Download as pdf or txt
You might also like
- VCNG Manual Tuga Eng Vol IIDocument226 pagesVCNG Manual Tuga Eng Vol IIolegprikhodko280975% (4)
- Frame 7EA 2021Document30 pagesFrame 7EA 2021Ender Galvis75% (4)
- R 232 MS5001 Technical DescriptionDocument7 pagesR 232 MS5001 Technical Descriptionscribdkhatn100% (5)
- Saa6d125e-5 Sen00177-01d PDFDocument376 pagesSaa6d125e-5 Sen00177-01d PDFanggie100% (17)
- Borescope Inspection Gas Turbien Generator Taurus 60Document38 pagesBorescope Inspection Gas Turbien Generator Taurus 60vamcodong100% (2)
- Dry Low Nox 2.0+ System Operation: Ge Power SystemsDocument10 pagesDry Low Nox 2.0+ System Operation: Ge Power SystemsFernando Piaggio100% (2)
- CatalogoPGT25 PDFDocument4 pagesCatalogoPGT25 PDFshihabjamaan100% (5)
- 02 Ms5001 DescriptionDocument58 pages02 Ms5001 DescriptionHafiz Usman Mahmood100% (6)
- Gas Turbine Maintenance: GE Power SystemsDocument60 pagesGas Turbine Maintenance: GE Power SystemsHoucine Belhaska100% (3)
- DLN 1.0 MS9001Document20 pagesDLN 1.0 MS9001Atif Khan100% (11)
- LM 2500Document12 pagesLM 2500pramodtryNo ratings yet
- GT Trip ProtectionsDocument2 pagesGT Trip Protectionsakeel_haq100% (8)
- MARKVE Getting A Better Understanding of Gas Turbine Control 1 2 3Document92 pagesMARKVE Getting A Better Understanding of Gas Turbine Control 1 2 3nabil160874100% (2)
- Gas Turbine MaintenanceDocument60 pagesGas Turbine Maintenancehelmybh100% (18)
- GE Frame F Inspection ItemsDocument4 pagesGE Frame F Inspection ItemsCarlos Toscano100% (2)
- Gas Turbine Start SystemDocument108 pagesGas Turbine Start Systemhumane2897% (31)
- Engine Change BootstrapDocument5 pagesEngine Change Bootstrapolegprikhodko2809No ratings yet
- Preparing Holes For FasteningDocument9 pagesPreparing Holes For Fasteningolegprikhodko2809100% (1)
- Sulfuric Anodizing of Aluminium AlloysDocument17 pagesSulfuric Anodizing of Aluminium Alloysolegprikhodko2809100% (2)
- Wet Install of FastenersDocument8 pagesWet Install of Fastenersolegprikhodko2809No ratings yet
- 1404Document162 pages1404Fernando Sabino100% (6)
- Mitsubishi Lancer Diesel 4D68 Workshop Manual - EngineDocument68 pagesMitsubishi Lancer Diesel 4D68 Workshop Manual - EngineVishnu VasuNo ratings yet
- F2ce9687a B CDocument220 pagesF2ce9687a B Cjvega_53412067% (3)
- Slides HDGT O&M ENDocument495 pagesSlides HDGT O&M ENOmarAnabi100% (4)
- PT Pgt25 Dle Description VCNGDocument30 pagesPT Pgt25 Dle Description VCNGolegprikhodko2809100% (1)
- GE Gas Turbines Were Basically Divided Into 3 DifferentDocument3 pagesGE Gas Turbines Were Basically Divided Into 3 Differentsaikrish36100% (1)
- 6B9E UpratesDocument58 pages6B9E UpratesMegiovandi Purba Pak Pak100% (3)
- 3 - Gas Turbine Overview 8.09Document25 pages3 - Gas Turbine Overview 8.09Sujeet Kumar100% (4)
- 02 GG Pgt25 Dle Description VCNGDocument138 pages02 GG Pgt25 Dle Description VCNGolegprikhodko2809100% (4)
- SAC and DLE PDFDocument29 pagesSAC and DLE PDFMehulkumar PatelNo ratings yet
