDaftar Kalkulasi Pipa Penstock, Bifurcation, Dan Pintu Airyoyok isbanuNo ratings yet
- Bevelgearboxes BG Series: Bevel Gearbox SelectionDocument1 pageBevelgearboxes BG Series: Bevel Gearbox Selectionyoyok isbanuNo ratings yet
- Project PLTMH Tangka Rev 00 Part Name Flow CapacityDocument3 pagesProject PLTMH Tangka Rev 00 Part Name Flow Capacityyoyok isbanuNo ratings yet
- Schedule: Desain Kalkulasi PLTMH TangkaDocument1 pageSchedule: Desain Kalkulasi PLTMH Tangkayoyok isbanuNo ratings yet
- Schedule & Progress S - Curve: Desain Kalkulasi PLTMH TangkaDocument1 pageSchedule & Progress S - Curve: Desain Kalkulasi PLTMH Tangkayoyok isbanuNo ratings yet
- Right Side Wall Side WallDocument8 pagesRight Side Wall Side Wallyoyok isbanuNo ratings yet
- Schedule: Desain Kalkulasi PLTMH Tangka 2018 November December W3 W4 W1 W2Document1 pageSchedule: Desain Kalkulasi PLTMH Tangka 2018 November December W3 W4 W1 W2yoyok isbanuNo ratings yet
- Duplex Tank WeightDocument1 pageDuplex Tank Weightyoyok isbanuNo ratings yet
- 17.HB158 Welding Manual301 V30713Document38 pages17.HB158 Welding Manual301 V30713James DickinsonNo ratings yet
- BMS Interfacing Points ChecklistDocument3 pagesBMS Interfacing Points ChecklistSMW6 Matara (SMW6MTR)100% (1)
- MFG Tooling - 12 Drawing DieDocument10 pagesMFG Tooling - 12 Drawing DieLoveofyouth ReddyNo ratings yet
- Rexroth Hi DR Valves GuideDocument2 pagesRexroth Hi DR Valves GuideJesus OsunaNo ratings yet
- Kamal Shaft PVT LTDDocument8 pagesKamal Shaft PVT LTDMayur LadwaNo ratings yet
- Rain and Ice Control System 2019Document1 pageRain and Ice Control System 2019JOSHUA NAZARIONo ratings yet
- Ajay Industrial Corporation LTD: ISO 9001:2015, EN ISO 14001:2015, OHSAS 18001:2007Document2 pagesAjay Industrial Corporation LTD: ISO 9001:2015, EN ISO 14001:2015, OHSAS 18001:2007Ankit SandhuNo ratings yet
- Pipe FittingsDocument32 pagesPipe FittingsjpmanikandanNo ratings yet
- Thermal Design of Shell & TubeDocument41 pagesThermal Design of Shell & Tubepaulo0701No ratings yet
- Ic Engine SyllabusDocument2 pagesIc Engine SyllabusMadhurjya SaikiaNo ratings yet
- Ensival Moret PRE Pumps (French-English)Document3 pagesEnsival Moret PRE Pumps (French-English)Benicio Joaquín Ferrero BrebesNo ratings yet
- Velagapudi Ramakrishna Siddhartha Engineering College::VijayawadaDocument2 pagesVelagapudi Ramakrishna Siddhartha Engineering College::VijayawadaVenkateshNo ratings yet
- Nozzle Design - Method of CharacteristicsDocument20 pagesNozzle Design - Method of CharacteristicsPandel100% (3)
- Domenico Mundo, PH.D.: Associate ProfessorDocument14 pagesDomenico Mundo, PH.D.: Associate ProfessorRavivarmanNo ratings yet
- Anti Decanting Function-MalaysiaDocument5 pagesAnti Decanting Function-MalaysiaMr. KNo ratings yet
- PCV Unit 4Document5 pagesPCV Unit 4Abhishek SainiNo ratings yet
- PREVENTIVE MAINTENANCE 250 Wheel Loader (Before Release)Document4 pagesPREVENTIVE MAINTENANCE 250 Wheel Loader (Before Release)MyMusic 41No ratings yet
- Steel Design - Tradeoff On Structural SystemDocument71 pagesSteel Design - Tradeoff On Structural SystemEmmanuel Lazo100% (1)
- Lec 32Document7 pagesLec 32110 RCCNo ratings yet
- Engineering Your Projects To SuccessDocument12 pagesEngineering Your Projects To SuccessshrikantbelekarNo ratings yet
- Shear StudDocument7 pagesShear StudcongtubatdaNo ratings yet
- Allison MD/B 300/B 400 Series On-Highway Transmissions Parts CatalogDocument31 pagesAllison MD/B 300/B 400 Series On-Highway Transmissions Parts CatalogZafiro Feliz GalanNo ratings yet
- Triptico. Cinetica de ParticulasDocument2 pagesTriptico. Cinetica de ParticulasMarco GilNo ratings yet
- New Construction Base: 15 ACH50 Seer 15Document18 pagesNew Construction Base: 15 ACH50 Seer 15Sehar RehmanNo ratings yet
- Intso Stso Physics Class Vii Motion and Time Worksheet-6Document3 pagesIntso Stso Physics Class Vii Motion and Time Worksheet-6murali.trichyNo ratings yet
- CAE Lab ManualDocument30 pagesCAE Lab Manualsyampnaidu100% (1)