
Assembly of Power Transformer: A Summer Training Report On
Assembly of Power Transformer: A Summer Training Report On
You might also like
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Transformer BhelDocument17 pagesTransformer BhelAayushiNo ratings yet
- CBIP Publication No 295Document422 pagesCBIP Publication No 295Pravin Narkhede100% (8)
- BHEL Training ReportDocument55 pagesBHEL Training ReportAkash SaraogiNo ratings yet
- 2012 Conference Summary ReportDocument15 pages2012 Conference Summary Reportapi-259256747100% (1)
- BhelDocument34 pagesBhelashish9453100% (2)
- Bhel ReportDocument29 pagesBhel ReportsiddharthNo ratings yet
- Bhel Lem ReportDocument33 pagesBhel Lem ReportHarshita GautamNo ratings yet
- An Overview of Bhel: Power GenerationDocument15 pagesAn Overview of Bhel: Power GenerationAnurag SachanNo ratings yet
- Training Report by Anuj SinhaDocument30 pagesTraining Report by Anuj SinhaEr SinhaNo ratings yet
- Report On BhelDocument26 pagesReport On Bhelcool boyNo ratings yet
- TRM REPORT AshutoshDocument45 pagesTRM REPORT AshutoshAshutosh LakraNo ratings yet
- A Study of Manufacturing of Steam TurbinesDocument40 pagesA Study of Manufacturing of Steam TurbinesSaketh Varma MudunuriNo ratings yet
- Loco Project 1Document32 pagesLoco Project 1Danish HussainNo ratings yet
- Training Report On Manufactoring Process of 500MW Turbo Generator Stator BarsDocument18 pagesTraining Report On Manufactoring Process of 500MW Turbo Generator Stator BarsSumit Maurya100% (1)
- BHEL Summer Training Project ReportDocument128 pagesBHEL Summer Training Project ReportAjitabh Gupta71% (14)
- GHTP Lehra MohabbatDocument23 pagesGHTP Lehra MohabbatDivanshu Garg40% (5)
- Industrial Training - 2010 Bharat Heavy Electricals Ltd. JhansiDocument20 pagesIndustrial Training - 2010 Bharat Heavy Electricals Ltd. JhansiRoop SinghNo ratings yet
- RAVINDER Report... FinalDocument33 pagesRAVINDER Report... Finaltechcare123No ratings yet
- Bhel Project ReportDocument90 pagesBhel Project ReportChandrajeet SinghNo ratings yet
- BHEL Jhansi: Transformer LocoDocument17 pagesBHEL Jhansi: Transformer LocoAnkur SinghNo ratings yet
- Insulation System in Turbo GeneratorsDocument34 pagesInsulation System in Turbo GeneratorsVamshi Raj100% (2)
- Bhel Project Report AmritaDocument37 pagesBhel Project Report AmritaChandrajeet SinghNo ratings yet
- Summer Training Project ReportDocument71 pagesSummer Training Project ReportPiyush Pankaj MishraNo ratings yet
- Bhel Project Report CJDocument36 pagesBhel Project Report CJChandrajeet SinghNo ratings yet
- Locomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONDocument59 pagesLocomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONRaghav SinghNo ratings yet
- BHEL ReportDocument39 pagesBHEL ReportAbhishek TripathiNo ratings yet
- Bhel Jhansi ReportDocument73 pagesBhel Jhansi ReportTarun VermaNo ratings yet
- Bhel Block 3 Turbine FileDocument35 pagesBhel Block 3 Turbine Filerajdeep6panchal100% (1)
- Profile of S.K. Mali Electrical and Energy ConsultantsDocument9 pagesProfile of S.K. Mali Electrical and Energy ConsultantsysonuNo ratings yet
- Training Reportby RustamDocument36 pagesTraining Reportby Rustamabdul qyyoomNo ratings yet
- Bharat Heavy Electricals Limited: Project Report OnDocument78 pagesBharat Heavy Electricals Limited: Project Report OnSachinSharmaNo ratings yet