- Frame 9e Gas Turbine PresentationDocument98 pagesFrame 9e Gas Turbine PresentationSONU100% (2)
- GT Frame 9 ManualDocument102 pagesGT Frame 9 ManualSSC & GSC of Lebanon100% (2)
- 01 Intro&Theory GTDocument74 pages01 Intro&Theory GTHafiz Usman Mahmood100% (1)
- GT Operation (Nanjin)Document146 pagesGT Operation (Nanjin)Ady Fardy100% (1)
- Gas Turbine Combustion SystemDocument14 pagesGas Turbine Combustion Systemrohit u100% (5)
- 2016 7F Users Conference - Compressor and Rotor PDFDocument29 pages2016 7F Users Conference - Compressor and Rotor PDFLuis Estrada50% (2)
- GE Frame 7EA Loss of FlameDocument6 pagesGE Frame 7EA Loss of Flamenabil160874No ratings yet
- 01 Tab01 130916060639 Phpapp02 PDFDocument36 pages01 Tab01 130916060639 Phpapp02 PDFajo zinzoNo ratings yet
- GE User QnA 6BDocument31 pagesGE User QnA 6Bsatyandaru100% (1)
- DLN IntructionDocument20 pagesDLN IntructionThanapaet Rittirut100% (2)
- Generator Control and Protection System PDFDocument159 pagesGenerator Control and Protection System PDFAdetunji Taiwo100% (2)
- Proven Solutions GE-EvuletDocument48 pagesProven Solutions GE-EvuletmohamedhasNo ratings yet
- Controls - GasDocument35 pagesControls - Gasaustintan100% (2)
- Repair & MaintenanceDocument14 pagesRepair & MaintenanceMohammad Ibnul Hossain100% (1)
- Analysis of General Electric Model LM2500Document80 pagesAnalysis of General Electric Model LM2500Thanapaet RittirutNo ratings yet
- GE Gas Turbine Extendor Combustion SystemDocument2 pagesGE Gas Turbine Extendor Combustion SystemRaden Mas100% (2)
- What Is The Difference Between Dln-1 & Dln-2? Like ReplyreportDocument49 pagesWhat Is The Difference Between Dln-1 & Dln-2? Like ReplyreportSahariar Bin Shafique100% (3)
- Material Inspection of Hot Gas PathDocument2 pagesMaterial Inspection of Hot Gas Patheankibo100% (3)
- GE Gas Turbine Frame 9E Course 1695532004Document156 pagesGE Gas Turbine Frame 9E Course 1695532004Achnafian Rafif Zufaryansyah100% (3)
- 02 BCL PCL IntermediateDocument179 pages02 BCL PCL Intermediaterana usman100% (3)
- Heavy Duty GT: MaintenanceDocument79 pagesHeavy Duty GT: Maintenanceprasad5034100% (6)
- GE Oil & Gas Aeroderivative Gas Turbine: Emission Reduction Techniques DLE1.0 SystemDocument46 pagesGE Oil & Gas Aeroderivative Gas Turbine: Emission Reduction Techniques DLE1.0 SystemJuan Manuel100% (2)
- MOU (13ovw) - HDGT Maintenance Procedures LDocument33 pagesMOU (13ovw) - HDGT Maintenance Procedures Lalaeddine chahdane100% (2)
- Frame 9FA Erection ProcedureDocument25 pagesFrame 9FA Erection Proceduredestiny2bn93% (15)
- 07 Gas Turbine Valves - 0Document14 pages07 Gas Turbine Valves - 0VILAS VIJAYAN100% (2)
- Learn Gas Turbine by SimulationDocument41 pagesLearn Gas Turbine by SimulationAnonymous 8RRc42G100% (2)
- GT Gas Fuel and Air FlowDocument38 pagesGT Gas Fuel and Air Flowhina100% (1)
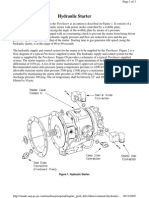
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Tab 05 GEK 106899 Startup and Shutdown ControlDocument10 pagesTab 05 GEK 106899 Startup and Shutdown Controlherysyam100% (2)
