Download as docx, pdf, or txt
You might also like
- Pressure Measurement and Calibration Lab ReportDocument16 pagesPressure Measurement and Calibration Lab ReportYuliya100% (3)
- Cast Iron InoculationDocument12 pagesCast Iron InoculationCaio Fazzioli TavaresNo ratings yet
- Seminar Report On Cast IronDocument48 pagesSeminar Report On Cast IronPulkit bajaj100% (3)
- Soxhlet ExtractionDocument17 pagesSoxhlet ExtractionMahe Rukh88% (8)
- Cast Iron SolidificationDocument8 pagesCast Iron SolidificationMostafa OthmanNo ratings yet
- Lab Mat Sci 5Document8 pagesLab Mat Sci 5Panait DragosNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- Cast IronsDocument9 pagesCast IronsSatria Adi NugrohoNo ratings yet
- Heat Treatment of CastingDocument15 pagesHeat Treatment of CastingjmmshahNo ratings yet
- Cast Iron PropertiesDocument8 pagesCast Iron PropertiesGerardo JM Palacios100% (1)
- Cast IronsDocument4 pagesCast IronsMohamad FaizulNo ratings yet
- Types of Cast IronsDocument11 pagesTypes of Cast IronsawesomeyogeshwarNo ratings yet
- Cast Iron Metallurgy: R S, Gulf Interstate Engineering, Houston, TexasDocument4 pagesCast Iron Metallurgy: R S, Gulf Interstate Engineering, Houston, TexasAndrewNo ratings yet
- Iron Carbon Diagram, The Structure of Steel & Cast Iron, Introduction To TTT DiagramDocument25 pagesIron Carbon Diagram, The Structure of Steel & Cast Iron, Introduction To TTT DiagramAkash TiwariNo ratings yet
- Cast IronsDocument8 pagesCast IronsAlberto LunaNo ratings yet
- 10cast Iron DetailsDocument6 pages10cast Iron DetailskarthisanthaNo ratings yet
- Cast Irons: MSE 206-Materials Characterization I Lecture-6Document21 pagesCast Irons: MSE 206-Materials Characterization I Lecture-6Jose Luis Valin RiveraNo ratings yet
- Lecture 15Document30 pagesLecture 15abuobidashihabNo ratings yet
- Heat Treatment of Cast IronDocument37 pagesHeat Treatment of Cast IronMothana RawashdehNo ratings yet
- 19.09.2019 09h45 What Is An Inoculant and What Does It DoDocument14 pages19.09.2019 09h45 What Is An Inoculant and What Does It DoVairamuthu SiveshNo ratings yet
- Assignment 7 MSMDocument6 pagesAssignment 7 MSMJAY KACHANo ratings yet
- Assignment 7 MSMDocument6 pagesAssignment 7 MSMJAY KACHANo ratings yet
- Assignment 7 MSMDocument6 pagesAssignment 7 MSMJAY KACHANo ratings yet
- Colour MetallographyDocument12 pagesColour MetallographystefaneduardNo ratings yet
- Gray IronDocument9 pagesGray Ironiamraghu2309No ratings yet
- Lecture 7 Cast Iron 1Document29 pagesLecture 7 Cast Iron 1Md.Rashid ShahriarNo ratings yet
- Ledeburite: Solidification of Cast IronsDocument14 pagesLedeburite: Solidification of Cast IronsFauzul ImanNo ratings yet
- Strenghtening Cast IronsDocument17 pagesStrenghtening Cast IronsAlberto VelazquezNo ratings yet
- Heat Treatment of Cast IronsDocument4 pagesHeat Treatment of Cast IronshamidrezachamaniNo ratings yet
- 184 Chunky GraphiteDocument10 pages184 Chunky GraphiteIPSITNo ratings yet
- Gray IronDocument4 pagesGray IronLaboratorio CalidadNo ratings yet
- Metal-Casting Processes and Equipment Heat TreatmentsDocument93 pagesMetal-Casting Processes and Equipment Heat TreatmentssengcanNo ratings yet