- Bhel Haridwar: Project - Fabrication Block-3Document17 pagesBhel Haridwar: Project - Fabrication Block-3nitin112233No ratings yet
- Bhel REPORTDocument51 pagesBhel REPORTGargavNo ratings yet
- Kota Super Thermal Power Station, Kota: Submitted To: Submitted byDocument76 pagesKota Super Thermal Power Station, Kota: Submitted To: Submitted byKunal BhadanaNo ratings yet
- Report ShiviDocument54 pagesReport ShivigargshiviNo ratings yet
- A Vocational Training Project Report ON: Submitted byDocument26 pagesA Vocational Training Project Report ON: Submitted byTushar SahuNo ratings yet
- Man Summer TRNGDocument29 pagesMan Summer TRNGSurjit SinghNo ratings yet
- Six Weeks Industrial Training: A ReportDocument36 pagesSix Weeks Industrial Training: A ReportgarimanviNo ratings yet
- BHEL Internship Report BLOCK-1Document38 pagesBHEL Internship Report BLOCK-1Uzair AfridiNo ratings yet
- TransformerDocument88 pagesTransformersakshi singhNo ratings yet
- Anurag TRNG RPRTDocument43 pagesAnurag TRNG RPRTAnuragSh1994No ratings yet
- HECDocument23 pagesHECchirag_mngNo ratings yet
- BHEL Haridwar Vocational Training ReportDocument24 pagesBHEL Haridwar Vocational Training ReportAjay Singhal100% (1)
- BHEL ReportDocument41 pagesBHEL Report010 Monitha SaiNo ratings yet
- HEL VT or Internship ReportDocument18 pagesHEL VT or Internship ReportAritra SahaNo ratings yet
- Government College of Engineering, Amravati: Industrial Visit Report On 220 KV Substation Power House, AmravatiDocument20 pagesGovernment College of Engineering, Amravati: Industrial Visit Report On 220 KV Substation Power House, AmravatiShourya Prasad100% (1)
- Final ProjectDocument45 pagesFinal Projectrahulshandilya2k100% (1)
- Proceedings of National Conference On Transformer and Allied Equipment PDFDocument146 pagesProceedings of National Conference On Transformer and Allied Equipment PDFVenkateswaran CoimbatoreNo ratings yet
- Bharat Heavy Electricals Limited, Bhopal: Ips Academy IndoreDocument39 pagesBharat Heavy Electricals Limited, Bhopal: Ips Academy Indorevidhya associateNo ratings yet
- V.T Project Report by SANJEET KUMARDocument79 pagesV.T Project Report by SANJEET KUMARAkshay DharNo ratings yet
- Turbo Generators PDFDocument54 pagesTurbo Generators PDFDevendra Sharma94% (35)
- Vpi ProcessDocument57 pagesVpi ProcessRavi Kiran100% (4)
- Submitted By:-Anish Gupta Pec University of Technology B.E. (Electrical)Document29 pagesSubmitted By:-Anish Gupta Pec University of Technology B.E. (Electrical)anish3189No ratings yet
- Training Report On 220/132KV SubstationDocument34 pagesTraining Report On 220/132KV SubstationVinay ChandelNo ratings yet
- Product ProfileDocument28 pagesProduct ProfileBasumitra DattaNo ratings yet
- Shivam TrainingDocument25 pagesShivam TrainingAR GNo ratings yet
- Methods for Increasing the Quality and Reliability of Power System Using FACTS DevicesFrom EverandMethods for Increasing the Quality and Reliability of Power System Using FACTS DevicesNo ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Screenshot 2021-08-16 at 14.41.09Document1 pageScreenshot 2021-08-16 at 14.41.09Saurabh SharmaNo ratings yet
- Motor Nameplate Details DCDocument1 pageMotor Nameplate Details DCSaurabh SharmaNo ratings yet
- Ballistic Galvanometer: You May Also LikeDocument1 pageBallistic Galvanometer: You May Also LikeSaurabh SharmaNo ratings yet