- MS5002C BreakdownDocument245 pagesMS5002C BreakdownElver Amesquita100% (2)
- Solar Turbines Compressor Blade Installation Tools PDFDocument152 pagesSolar Turbines Compressor Blade Installation Tools PDFKalai Arasan100% (1)
- Siemens Gas Turbine SGT 500 Crude OilDocument10 pagesSiemens Gas Turbine SGT 500 Crude Oilgeverett2765No ratings yet
- GE Exhaust Temperature ControlDocument3 pagesGE Exhaust Temperature Controlmacrespo100% (7)
- 5 Gas Turbine - Turbine and Exhaust SystemDocument142 pages5 Gas Turbine - Turbine and Exhaust SystemMohamed Balbaa100% (4)
- Ge LM6000 Training 1Document74 pagesGe LM6000 Training 1sasa hh100% (1)
- Case Study of Reverse Rotation of Centrifugal CompressorsDocument18 pagesCase Study of Reverse Rotation of Centrifugal CompressorsMohammad RezaeiNo ratings yet
- S1 Maintenance DetailsDocument6 pagesS1 Maintenance DetailsHemanthNo ratings yet
- Appendix 6b - Technical Specifiction Major Ovehaul T20Document40 pagesAppendix 6b - Technical Specifiction Major Ovehaul T20iwan iwan100% (1)
- Reverse Rotation in Centrifugal CompressorsDocument19 pagesReverse Rotation in Centrifugal CompressorsAsim GillaniNo ratings yet
- FuselageDocument5 pagesFuselageolegprikhodko2809No ratings yet
- PT Pgt25 Dle Description VCNGDocument30 pagesPT Pgt25 Dle Description VCNGolegprikhodko2809100% (1)
- 02 GG Pgt25 Dle Description VCNGDocument138 pages02 GG Pgt25 Dle Description VCNGolegprikhodko2809100% (4)
- A002M AutogyroDocument7 pagesA002M Autogyroolegprikhodko2809No ratings yet
- Markvie RetrofitDocument22 pagesMarkvie Retrofitakulahtu78100% (1)
- Presentation Slides - Mark VIEDocument33 pagesPresentation Slides - Mark VIEolegprikhodko2809100% (1)
- Marking by Vibro-EngravingDocument6 pagesMarking by Vibro-Engravingolegprikhodko2809No ratings yet
- Marking by Vibro-EngravingDocument6 pagesMarking by Vibro-Engravingolegprikhodko2809No ratings yet
- Rectification of Met Material by Shot PeeningDocument9 pagesRectification of Met Material by Shot Peeningolegprikhodko2809No ratings yet
- Pretreatment of Polyamide - APSDocument12 pagesPretreatment of Polyamide - APSolegprikhodko2809No ratings yet
- Non-Conformities of Insulation Blankets - Airbus ManualDocument19 pagesNon-Conformities of Insulation Blankets - Airbus Manualolegprikhodko2809100% (1)
- Install of Grounding ModulesDocument10 pagesInstall of Grounding Modulesolegprikhodko2809No ratings yet
- Generalized Modeling of Drilling Vibrations. Part I: Time Domain Model of Drilling Kinematics, Dynamics and Hole FormationDocument19 pagesGeneralized Modeling of Drilling Vibrations. Part I: Time Domain Model of Drilling Kinematics, Dynamics and Hole Formationolegprikhodko2809No ratings yet
- Руководство Учебного Центра SuperJet (Moscow)Document174 pagesРуководство Учебного Центра SuperJet (Moscow)olegprikhodko2809100% (2)
- Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) ComponentsDocument34 pagesAirbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Componentsolegprikhodko2809No ratings yet
