Download as pdf or txt
You might also like
- Online Shopping and The Cherry On TopDocument3 pagesOnline Shopping and The Cherry On TopTattyana BertrandNo ratings yet
- TEM-En-001-00 - Spring Support Data SheetDocument2 pagesTEM-En-001-00 - Spring Support Data SheetPhilippe AlexandreNo ratings yet
- WPS14-1 A106 B SmawDocument4 pagesWPS14-1 A106 B SmawRahul MoottolikandyNo ratings yet
- Hydro Forming of T-JOINTDocument12 pagesHydro Forming of T-JOINTSenthamilselvi RamachandranNo ratings yet
- Welding Procedure Specification (WPS) FormDocument2 pagesWelding Procedure Specification (WPS) FormEarl Harbert0% (2)
- Aogc 036 Pi Ess 001 (B1)Document19 pagesAogc 036 Pi Ess 001 (B1)amini_mohiNo ratings yet
- Flow TeeDocument1 pageFlow TeeMahesh BhansaliNo ratings yet
- Pre-Order Inspection Test Plan For Rotork Electric Valve ActuatorsDocument3 pagesPre-Order Inspection Test Plan For Rotork Electric Valve ActuatorsDon DanielNo ratings yet
- Attachment #3 - Inspection Test Plan Line Pipes ProductionDocument2 pagesAttachment #3 - Inspection Test Plan Line Pipes ProductionLarry UbuNo ratings yet
- JCM Split Tee and Weld On Outlets For Industrial ServiceDocument1 pageJCM Split Tee and Weld On Outlets For Industrial ServiceochableNo ratings yet
- Std-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersDocument16 pagesStd-Ze-Itp-000001-Is00 - C.S. Shell and Tube Heat ExchangersAlexandru AsmarandeiNo ratings yet
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- VBO - Triple Offset Butterfly ValveDocument14 pagesVBO - Triple Offset Butterfly ValveFabio Peres de LimaNo ratings yet
- Curriculum Vitae: Total Experience 18.1 YearsDocument7 pagesCurriculum Vitae: Total Experience 18.1 Yearskbpatel123No ratings yet
- Quality Oriented and ISO Approved Stainless Steel 316 Buttweld Pipe Fittings Manufacturer in IndiaDocument4 pagesQuality Oriented and ISO Approved Stainless Steel 316 Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- 6.1 Data Sheet For Pipeline Ball ValveDocument3 pages6.1 Data Sheet For Pipeline Ball ValveDeepak PalNo ratings yet
- ASTM and Grain Size MeasurementsDocument5 pagesASTM and Grain Size MeasurementsCarlos Ortega Jones100% (1)
- Inspection of Gate Valve-Check ListDocument4 pagesInspection of Gate Valve-Check ListnavidNo ratings yet
- L&T Double Block and Bleed Plug ValvesDocument12 pagesL&T Double Block and Bleed Plug Valvesvijay10484No ratings yet
- Catalogo SchulzDocument61 pagesCatalogo SchulzIsabel PulidoNo ratings yet
- Resume For Mechanical Engineer With EPC CompanyDocument3 pagesResume For Mechanical Engineer With EPC CompanyShivaji DhonnarNo ratings yet
- ValveDocument6 pagesValvetharmarajuNo ratings yet
- Contrasting Welding Techniques Used On Pipelines and Refinery PipingDocument5 pagesContrasting Welding Techniques Used On Pipelines and Refinery PipingahmedNo ratings yet
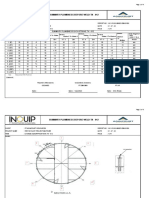
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Bohler PipelineDocument32 pagesBohler PipelineMphilipTNo ratings yet
- Bisep Hot Tapping Plugging 1Document7 pagesBisep Hot Tapping Plugging 1mospt100% (1)
- Subsea Pipeline Technology: Radial Flow TeeDocument1 pageSubsea Pipeline Technology: Radial Flow TeeJuan Roberto López BetanzosNo ratings yet
- Igat6 D PL Me SPC 0005 Rev02 Spec For Insulating JointDocument13 pagesIgat6 D PL Me SPC 0005 Rev02 Spec For Insulating Jointamini_mohiNo ratings yet
- GD 1020 BandlockDocument12 pagesGD 1020 BandlockashuadbnelNo ratings yet
- MTC, Annexure & Tally Sheet PDFDocument23 pagesMTC, Annexure & Tally Sheet PDFashish.mathur1No ratings yet
- SA 516 Gr60Document8 pagesSA 516 Gr60Mohammad HassanNo ratings yet
- IMG Scheda ISOLATION-JOINTS Web PDFDocument2 pagesIMG Scheda ISOLATION-JOINTS Web PDFdevpal78No ratings yet