- DPDT SwitchDocument1 pageDPDT SwitchSaurabh SharmaNo ratings yet
- TSM RaoDocument34 pagesTSM RaoSaurabh SharmaNo ratings yet
- Condition Monitoring of RelaysDocument5 pagesCondition Monitoring of RelaysSaurabh SharmaNo ratings yet
- Scavenge FireDocument4 pagesScavenge FireMedha Jog KatdareNo ratings yet
- Steganography (Final) 1Document34 pagesSteganography (Final) 1Ankit SinghalNo ratings yet
- Project Control NoteDocument26 pagesProject Control Noteslizabell78No ratings yet
- CCS - View Topic - CRC16, Very Efficient PDFDocument9 pagesCCS - View Topic - CRC16, Very Efficient PDFEsmael PradoNo ratings yet
- PM and QSDocument9 pagesPM and QSAlekhyaReddy100% (1)
- Description: Tags: Acshbocio14Document44 pagesDescription: Tags: Acshbocio14anon-228347No ratings yet
- Daigekito Mad Police - Yuji OhnoDocument13 pagesDaigekito Mad Police - Yuji OhnoEl wey que hace covers de anime y jazzNo ratings yet
- Syssec 01Document95 pagesSyssec 01clu5t3r100% (1)
- PlanDocument154 pagesPlansamoth666No ratings yet
- Employer'S Change of Information Form (Ecif) : Instructions RequirementsDocument2 pagesEmployer'S Change of Information Form (Ecif) : Instructions RequirementsGen EcargNo ratings yet
- Image Processing VerilogDocument18 pagesImage Processing VeriloggoutamkgNo ratings yet
- Munnangi Sea Foods Private LimitedDocument77 pagesMunnangi Sea Foods Private LimitedDevaraj SubrmanayamNo ratings yet
- How-To Use 3D Gridding MethodsDocument8 pagesHow-To Use 3D Gridding MethodsGarry Muñoz NiflaNo ratings yet
- Testing Spark Best Practices Anupama Shetty Neil MarshallDocument32 pagesTesting Spark Best Practices Anupama Shetty Neil MarshallTegar Kukuh Ahmad JulfikarNo ratings yet
- Faqs: Exempted Establishment ReturnDocument17 pagesFaqs: Exempted Establishment ReturnPoornachandNo ratings yet
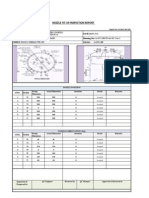
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- CyberGhost DebugLogDocument7 pagesCyberGhost DebugLogÜñkñwñ ÎdNo ratings yet
- RB CalculationDocument5 pagesRB CalculationAnonymous DUua3A5No ratings yet
- Well Test Facility Specifications 40 X 40 LECMDocument10 pagesWell Test Facility Specifications 40 X 40 LECMDEDI ARDIANSYAH LUBISNo ratings yet
- STS Chapter 1 6Document7 pagesSTS Chapter 1 6adlersolace61No ratings yet
- Lecture35 Ch12 CoherenceDocument25 pagesLecture35 Ch12 Coherencepavan457No ratings yet
- Drilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualDocument55 pagesDrilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualMotlatsi RaiyoNo ratings yet
- ImperfectionsDocument10 pagesImperfectionsFreddie KooNo ratings yet
- Retrofit of Control and Protection in Old SubstationDocument2 pagesRetrofit of Control and Protection in Old Substationlamisma09100% (1)
- Inclusive Filipinnovation & Entrepreneurship Roadmap: PH Economic Transformation in The Digital AgeDocument40 pagesInclusive Filipinnovation & Entrepreneurship Roadmap: PH Economic Transformation in The Digital AgeAnthony John BalisiNo ratings yet
- IIRS Outreach ProgrammeDocument2 pagesIIRS Outreach ProgrammeAishwary KaushalNo ratings yet
- Premier Guitar 022017Document244 pagesPremier Guitar 022017franekzapa100% (3)
- Canadian Solar Datasheet HiKu CS3W P enDocument2 pagesCanadian Solar Datasheet HiKu CS3W P enAUFA JAYA PERKASANo ratings yet
- FMDS0701 PDFDocument42 pagesFMDS0701 PDFBharat VaajNo ratings yet






























































