- Metallography and Microstructures of Cast Iron: Janina M. Radzikowska, The Foundry Research Institute, Krako W, PolandDocument24 pagesMetallography and Microstructures of Cast Iron: Janina M. Radzikowska, The Foundry Research Institute, Krako W, PolandmeteminNo ratings yet
- "Hot Topics": Effect of Carbon in Ductile IronDocument4 pages"Hot Topics": Effect of Carbon in Ductile IronAdeel BhattiNo ratings yet
- Fracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanDocument33 pagesFracture and Fracture Toughness of Cast Irons: W. L. Bradley and M. N. SrinivasanNarasimha Murthy InampudiNo ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Cast Irons and Alloy Cast IronsDocument6 pagesCast Irons and Alloy Cast Ironsjebrahimi2003No ratings yet
- Colour Metallography of Cast Iron PDFDocument16 pagesColour Metallography of Cast Iron PDFUlises Quintana CarhuanchoNo ratings yet
- Metallurgical Properties of Cast IronsDocument23 pagesMetallurgical Properties of Cast IronsAli MojtabaeiNo ratings yet
- Cast Iron - WikipediaDocument11 pagesCast Iron - WikipediaBhumikNo ratings yet
- Innoculation of Grey and Ductile IronDocument21 pagesInnoculation of Grey and Ductile IronSaravana GowthamNo ratings yet
- Mech 473 Lectures: Professor Rodney HerringDocument40 pagesMech 473 Lectures: Professor Rodney HerringWalid Ben AmirNo ratings yet
- Cast Iron: A Widely Used MaterialDocument19 pagesCast Iron: A Widely Used MaterialHarshaDesuNo ratings yet
- Grey Cast IronDocument43 pagesGrey Cast IronVasanth PrasadNo ratings yet
- Vermicular GraphiteDocument12 pagesVermicular GraphiteUyên QuáchNo ratings yet
- Cast Iron: Cast Iron Is A Group of Iron-Carbon Alloys With A Carbon Content Greater ThanDocument8 pagesCast Iron: Cast Iron Is A Group of Iron-Carbon Alloys With A Carbon Content Greater ThanspibluNo ratings yet
- Research Papers On Grey Cast IronDocument4 pagesResearch Papers On Grey Cast Ironfealwtznd100% (1)
- Literature Review On Cast IronDocument8 pagesLiterature Review On Cast Ironafdtwudac100% (1)
- Castiron Its StructureDocument71 pagesCastiron Its Structuresk.bashaNo ratings yet
- Metallographic Preparation of Cast Iron: Application NotesDocument6 pagesMetallographic Preparation of Cast Iron: Application NotesmarianaNo ratings yet
- Cast IronDocument6 pagesCast IronSegun TalabiNo ratings yet
- C1-C8Document18 pagesC1-C8sx mhvNo ratings yet
- Metallurgy of Carbon SteelDocument5 pagesMetallurgy of Carbon SteelMadhavan SoundararajanNo ratings yet
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- Cast IronDocument64 pagesCast IronEr Vishal Divya JagadaleNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- BUKU Kinetika Reduksi OreDocument213 pagesBUKU Kinetika Reduksi OreGalih SenopatiNo ratings yet
- Technology 0406Document2 pagesTechnology 0406Galih SenopatiNo ratings yet
- Possibilities of Utilization of Energy Briquettes: Gabriel BorowskiDocument4 pagesPossibilities of Utilization of Energy Briquettes: Gabriel BorowskiGalih SenopatiNo ratings yet
- Kumar 2008bDocument4 pagesKumar 2008bGalih SenopatiNo ratings yet