- SA 980 P 11430 CS FGD Ball Valve Rev T02Document3 pagesSA 980 P 11430 CS FGD Ball Valve Rev T02altipatlarNo ratings yet
- ABO Ball ValveDocument6 pagesABO Ball ValveSunil BajpaiNo ratings yet
- Flow Conditioning Qualification PDFDocument35 pagesFlow Conditioning Qualification PDFClaudia Gómez100% (1)
- Mv-22 Details 02Document1 pageMv-22 Details 02riyazNo ratings yet
- Tendernotice - 1 (Kolkata Spurline)Document742 pagesTendernotice - 1 (Kolkata Spurline)dineshhindujaNo ratings yet
- Test Pack Clearance FormatDocument2 pagesTest Pack Clearance FormatKarthikNo ratings yet
- Hot Tap Daily Welding Report 1Document1 pageHot Tap Daily Welding Report 1Jamal BakhtNo ratings yet
- T Type Strainer Butt Weld 1 PDFDocument1 pageT Type Strainer Butt Weld 1 PDFprashant mishraNo ratings yet
- C-12 16.8.2 Rev 05Document5 pagesC-12 16.8.2 Rev 05prabu prasadNo ratings yet
- Split-Tee ChamferingDocument10 pagesSplit-Tee ChamferingBerani JombloNo ratings yet
- Pfi Estandard PDFDocument1 pagePfi Estandard PDFedwinramonNo ratings yet
- Induction Bends in Material Grade X80Document0 pagesInduction Bends in Material Grade X80Nandhakumaran RajagopalanNo ratings yet
- TECHNOBEND - PRJ.QN.26.04.2022 Rev.01Document25 pagesTECHNOBEND - PRJ.QN.26.04.2022 Rev.01Ferdie OSNo ratings yet
- Koc MP 018Document17 pagesKoc MP 018Subhajit BhattacharyaNo ratings yet
- Annexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRDocument3 pagesAnnexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRPranav JadhavNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- DFD8803 3lpeDocument33 pagesDFD8803 3lpeshoaib1985No ratings yet
- Anchor FlangeDocument1 pageAnchor FlangeHector MejiaNo ratings yet
- Gauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFDocument2 pagesGauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFArlen NurlanNo ratings yet
- Air Reciver Vessel-1 (Compressor Unit-2)Document5 pagesAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanNo ratings yet
- Punch List Gas MeteringDocument4 pagesPunch List Gas MeteringJamal BakhtNo ratings yet
- Response PDFDocument1 pageResponse PDFSridhar VijayanNo ratings yet
- Purchase Spec. For Tubes (Sa213 TP321)Document5 pagesPurchase Spec. For Tubes (Sa213 TP321)Daison PaulNo ratings yet
- DMR 249 ADocument8 pagesDMR 249 Aasprclms durgapurNo ratings yet
- Intsallation of Hot Tap Fittings SAEP0311 2003Document33 pagesIntsallation of Hot Tap Fittings SAEP0311 2003fishzlz_847012012No ratings yet
- Rfi Request FormDocument1 pageRfi Request Formvishnu300022No ratings yet
- Allied Piping Catalouge 2018Document8 pagesAllied Piping Catalouge 2018ArshadNo ratings yet
- KG98 2 ONT OMF in 7861 DW 178 R0 Pressure Transmitter GA Drawing (Code 1)Document5 pagesKG98 2 ONT OMF in 7861 DW 178 R0 Pressure Transmitter GA Drawing (Code 1)Madheswaran DharmapuriNo ratings yet
- KG98 2 ONT OMF in 7861 DS 152 R4 Differential Pressure Transmitter Datasheet (Code 1)Document7 pagesKG98 2 ONT OMF in 7861 DS 152 R4 Differential Pressure Transmitter Datasheet (Code 1)Madheswaran DharmapuriNo ratings yet
- V-31e0-001-A-700 - 2 Method Statement For Scaffolding WorkDocument22 pagesV-31e0-001-A-700 - 2 Method Statement For Scaffolding WorkWidya PrasetyaNo ratings yet
- Lec 41Document14 pagesLec 41abhishek_me03No ratings yet
- GoAir ZY5KXWDocument1 pageGoAir ZY5KXWabhishek_me03No ratings yet
- Classic Moral StoriesDocument3 pagesClassic Moral Storiesabhishek_me03No ratings yet
- ParaTrack Steering Tool DatasheetDocument1 pageParaTrack Steering Tool Datasheetabhishek_me03No ratings yet
- Mobile Push and Pull Force For Pipeline Construction: A World Leader in Groundbreaking Tunnelling TechnologyDocument2 pagesMobile Push and Pull Force For Pipeline Construction: A World Leader in Groundbreaking Tunnelling Technologyabhishek_me03No ratings yet