Download as docx, pdf, or txt
You might also like
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 4 out of 5 stars4/5 (4)
- Transformer BhelDocument17 pagesTransformer BhelAayushiNo ratings yet
- CBIP Publication No 295Document422 pagesCBIP Publication No 295Pravin Narkhede100% (8)
- BHEL Training ReportDocument55 pagesBHEL Training ReportAkash SaraogiNo ratings yet
- 2012 Conference Summary ReportDocument15 pages2012 Conference Summary Reportapi-259256747100% (1)
- BhelDocument34 pagesBhelashish9453100% (2)
- Bhel ReportDocument29 pagesBhel ReportsiddharthNo ratings yet
- Bhel Lem ReportDocument33 pagesBhel Lem ReportHarshita GautamNo ratings yet
- An Overview of Bhel: Power GenerationDocument15 pagesAn Overview of Bhel: Power GenerationAnurag SachanNo ratings yet
- Training Report by Anuj SinhaDocument30 pagesTraining Report by Anuj SinhaEr SinhaNo ratings yet
- Report On BhelDocument26 pagesReport On Bhelcool boyNo ratings yet
- TRM REPORT AshutoshDocument45 pagesTRM REPORT AshutoshAshutosh LakraNo ratings yet
- A Study of Manufacturing of Steam TurbinesDocument40 pagesA Study of Manufacturing of Steam TurbinesSaketh Varma MudunuriNo ratings yet
- Loco Project 1Document32 pagesLoco Project 1Danish HussainNo ratings yet
- Training Report On Manufactoring Process of 500MW Turbo Generator Stator BarsDocument18 pagesTraining Report On Manufactoring Process of 500MW Turbo Generator Stator BarsSumit Maurya100% (1)
- BHEL Summer Training Project ReportDocument128 pagesBHEL Summer Training Project ReportAjitabh Gupta71% (14)
- GHTP Lehra MohabbatDocument23 pagesGHTP Lehra MohabbatDivanshu Garg40% (5)
- Industrial Training - 2010 Bharat Heavy Electricals Ltd. JhansiDocument20 pagesIndustrial Training - 2010 Bharat Heavy Electricals Ltd. JhansiRoop SinghNo ratings yet
- RAVINDER Report... FinalDocument33 pagesRAVINDER Report... Finaltechcare123No ratings yet
- Bhel Project ReportDocument90 pagesBhel Project ReportChandrajeet SinghNo ratings yet
- BHEL Jhansi: Transformer LocoDocument17 pagesBHEL Jhansi: Transformer LocoAnkur SinghNo ratings yet
- Insulation System in Turbo GeneratorsDocument34 pagesInsulation System in Turbo GeneratorsVamshi Raj100% (2)
- Bhel Project Report AmritaDocument37 pagesBhel Project Report AmritaChandrajeet SinghNo ratings yet
- Summer Training Project ReportDocument71 pagesSummer Training Project ReportPiyush Pankaj MishraNo ratings yet
- Bhel Project Report CJDocument36 pagesBhel Project Report CJChandrajeet SinghNo ratings yet
- Locomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONDocument59 pagesLocomotive Engines in Wag-7: Bharat Heavy Electricals Limited Summer Training Project Report 2016 ONRaghav SinghNo ratings yet
- BHEL ReportDocument39 pagesBHEL ReportAbhishek TripathiNo ratings yet
- Bhel Jhansi ReportDocument73 pagesBhel Jhansi ReportTarun VermaNo ratings yet
- Bhel Block 3 Turbine FileDocument35 pagesBhel Block 3 Turbine Filerajdeep6panchal100% (1)
- Profile of S.K. Mali Electrical and Energy ConsultantsDocument9 pagesProfile of S.K. Mali Electrical and Energy ConsultantsysonuNo ratings yet
- Training Reportby RustamDocument36 pagesTraining Reportby Rustamabdul qyyoomNo ratings yet
- Bharat Heavy Electricals Limited: Project Report OnDocument78 pagesBharat Heavy Electricals Limited: Project Report OnSachinSharmaNo ratings yet