- 5-Axis Machining Center - Linear Minumac 06-2006Document8 pages5-Axis Machining Center - Linear Minumac 06-2006olegprikhodko2809No ratings yet
- Effect of Variable Length Intake Manifold On A Turbocharged Multi-Cylinder Diesel EngineDocument9 pagesEffect of Variable Length Intake Manifold On A Turbocharged Multi-Cylinder Diesel EngineNaren KumarNo ratings yet
- RH6.5 Prospekt PDFDocument14 pagesRH6.5 Prospekt PDFДрагиша Небитни Трифуновић100% (1)
- Perhitungan Efisiensi Boiler ȠboilerDocument3 pagesPerhitungan Efisiensi Boiler ȠboilerStrngr XtupidNo ratings yet
- TPC Member ListDocument8 pagesTPC Member ListaliNo ratings yet
- Tyco FoamDocument8 pagesTyco FoamAhrian BenaNo ratings yet
- UK 2619 63 Revision 3Document35 pagesUK 2619 63 Revision 3Mohammed BariNo ratings yet
- Global Downstream Outlook To 2035Document16 pagesGlobal Downstream Outlook To 2035psnshreemaxNo ratings yet
- Electronic Throttle ControlDocument67 pagesElectronic Throttle Controlmkisa70100% (1)
- Designing & Validating A New Intake Manifold For A Formula SAE CarDocument5 pagesDesigning & Validating A New Intake Manifold For A Formula SAE CarHarshdeep SinghNo ratings yet
- HeidelbergMediaBooklet 121916 SmallDocument20 pagesHeidelbergMediaBooklet 121916 SmallIGusti Made Agni Prameswara100% (1)
- Once Through BoilerDocument8 pagesOnce Through BoilerRamalingam PrabhakaranNo ratings yet
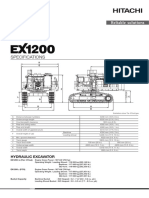
- EX1200 7 Specs Digital Only 18 11Document20 pagesEX1200 7 Specs Digital Only 18 11dilla azrameliaNo ratings yet
- World Supplu and Demand Bentonite 2015Document37 pagesWorld Supplu and Demand Bentonite 2015Rahmat Ilhan100% (1)
- The Indicator Handbook 1000076023Document289 pagesThe Indicator Handbook 1000076023ZoebairNo ratings yet
- Internal Combustion Engine Fundamentals 2nd EditionDocument426 pagesInternal Combustion Engine Fundamentals 2nd EditionPaul94% (16)
- Nitoflor ET Slurry PDFDocument4 pagesNitoflor ET Slurry PDFriverwilliamsNo ratings yet
- Daftar BukuDocument12 pagesDaftar BukuRufus PearleyNo ratings yet
- A Modified Quadratic Boost Converter Wit PDFDocument6 pagesA Modified Quadratic Boost Converter Wit PDFkadr sherpaNo ratings yet
- Forklift Fuel Consuption PDFDocument12 pagesForklift Fuel Consuption PDFVaisakh KrishnaNo ratings yet
- OSE Etype EN PDFDocument4 pagesOSE Etype EN PDFAnonymous WLEMufwK7No ratings yet
- Topsoe Wsa Meet Industry DemandsDocument6 pagesTopsoe Wsa Meet Industry DemandsBobie C. Kurniawan100% (1)
- Methanol and DME Production From Thermal Chemical Conversion of BiomassDocument26 pagesMethanol and DME Production From Thermal Chemical Conversion of BiomassYiğit IlgazNo ratings yet
- EnglishDocument215 pagesEnglishBrian ChenNo ratings yet
- ZF 10M TransmissionDocument4 pagesZF 10M Transmissionisland14No ratings yet
- Technical Training On Engine Oils - Petrolab Nov 2008Document41 pagesTechnical Training On Engine Oils - Petrolab Nov 2008TLK Channel100% (1)
- Sulphuric AcidDocument4 pagesSulphuric Acidaliyah_ilmiNo ratings yet