- M/s Andhra Pradesh Gas Distribution Corporation Ltd. (APGDC)Document3 pagesM/s Andhra Pradesh Gas Distribution Corporation Ltd. (APGDC)abhishek_me03No ratings yet
- Mass NDT Approval RequestDocument72 pagesMass NDT Approval Requestabhishek_me03No ratings yet
- M/s Andhra Pradesh Gas Distribution Corporation Ltd. (APGDC)Document2 pagesM/s Andhra Pradesh Gas Distribution Corporation Ltd. (APGDC)abhishek_me03No ratings yet
- Some Pmu Assignments For Government/Public Sector Clients in IndiaDocument1 pageSome Pmu Assignments For Government/Public Sector Clients in Indiaabhishek_me03No ratings yet
- ENR 2008 Top 200 International Design FirmsDocument62 pagesENR 2008 Top 200 International Design FirmsvietrossNo ratings yet
- Understanding and Managing CustomerDocument22 pagesUnderstanding and Managing Customermervineffendi321No ratings yet
- Feedback HPWDocument6 pagesFeedback HPWshavira nazliNo ratings yet
- MKT 202 Final Report Team Paragon.Document24 pagesMKT 202 Final Report Team Paragon.Bishal Kumar Kundu 1711262630No ratings yet
- Module 3 Engaging in The Purchasing of Goods or ServicesDocument22 pagesModule 3 Engaging in The Purchasing of Goods or Servicesanecita rodriguezNo ratings yet
- NM Project 1Document29 pagesNM Project 1LINGESWARAN VNo ratings yet
- Warranty Claim Management in SAP - SCNDocument12 pagesWarranty Claim Management in SAP - SCNnikku115No ratings yet
- FINAL - AAI 2024 Women-Led MSMEs SC Long Brochure 231206Document2 pagesFINAL - AAI 2024 Women-Led MSMEs SC Long Brochure 231206Naufal Ilma SSos MSiNo ratings yet
- Factors Behind The Development of Transport SystemsDocument12 pagesFactors Behind The Development of Transport SystemsJindalNo ratings yet
- McdonaldsDocument2 pagesMcdonaldsmaliha fatimaNo ratings yet
- Imperatives For Market-Driven StrategyDocument45 pagesImperatives For Market-Driven StrategyAriestya PutriNo ratings yet
- TELEMARKETINGDocument2 pagesTELEMARKETINGShiela Grace DestacamentoNo ratings yet
- Services Marketing Concepts Strategies and Cases 5th Edition Hoffman Test BankDocument14 pagesServices Marketing Concepts Strategies and Cases 5th Edition Hoffman Test Bankanwalteru32x100% (30)
- Supply Chain Management: Presentation OnDocument18 pagesSupply Chain Management: Presentation OnM.Nabeel Shahzad Siddiqui100% (1)
- Adopting SAP at SiemensDocument9 pagesAdopting SAP at SiemenskhalalaNo ratings yet
- What Is A Team?Document5 pagesWhat Is A Team?Bryle James BialaNo ratings yet
- HRM Practices and Training and Development AssignmentDocument58 pagesHRM Practices and Training and Development Assignmentmuna1990100% (1)
- Ultrasonic Machining: Principle of USMDocument5 pagesUltrasonic Machining: Principle of USMmahammad kamaluddeenNo ratings yet
- Foreign Exchange RateDocument7 pagesForeign Exchange RateAryan RawatNo ratings yet
- Itp BlastingDocument3 pagesItp Blastingعوض الرويليNo ratings yet
- Scheda Tecnica: IT-T1S Itb-T1SDocument1 pageScheda Tecnica: IT-T1S Itb-T1SITALFIL S.p.A.No ratings yet
- Frame Pola SchafoldingDocument4 pagesFrame Pola SchafoldingmiftahulNo ratings yet
- 7 LP Sensitivity AnalysisDocument9 pages7 LP Sensitivity AnalysiszuluagagaNo ratings yet
- Iogp S-563 MDS Is103 (A403 WP316)Document1 pageIogp S-563 MDS Is103 (A403 WP316)FIKRI BADRULNo ratings yet
- Case 2: The Process AuditDocument2 pagesCase 2: The Process AuditchanduNo ratings yet
- WebMethods Business Process Management (BPM) - Getting Started - Webmethods ExpertDocument20 pagesWebMethods Business Process Management (BPM) - Getting Started - Webmethods Expertvenkatesh100% (1)
- OpenSAP Ea2 Week 3 TranscriptDocument33 pagesOpenSAP Ea2 Week 3 TranscriptnansenwNo ratings yet
- Proper 2021 Lca 3Document38 pagesProper 2021 Lca 3wahyu pribadi oetomoNo ratings yet
- VDA 6 - 3 Questionnaire Summary of Changes PDFDocument6 pagesVDA 6 - 3 Questionnaire Summary of Changes PDFAnonymous CW8L9FkuNo ratings yet