- Bhel Haridwar: Project - Fabrication Block-3Document17 pagesBhel Haridwar: Project - Fabrication Block-3nitin112233No ratings yet
- Bhel REPORTDocument51 pagesBhel REPORTGargavNo ratings yet
- Kota Super Thermal Power Station, Kota: Submitted To: Submitted byDocument76 pagesKota Super Thermal Power Station, Kota: Submitted To: Submitted byKunal BhadanaNo ratings yet
- Report ShiviDocument54 pagesReport ShivigargshiviNo ratings yet
- A Vocational Training Project Report ON: Submitted byDocument26 pagesA Vocational Training Project Report ON: Submitted byTushar SahuNo ratings yet
- Man Summer TRNGDocument29 pagesMan Summer TRNGSurjit SinghNo ratings yet
- Six Weeks Industrial Training: A ReportDocument36 pagesSix Weeks Industrial Training: A ReportgarimanviNo ratings yet
- BHEL Internship Report BLOCK-1Document38 pagesBHEL Internship Report BLOCK-1Uzair AfridiNo ratings yet
- TransformerDocument88 pagesTransformersakshi singhNo ratings yet
- Anurag TRNG RPRTDocument43 pagesAnurag TRNG RPRTAnuragSh1994No ratings yet
- HECDocument23 pagesHECchirag_mngNo ratings yet
- BHEL Haridwar Vocational Training ReportDocument24 pagesBHEL Haridwar Vocational Training ReportAjay Singhal100% (1)
- BHEL ReportDocument41 pagesBHEL Report010 Monitha SaiNo ratings yet
- HEL VT or Internship ReportDocument18 pagesHEL VT or Internship ReportAritra SahaNo ratings yet
- Government College of Engineering, Amravati: Industrial Visit Report On 220 KV Substation Power House, AmravatiDocument20 pagesGovernment College of Engineering, Amravati: Industrial Visit Report On 220 KV Substation Power House, AmravatiShourya Prasad100% (1)
- Final ProjectDocument45 pagesFinal Projectrahulshandilya2k100% (1)
- Proceedings of National Conference On Transformer and Allied Equipment PDFDocument146 pagesProceedings of National Conference On Transformer and Allied Equipment PDFVenkateswaran CoimbatoreNo ratings yet
- Bharat Heavy Electricals Limited, Bhopal: Ips Academy IndoreDocument39 pagesBharat Heavy Electricals Limited, Bhopal: Ips Academy Indorevidhya associateNo ratings yet
- V.T Project Report by SANJEET KUMARDocument79 pagesV.T Project Report by SANJEET KUMARAkshay DharNo ratings yet
- Turbo Generators PDFDocument54 pagesTurbo Generators PDFDevendra Sharma94% (35)
- Vpi ProcessDocument57 pagesVpi ProcessRavi Kiran100% (4)
- Submitted By:-Anish Gupta Pec University of Technology B.E. (Electrical)Document29 pagesSubmitted By:-Anish Gupta Pec University of Technology B.E. (Electrical)anish3189No ratings yet
- Training Report On 220/132KV SubstationDocument34 pagesTraining Report On 220/132KV SubstationVinay ChandelNo ratings yet
- Product ProfileDocument28 pagesProduct ProfileBasumitra DattaNo ratings yet
- Shivam TrainingDocument25 pagesShivam TrainingAR GNo ratings yet
- Methods for Increasing the Quality and Reliability of Power System Using FACTS DevicesFrom EverandMethods for Increasing the Quality and Reliability of Power System Using FACTS DevicesNo ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Screenshot 2021-08-16 at 14.41.09Document1 pageScreenshot 2021-08-16 at 14.41.09Saurabh SharmaNo ratings yet
- Motor Nameplate Details DCDocument1 pageMotor Nameplate Details DCSaurabh SharmaNo ratings yet
- Ballistic Galvanometer: You May Also LikeDocument1 pageBallistic Galvanometer: You May Also LikeSaurabh SharmaNo ratings yet