- Effects of Alloying Elements On The Cytotoxic Response of Titanium AlloysDocument7 pagesEffects of Alloying Elements On The Cytotoxic Response of Titanium AlloysGalih SenopatiNo ratings yet
- Evaporation-An IntroductionDocument23 pagesEvaporation-An IntroductionKusmakarNo ratings yet
- An Approximate Realization of A Black Body As A Tiny Hole in An Insulated EnclosureDocument11 pagesAn Approximate Realization of A Black Body As A Tiny Hole in An Insulated EnclosureamanNo ratings yet
- Chem VivaDocument6 pagesChem VivaElvis Shrestha100% (1)
- UWC Lab Report Submisson 2Document7 pagesUWC Lab Report Submisson 2may perezNo ratings yet
- Chemical Bonding 05 Class Notes PDFDocument19 pagesChemical Bonding 05 Class Notes PDFmodel photo copyNo ratings yet
- W5 Source Models ULearnDocument46 pagesW5 Source Models ULearnFakhrulShahrilEzanieNo ratings yet
- Fluid Mechanics NotesDocument85 pagesFluid Mechanics Notesjoz lapNo ratings yet
- ElastomerDocument3 pagesElastomersiswoutNo ratings yet
- 11 Atoms and NucleiDocument13 pages11 Atoms and NucleiHimanshu GuptaNo ratings yet
- Modified Lewis TheoryDocument4 pagesModified Lewis TheoryIda Farida Ch.100% (2)
- HVAC (New) HGDocument4 pagesHVAC (New) HGArvind ChaudharyNo ratings yet
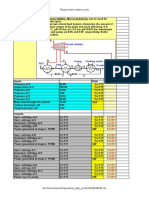
- Regenerative Steam Cycle: Error ?Document2 pagesRegenerative Steam Cycle: Error ?Rahul ChandrawarNo ratings yet
- Identify The Demarcation of The Periodic TableDocument4 pagesIdentify The Demarcation of The Periodic TableRana Irfan100% (1)
- Interference of Light Waves..Document17 pagesInterference of Light Waves..Aditya Kumar DwivediNo ratings yet
- Price List Lab Nano ITBDocument6 pagesPrice List Lab Nano ITBsatryo wibowoNo ratings yet
- Ethanol Distillation Process PDFDocument2 pagesEthanol Distillation Process PDFKurtNo ratings yet
- (Download PDF) Electronic Structure Basic Theory and Practical Methods 2Nd Edition Richard M Martin Online Ebook All Chapter PDFDocument42 pages(Download PDF) Electronic Structure Basic Theory and Practical Methods 2Nd Edition Richard M Martin Online Ebook All Chapter PDFwilliam.paisley971100% (17)
- Chemical Engineering JournalDocument6 pagesChemical Engineering JournalRia RestianiNo ratings yet
- Engineering Chemistry PDFDocument87 pagesEngineering Chemistry PDFRajan BagaleNo ratings yet
- Capacitor PosterDocument1 pageCapacitor PosterMajorNo ratings yet
- Solef Hylar PVDFDocument60 pagesSolef Hylar PVDFribeiro30No ratings yet
- Aits 1920 Ot JeemDocument17 pagesAits 1920 Ot JeemhelloNo ratings yet
- 7.2 Hindered SettlingDocument22 pages7.2 Hindered SettlingKayNo ratings yet
- NMR Practice ProblemsDocument9 pagesNMR Practice ProblemsVivek AgrahariNo ratings yet
- 01 - Milestone DMA-1 Mercury Analyser PDFDocument3 pages01 - Milestone DMA-1 Mercury Analyser PDFgraciela areinamoNo ratings yet
- Energy Performance Assesment of FurnaceDocument16 pagesEnergy Performance Assesment of FurnacePranoy Barua100% (2)
- Experiment 7 (Recovered)Document36 pagesExperiment 7 (Recovered)Manda BaboolalNo ratings yet
- Introduction To ElastomerDocument32 pagesIntroduction To ElastomerAnand DubeyNo ratings yet