- DPDT SwitchDocument1 pageDPDT SwitchSaurabh SharmaNo ratings yet
- TSM RaoDocument34 pagesTSM RaoSaurabh SharmaNo ratings yet
- Condition Monitoring of RelaysDocument5 pagesCondition Monitoring of RelaysSaurabh SharmaNo ratings yet
- Scavenge FireDocument4 pagesScavenge FireMedha Jog KatdareNo ratings yet
- Steganography (Final) 1Document34 pagesSteganography (Final) 1Ankit SinghalNo ratings yet
- Project Control NoteDocument26 pagesProject Control Noteslizabell78No ratings yet
- CCS - View Topic - CRC16, Very Efficient PDFDocument9 pagesCCS - View Topic - CRC16, Very Efficient PDFEsmael PradoNo ratings yet
- PM and QSDocument9 pagesPM and QSAlekhyaReddy100% (1)
- Description: Tags: Acshbocio14Document44 pagesDescription: Tags: Acshbocio14anon-228347No ratings yet
- Daigekito Mad Police - Yuji OhnoDocument13 pagesDaigekito Mad Police - Yuji OhnoEl wey que hace covers de anime y jazzNo ratings yet
- Syssec 01Document95 pagesSyssec 01clu5t3r100% (1)
- PlanDocument154 pagesPlansamoth666No ratings yet
- Employer'S Change of Information Form (Ecif) : Instructions RequirementsDocument2 pagesEmployer'S Change of Information Form (Ecif) : Instructions RequirementsGen EcargNo ratings yet
- Image Processing VerilogDocument18 pagesImage Processing VeriloggoutamkgNo ratings yet
- Munnangi Sea Foods Private LimitedDocument77 pagesMunnangi Sea Foods Private LimitedDevaraj SubrmanayamNo ratings yet
- How-To Use 3D Gridding MethodsDocument8 pagesHow-To Use 3D Gridding MethodsGarry Muñoz NiflaNo ratings yet
- Testing Spark Best Practices Anupama Shetty Neil MarshallDocument32 pagesTesting Spark Best Practices Anupama Shetty Neil MarshallTegar Kukuh Ahmad JulfikarNo ratings yet
- Faqs: Exempted Establishment ReturnDocument17 pagesFaqs: Exempted Establishment ReturnPoornachandNo ratings yet
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- CyberGhost DebugLogDocument7 pagesCyberGhost DebugLogÜñkñwñ ÎdNo ratings yet
- RB CalculationDocument5 pagesRB CalculationAnonymous DUua3A5No ratings yet
- Well Test Facility Specifications 40 X 40 LECMDocument10 pagesWell Test Facility Specifications 40 X 40 LECMDEDI ARDIANSYAH LUBISNo ratings yet
- STS Chapter 1 6Document7 pagesSTS Chapter 1 6adlersolace61No ratings yet
- Lecture35 Ch12 CoherenceDocument25 pagesLecture35 Ch12 Coherencepavan457No ratings yet
- Drilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualDocument55 pagesDrilling in Vietnam: Volume 2 - Drilling Operations Procedure ManualMotlatsi RaiyoNo ratings yet
- ImperfectionsDocument10 pagesImperfectionsFreddie KooNo ratings yet
- Retrofit of Control and Protection in Old SubstationDocument2 pagesRetrofit of Control and Protection in Old Substationlamisma09100% (1)
- Inclusive Filipinnovation & Entrepreneurship Roadmap: PH Economic Transformation in The Digital AgeDocument40 pagesInclusive Filipinnovation & Entrepreneurship Roadmap: PH Economic Transformation in The Digital AgeAnthony John BalisiNo ratings yet
- IIRS Outreach ProgrammeDocument2 pagesIIRS Outreach ProgrammeAishwary KaushalNo ratings yet
- Premier Guitar 022017Document244 pagesPremier Guitar 022017franekzapa100% (3)
- Canadian Solar Datasheet HiKu CS3W P enDocument2 pagesCanadian Solar Datasheet HiKu CS3W P enAUFA JAYA PERKASANo ratings yet
- FMDS0701 PDFDocument42 pagesFMDS0701 PDFBharat VaajNo ratings yet